全液压钻车摆臂结构件的尺寸偏差分析研究及改进措施
2014-09-12赵卫方
赵卫方
(南京工程机械厂有限公司江苏南京211178)
0 前言
全液压钻车主要适用于开凿隧道、勘探矿产以及地下大断面钻孔开挖作业的工程机械。产品是以机电液为一体的凿岩设备。由于全液压钻车效率高,速度快,改善作业条件及成本低等优势,瑞典阿特拉斯·科普柯公司的进口设备在国内外市场销路日渐上升,为了满足国内外市场的需求,缩短采购周期,降低制造成本,瑞典阿特拉斯·科普柯公司对全液压钻车准备进行国产化生产。我公司是阿特拉斯·科普柯公司在南京的合作方,根据图纸要求进行焊接结构件的配套生产。本文对B353E全液压钻车摆臂结构件出现的尺寸偏差问题进行研究和探讨,并提出了改进措施方案。
1 摆臂位置精度及结构
1.1 摆臂在装配中的位置和精度。
全液压钻车的钢架部分都是由焊接件组成。摆臂是钻车钻臂总成中的重要构件之一,摆臂在液压油缸的作用下摆动到所需工作角度,使左、右钻臂举升到工作位置。其在钻臂总成中的位置如图1所示。

图1 摆臂位置示意图
钻臂总成主要由左、右钻臂,左、右摆臂和连杆及中钻臂座架组成。从图1可以看出左右摆臂的直形耳板和L形耳板与中钻臂座架的装配间隙只有5mm,摆臂宽度500mm,和左右钻臂装配间隙也是5mm。所以从装配精度上看摆臂各耳板孔尺寸及同轴度,外形尺寸影响到装配品质和钻车钻臂的举升状态。在国内中小型公司装配现场,主要还是靠装配工人运用起吊行车和装配工具按图纸设计要求组装而成,摆臂结构件的制造尺寸精确度和位置尺寸偏差影响到装配进度和品质,所以控制摆臂尺寸精度尤其重要。
1.2 摆臂的结构
摆臂是焊接件,是由折弯板和板焊成的封闭式结构(图2)。件1和件2、3材质是HQ80C高强度结构钢,厚80mm,其余零件板材是Q345B,是低合金高强度结构钢,厚20mm,件10厚10mm。从图2可以看出件1和件2两孔的中心距是1 846±1mm。件2和件10的中心距是782±1mm。两端耳板外侧宽500mm。

图2 摆臂结构图
2 分析偏差原因
摆臂中的各个单件从下料、机加工加工过程中产生的误差必然会影响到装焊尺寸,在平台上划线放样使各组孔的同心度、垂直度不能保证,在焊接过程中的焊接变形也影响到图纸最终尺寸,影响到装配品质和装配进度。
2.1 单件尺寸误差
对于一个新产品在生产制造过程中,首先按照设计图纸备料完成各道工序。如直形耳板,L形耳板厚80mm,在按图纸尺寸1∶1数控切割下料后,侧边塌边相差1.5~2mm。弯板件4、5、7厚20mm,板在折弯圆角处存在弯曲缺陷,使折弯内R半径不准确也是原因之一。
2.2 组装偏差
在组装类似摆臂这样的结构件主要还是靠冷作工和电焊工在平台上划线放样操作。由于摆臂结构外形不规则,单件质量最重的一个是105kg,而且都是中厚板材。需先清除掉工作平台面上的焊瘤,飞溅等杂物,在平台上放样划出各孔的中心线,再将500mm宽一面的零件放在平台,上按线位置对齐,运用宽度角尺调整零件的垂直度。将各件按图纸尺寸定位焊牢后,各耳板之间的间距用工艺撑管保证尺寸。这样组装、点焊一个摆臂要一个工作日完成,费时费力,而且在组装过程中由于单件质量较重使安全生产也得不到保证。
