基于三维打印的快速制造
2014-09-05金天拾吴云翔
金天拾,吴云翔
(上海美唐机电科技有限公司,上海 201804)
基于三维打印的快速制造
金天拾,吴云翔
(上海美唐机电科技有限公司,上海 201804)
基于三维打印的快速制造是在快速成型基础上发展起来的新技术,无需模具或工夹具就可以从三维CAD模型直接生产结构复杂的塑料或金属零件。从设备、材料、工艺方案等方面阐述了基于三维打印快速制造的特点和应用。
快速制造;三维打印;模具
快速制造(Rapid Manufacturing)是近年来在快速成形(Rapid Prototyping)基础上发展起来的新技术,能够快速地进行单件或小批量最终使用功能零件的生产,而非原型件、评价模型或展品。快速制造与快速成形一样是基于叠层制造原理,将材料一层层叠加而成为实体零件。快速制造无需模具或工夹具就可以从三维CAD模型直接生产结构复杂的塑料或金属零件,具有供应链短、生产步骤少、交货迅速等一系列优点,特别是开拓了产品的创新空间,应用前景十分广阔。
1 产品设计理念的革命[1]
传统的产品设计重要原则是“制造驱动”,即在设计时首先要考虑能不能制造出来、工艺性好不好。因此,绝大多数产品不得不由若干零件组成部件去完成某种功能,这种“为了制造的设计(Design for Manufacturing)”理念限制了设计师的创造性,并导致产品零件数量增多、工艺流程复杂、生产管理繁琐等诸多问题,甚至有时不得不放弃产品某些应有的但暂时无法实现的功能和特性。
快速制造推翻了“为了制造的设计”的教条,而反过来建立新的理念“为了设计的制造”(Manufacturing for Design),即“设计驱动”,制造应该为设计服务,而决不是约束设计的创造性。新的理念是只要设计得出来,就应该能够制造出来。图1描述了这种设计理念的变迁。
快速制造使产品的设计构思聚焦于产品的功能和用户的喜爱,而不是面向生产和制造过程。这种数字化时代的产品设计理念是一场革命,它赋予设计师无限的创造空间,使以前无法想象的复杂结构以及产品的许多新功能得以实现。

图1 新的产品设计理念
快速制造的特点是直接运用CAD数据为用户提供最终产品,因此每一件产品都可以按照用户的个性化需求进行生产。由于生产过程不需要模具、刀具和夹具,使用同样的设备,生产1件和10 000件在单件成本上差别有限,推翻了增加批量可提高生产效率和降低成本的定律,因而适合单件小批量生产和客户化定制。
2 快速制造设备
快速制造设备按照工艺特点可分为激光烧结、三维打印和金属熔融3大类。本文以EOS公司的激光烧结设备为例,对设备及塑料和金属零件的快速制造过程进行阐述。
2.1Formiga P 100激光烧结机[2]