2.3 焊接变形
件1、2、3耳板材料是HQ80C高强度结构钢,其他是Q345B,由于材质不同,板厚不同焊接时残余应力较大,还有零件结构不对称,这样焊缝位置和布局在结构中也是不均匀分布,因此焊接时焊接应力分布不均匀,很容易产生焊接扭曲变形,尤其耳板的根部尺寸容易收缩使尺寸变小,造成这个部位返工相当困难。零件折弯半径不准确造成折弯半径内R较大。使自然坡口增大,这样焊缝截面就增大,输入焊接电流增大,引起了构件焊接变形。
这些尺寸偏差,最终不符合图纸设计要求,影响产品品质,因此,需要进行返修,但返修过程很繁琐,而且会降低产品力学性能,浪费人力,材料和时间,降低生产效率,影响生产进度。针对上述问题,提出下面几种合理的改进措施。
3 改进措施
3.1 控制单件尺寸
1)更换数控火焰切割机平台的格栅破损件,在气割零件前调整割枪的割嘴与钢板垂直度,消除气割零件时侧面塌边偏差现象。在冷冲压单件气割中按图纸尺寸1∶1数控气割下料后清除各件熔渣并打磨,校平才能转下道工序。
2)针对摆臂中折弯件的弯曲半径不准确影响装焊时焊缝品质问题,根据公式:ρ=R+Kt精确算出折弯件中心层的折弯半径,在大型折弯机上折弯到图纸尺寸,同时制作折弯半径内R20的检验样板,校正零件,保证折弯半径内R18尺寸的一致性。
式中:ρ表示中性层半径(mm);
R表示弯曲内半径(mm);
K表示中性层位置系数;
t材料厚度(mm)。
3.2 焊接变形的控制
焊接变形对于焊接件来说是无法避免的,认真分析研究摆臂的结构特点主要从以下两点控制焊接变形。
1)预设焊接收缩反变形量(图3)
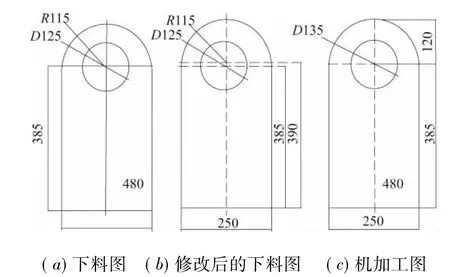
图3 件1预设收缩量加工图
摆臂中件1耳板和件8板对接组焊时,留焊缝间隙是3mm,为了使摆臂各孔在焊后都能加工出来而且各孔的壁厚均匀,对件1耳板下料尺寸做调整,见图3。图3(a)是下料图,件1底边到孔中心的距离是385mm,D125mm孔中心和圆弧R115mm是同心。图3(b)是修改后的下料图,D125mm孔中心和圆弧R115mm中心修改成相差5mm,预设了焊接收缩反变形量,即圆弧R115mm的中心线高是390mm,D125孔中心距离是385mm。这样在下道工序中机加工划线是以底部为基准划D135mm孔中心线,如图3(c)机加工图所示。经过对该件的尺寸调整,抵消了组焊时长度方向的焊接变形,最终解决了D150 K7mm孔焊后加工不出来和孔壁厚薄不匀的问题。
2)通过对图纸的分析,原来图纸设计要求件4、5、7折弯内圆角半径是R30mm,这样在组装时自然坡口很大。在保证焊缝强度、焊透的前提下,将件4、5、7自然坡口缩小,将设计尺寸内R30mm修改成内R20mm这样保证零件在装焊时形成的自然坡口缩小,减少收缩量,烧焊时热量输入就少,能大幅度降低焊接残余应力,可以有效控制局部变形,最终达到减少摆臂焊接变形的效果。
3.3 设计工装使装焊件准确定位