EOS公司2008年推出的Formiga P 100是小型、快速和高效的塑料零件激光烧结制造设备,其工作空间为200mm×250mm×330mm,采用功率为30W的CO2激光器对聚酰胺或聚苯乙烯塑料粉末进行烧结。零件构建过程的最大扫描速度为5m/s,层厚通常取0.1mm。在这种情况下,零件的构建速度(高度)可达24mm/h,一个零件从生成CAD数据文件到制作完成仅仅需要数小时。
Formiga P 100结构紧凑、占地面积小,外型尺寸为1 320mm×1 067mm×2 204mm,质量约600kg,其外观如图2所示。

图2 Formiga P 100 激光烧结机的外观
从图中可以看出,其外观设计新颖,线条简洁,色彩明亮。左侧门打开后,即可近距离观察工作室内部,同时借助一个夹持器可将工作缸拉出,取出零件,操作和维修都非常方便。
Formiga P 100在机械结构配置上与传统激光烧结设备也完全不同,不是采用供粉罐、工作缸和收粉缸并列,铺粉板平移的配置形式,而是将供粉罐安放在机器的顶部,粉末借助自重落下,采用扇形铺粉板刮平,从而大大简化了机械结构。
2.2EOS P 800激光烧结机[3]
EOS P 800是世界第一台在385℃高温处理高性能聚合物的激光烧结机。这种EOS拥有专利的高性能聚合物属于聚芳醚酮类,专门为P 800激光烧结机开发,牌号为PEEK HP3。用其制成的零件具有卓越的机械和化学性能,拉伸强度可达95MPa,杨氏模数可达4 400MPa,超过目前广泛使用的PA12聚酰胺100%以上,可在180~260℃的高温环境下工作。同时,PEEK HP3是可以消毒和生物相容的,适合于制造医学、航空和运动赛车的零件。
EOS P 800激光烧结机的基本配置和结构与EOS P 730激光烧结机是一样的,有效工作空间为700mm×380mm×580mm,采用2个功率为50W的CO2激光器,可以同时加工1个零件或分别加工2个零件。零件构建过程的最大扫描速度为6m/s,层厚通常取0.12mm。在这种情况下,零件的构建速度(高度)可达35mm/h。
EOS P 800激光烧结机的外型尺寸为2 250mm×1 550mm×2 100mm,质量约2 300kg,外观上部打开时的情景如图3所示。
图3 EOSint P 800激光烧结机的上部外观
EOS P 800激光烧结机结构上的最大特点是烧结工作缸,它有加热和保温的夹层,以保证粉末在烧结时的最佳温度。
2.3EOS M 400激光烧结机[4]
EOS M 400是用于直接从CAD文件制造模芯、原型件和最终产品的金属粉末激光烧结机。其工作空间为400mm×400mm×400mm,采用功率为1kW的Yb光纤固体激光器发出的激光束对铜基合金、低碳合金钢、不锈钢、超级合金和钛合金粉末进行烧结。零件构建过程的最大扫描速度为7m/s,光束直径约90μm。
EOS M 400激光烧结机的外型尺寸为4 181mm×1 613mm×2 355mm,质量约4 635kg,其外观如图4所示。
直接制造金属零件的过程称之为DirectPart, 而制造金属模具零件的过程则称为DirectTool。