根据图2要求两端耳板中心线同轴,而且互相平行。4-D(150K7)mm孔中心线和基准面B垂直。要保证各个孔焊后加工余量均等,孔壁厚度一致。在装焊时就要控制好装焊尺寸。本件仅仅靠宽度角尺校正零件垂直度是不够的,通过多处的问题分析,结合现场焊接情况,提出了工装设计方案,如图4所示。
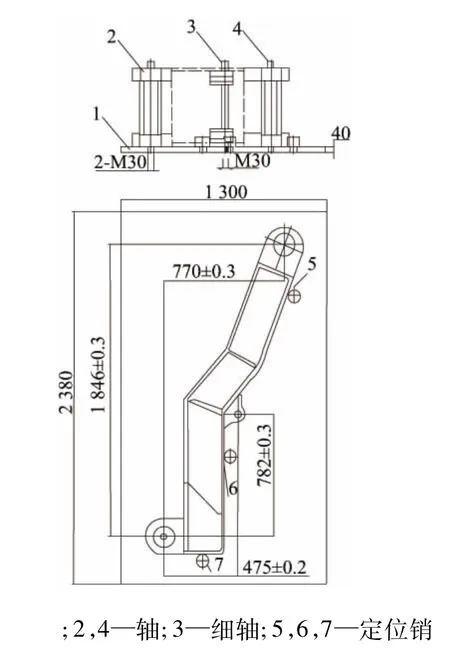
图4 摆臂工装结构图
1)工装结构
工装是由件1厚40底板,件2,件4d135长轴,件3d40细长轴,件5、6、7定位销组成。2-d135mm和d40轴是M30mm双头螺栓,一端和底板连接,另一端用压板、螺母压紧工件。
2)工装的应用
装焊前件1、件2、件3按图纸尺寸1∶1数控气割下料,预割出D125mm孔及外形,转机加工镗孔至D135mm尺寸。件10气割外形在钻床上钻出D40mm孔。件4、5、7三件在大型折弯机上折弯,折弯尺寸必须准确,工件不得扭曲。件6、8、9按图纸尺寸1∶1数控气割下料,校平。上述各件不得有塌边现象。组装前必须清除表面氧化皮、油污、熔渣、毛刺等缺陷。装焊时先将件1,件2、3分别穿入d135mm轴中,内开档尺寸用长mm工艺撑管保证,校正零件位置至图纸尺寸,用压板、螺母连接固定工件,并点焊牢固。将件9放在底板上按图校正位置,件10用d40mm轴穿入,开档尺寸用mm和286mm工艺撑管定位。用千斤顶调整内腔到250mm尺寸,机加工车出mm长工艺撑管数根焊在内腔中,控制250mm尺寸收缩。支撑内腔的撑管(可以不取出)也是防止焊接变形件保证件10零件4-d50mm孔加工出来。用宽度角尺校正组装件的垂直度后才可以继续组装下面其它各件,各个工艺撑管长度公差取正值是预设了耳板根部焊接收缩反变形量。
3.4 组焊中搭接支撑拉筋增加刚性
控制摆臂局部变形和整体变形是最终保证尺寸的方法。组焊前除了预设焊接收缩反量以外,装焊中还要对定位焊的零件加固工艺支撑拉筋,以增加刚性。在各单件定位焊后,为了保证摆臂整体刚性和较小焊接变形,将件1、件2、件3根部增加撑管和孔的位置增加撑管的同时,在耳板外园圆周上均匀搭接4~5处支撑槽纲或方钢拉筋,并焊接牢固。这样能有效避免各耳板相对位移和根部的收缩量。
除了上述控制焊接变形的方法以外,还要在定位前将坡口及附近50mm范围内锈迹,油污,焊渣清理干净。定位焊也应牢固可靠,不得有裂纹,气孔,夹渣等缺陷。在施焊前复查组装尺寸,检查定位焊质量。
4 结论
通过对摆臂生产过程产生的尺寸偏差分析,提出了改进方案。在实际生产操作中也得到了验证,这些措施有效地控制了单件品质和焊接变形,最终使各孔尺寸、孔中心距尺寸、外形尺寸都能够满足图纸的设计要求。这些改进措施提高了产品品质,缩短了生产时间,提高了生产效率,提升了经济效益,同时为本机型加快国产化奠定了基础。
[1]徐灏.机械设计手册(第1,2卷)[M].北京:机械工业出版社,2000.
[2]成大先.机械设计手册(第1,2卷)[M].北京:化学工业出版社,1993.
[3]刘文剑.夹具工程师手册[M].哈尔滨:黑龙江科学技术出版社,1992.
[4]陈祝年.焊接工程师手册[M].北京:机械工业出版,2002.
[5]史耀武.焊接技术手册[M].福州 :福州科学技术出版社,2005.