3 快速制造所使用材料
快速制造用的材料与快速制造的设备、工艺和应用领域密切相关,通常由快速制造设备厂商提供。激光烧结系统采用的材料可分为塑料和金属两大类。

图4 EOS M 400 激光烧结机的外观
3.1塑料
激光烧结快速制造所用的塑料粉末大多是以聚酰胺(尼龙)12或聚苯乙烯为基础。EOS公司为该公司EOSint P系列和Formiga P激光烧结机提供以下各种不同用途的塑料粉末:
a.PA 2200。它是一种以PA-12为基础的混合细粉末,具有生物相容性以及较高的机械性能和耐热性,有白色、黑色和灰色3种不同颜色,应用较为广泛。
b.PrimePart。它是EOS拥有专利的聚酰胺细粉末,具有生物相容性和良好的机械性能,可用于快速制造功能原型件和备件。衍生的PrimePart DC具有高耐久度、可弯曲的特点,而PrimePart ST则软而有弹性。
c.PA 2210 FR。它是含有化学阻燃剂的聚酰胺细粉末,用于制造高机械性能的阻燃零件,遇火时能够在零件表面生成保护层。
d.PA 3200 GF。它是玻璃充填的聚酰胺细粉末,用于制造壳体和热强度高的零件。
e.Alumide。它是EOS拥有专利的铝充填聚酰胺细粉末,用于汽车工业制造需要金属光泽和刚度的零件以及小批量生产注射模的模芯等。
f.CarbonMde。它是EOS拥有专利的碳素纤维充填聚酰胺细粉末,具有卓越的机械性能:高强度和高刚度。用于制造高端全功能的原型件,如空气动力学的风洞试验件等。
g.PrimeCast 101。它是EOS拥有专利的聚氯乙烯粉末,主要用于制造熔模铸造的消失模。
3.2金属
激光烧结快速制造所用的金属粉末有铜基合金、工具钢、不锈钢、钛合金和超级合金。EOS公司为该公司EOS M系列机器提供以下各种不同用途的金属粉末:
a.DirectMetal 20。它是多种成分的铜基金属细粉。其零件具有良好的机械性能、细节表现和表面质量,应用广泛。DirectTool用于制造注射模,DirectPart用于制造金属功能件。
b.MaragingSteel MS1。它是EOS拥有专利的低碳合金钢X3NiCoMoTi(相当于欧洲钢牌号1.2709)的细粉。这种材料具有很高的强度和韧性,激光烧结后易于加工,并可热处理到HRC55 左右。通常用于制造复杂的模具和高性能的航空零件。
c.StainlessSteel GP1和PH1。这是EOS拥有专利的2种合金化不锈钢细粉(GP1相当于欧洲钢牌号1.4542),它们都具有很高的耐腐蚀性和机械强度,GP1延展性非常好,而PH1是可淬硬的。2种不锈钢材料都可以用于制造高性能的功能原型件、小批量产品、个性化产品和备件,例如医学和航空零件。
d.CobaltChrome MP1、SP1和SP2。这是EOS拥有专利的混合金属细粉,用于制造钴铬钼基超级合金的零件。钴铬钼基超级合金具有非常好的机械性能(强度、硬度等)、耐腐蚀性和耐热性,适合于制造在高温工作条件的关键零件,如航空发动机的叶片等。MP1是无镍高碳钴铬钼合金,易于消毒,烧结的零件具有细小的晶体粒状结构,特别适宜制作人工关节和骨骼。SP1和SP2是专门为假牙开发的钴铬钼基超级合金,其特点是易于与陶瓷烧接在一起。
e.Titanium Ti64ELI和TiCP。这是EOS拥有专利的合金化的Ti6AlV4钛合金和纯钛金属细粉末,钛合金具有非常好的机械性能和耐腐蚀性以及特别轻和生物相容性,适合于制造高机械性能和特别轻的零件,如航空发动机、赛车零件以及人工关节和骨骼等生物植入物等。
4 快速制造案例
快速制造不仅可以从CAD数据文件直接制造零件,过程链短,可以在数小时到数天内向客户提供制成品,更重要的是,快速制造能够制造传统切削加工或其他加工方法所无法制造或难以制造的、结构复杂的零件。本节将通过若干案例,进一步说明快速制造的这一优越性。
4.1池塘泵外壳
图5 所示是在EOS P 390激光烧结机上制成的池塘泵零件,材料为PA2202 black。

图5 池塘泵外壳
4.2加热器的隔离板
图6 所示是在EOS P 800激光烧结机上制成的加热器的隔离板,材料为聚芳醚酮类塑料PEEK HP3。零件的机械强度高,而且可以在高温下工作。

图6 加热器的隔离板
4.3有共形冷却道的注射模模芯
图7 所示是具有共形冷却道的注射模模芯。先将几何形状简单的底部由毛坯(1.2709钢)切削加工制成,通过定位销安装在EOS M 270激光烧结机上,再采用直接金属激光烧结(DMLS)具有几何形状复杂的共形冷却道的上部,烧结材料为MaragingSteel MS1粉末(1.2709钢)。
4.4假牙套
图8 所示是在EOS M 270激光烧结机上制造的假牙套,材料为CobaltChrome SP2,烧结层厚20μm,384个假牙套的烧结总时间为20h。
5 e-制造解决方案
快速制造的愿景是在任何地点、任何时间快速地制造任何形状的零件。e-制造解决方案就是将整个过程链的软件和硬件加以集成,通过互联网进行异地合作,以最快的速度向用户提供所需的零件和服务。整个过程链不仅是数据流,还必须建立质量保证体系。
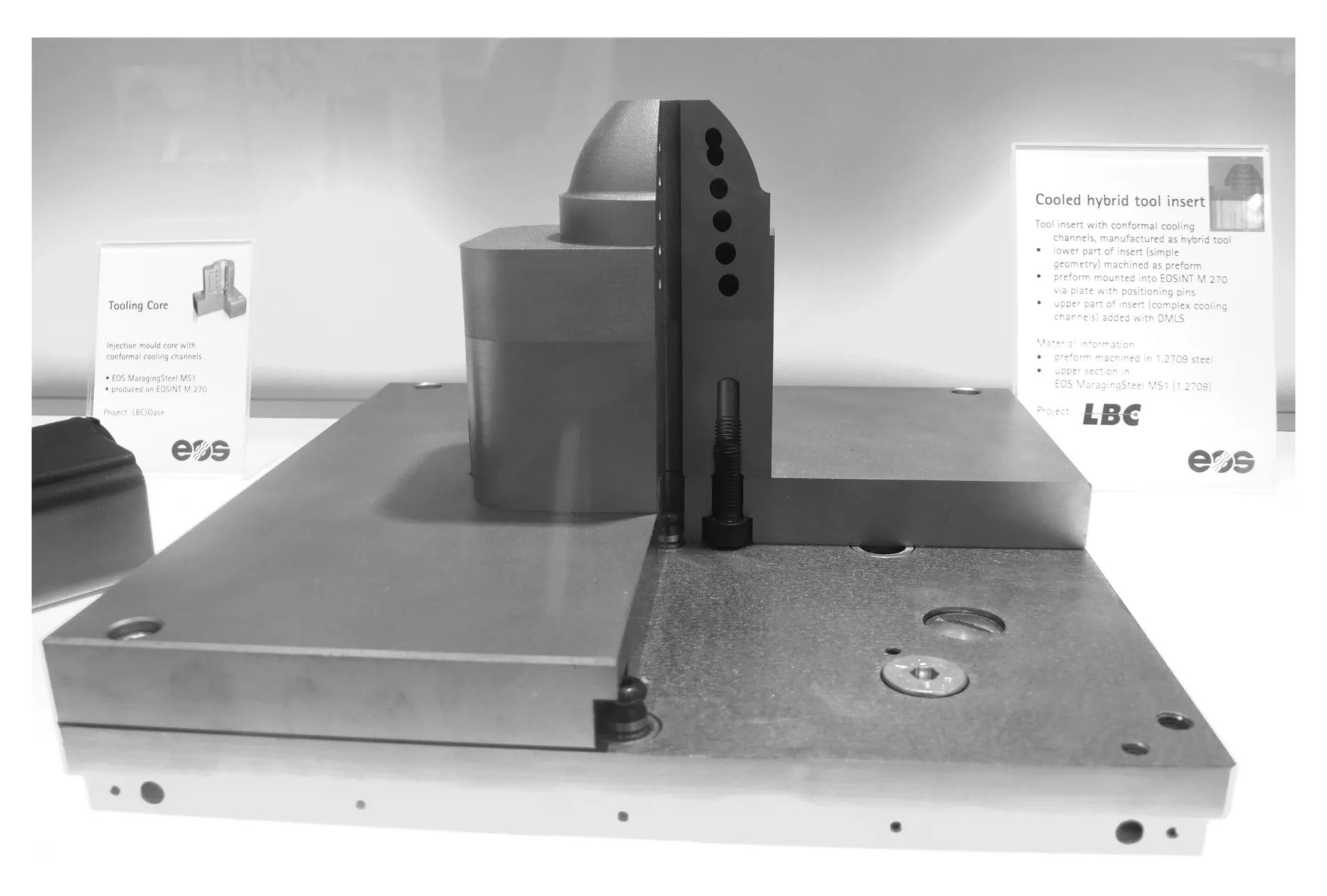
图7 有共形冷却道的注射模模芯

图8 假牙套
快速制造大致需要以下4个步骤:
a.零件的三维CAD模型,由于采用快速制造,可能会出现特殊要求,例如模具的共形冷却道的设计。
b.借助软件将模型转换为STL格式文件,进行切片处理。
c.在快速制造设备上制作零件。
d.后处理。例如清除未烧结的粉末,进行热处理,表面抛光等。
快速制造的过程链在采用不同设备和不同材料制造零件时是有区别的。图9所示是模具工业的e-制造解决方案。
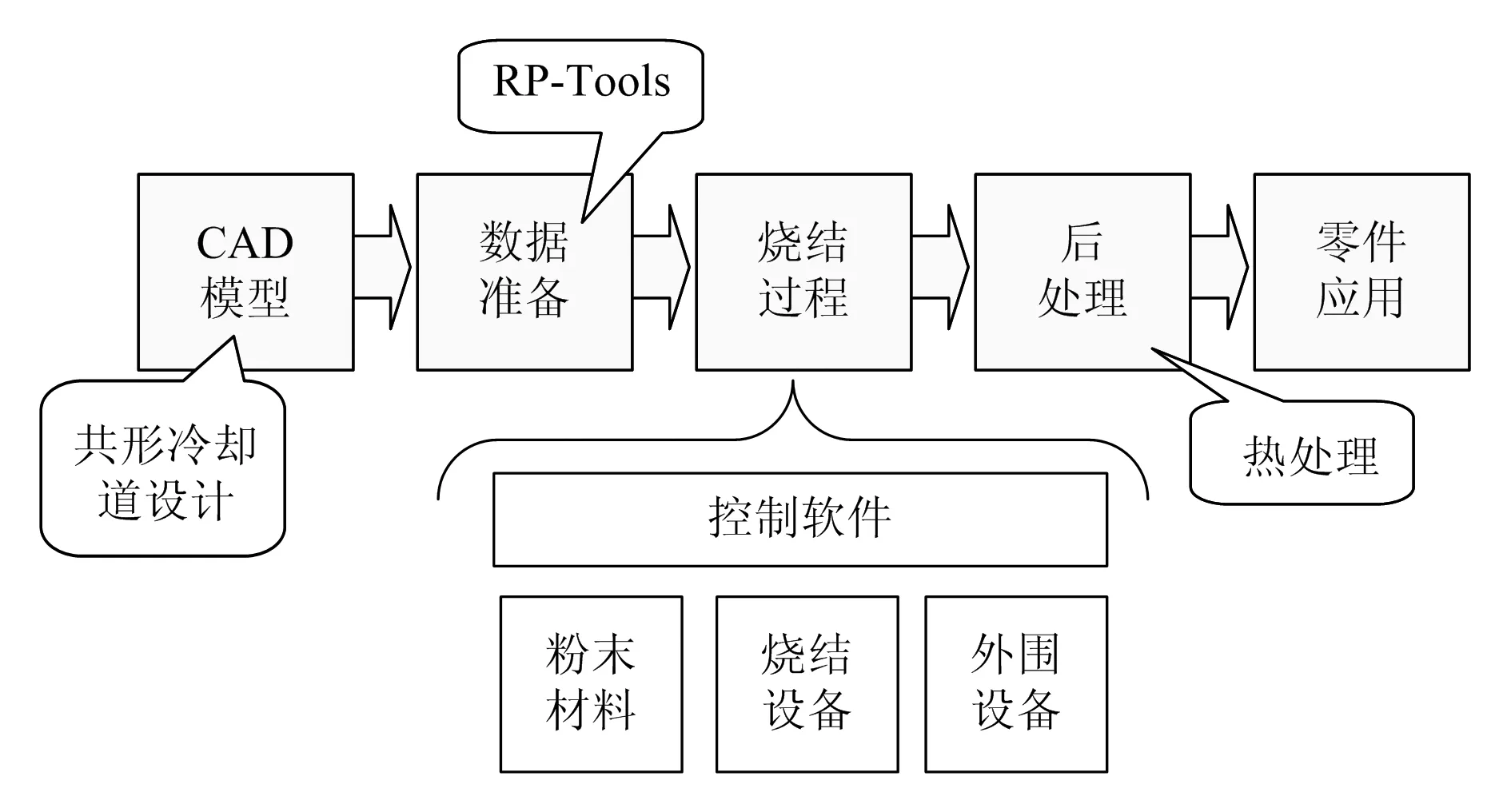
图9 模具工业的e-制造解决方案
[1] 张曙,陈超祥.产品创新和快速开发[M].北京:机械工业出版社,2008.
[2] EOS. Plastic Laser Sintering System Formiga P 110[EB/OL].[2014-06-15].http://www.eos. info/systems_solutions/plastic/systems_ equipment/formiga_p_110.
[3] EOS.Plastic Laser Sintering System EOSINT P 800[EB/OL].[2014-06-15].https://ip-saas-eos-cms.s3.amazonaws. com/public/446f91c814dfcdab/a552e77d1c5c6656a3cdf3d4ba-20c741/EOS_datasheet_EOSINT_P800.pdf.
[4] EOS.EOS M 400 The Additive Manufacturing System for Industrial Production of High-Quality Large Metal Parts[EB/OL].[2014-06-15].http://www.eos.info/systems_solutions/metal/systems_equipment/eos_m_400.
TheRapidManufactureBasedon3DPrinting
JIN Tianshi, WU Yunxiang
(Shanghai Tangmei Mechanical and Electrical Technology Co., LTD., Shanghai, 201804, China)
The rapid manufacture based on 3D printing is a new manufacture technology. This new process does not need the mold or tooling, and directly obtaines the CAD date to produce the complex plastic or metal parts. The paper shows this rapid manufacture character from equipment, material and process planning.
Rapid Manufacture; 3D Printing; Mold
10.3969/j.issn.2095-509X.2014.07.006
2014-07-03
金天拾(1971—),男,浙江温州人,上海美唐机电科技有限公司高级工程师,主要研究方向为三维打印、快速制造。
TH164
A
2095-509X(2014)07-0024-05
