减压蜡油加氢裂化六集总动力学模型研究
2014-09-05方向晨韩龙年曾榕辉
彭 冲,方向晨,韩龙年,曾榕辉
(中国石化抚顺石油化工研究院,辽宁 抚顺 113001)
减压蜡油加氢裂化六集总动力学模型研究
彭 冲,方向晨,韩龙年,曾榕辉
(中国石化抚顺石油化工研究院,辽宁 抚顺 113001)
以实验室加氢裂化催化剂A的加氢裂化反应结果为基础,建立了减压蜡油加氢裂化六集总动力学模型。六集总的划分原则以实际加氢裂化产品切割方案为参照,按馏程把原料油和生成油划分为六个集总,即减压蜡油-加氢裂化尾油(>360 ℃)、柴油馏分(290~360 ℃)、喷气燃料馏分(175~290 ℃)、重石脑油(65~175 ℃)、轻石脑油(<65 ℃)和炼厂气(C4-)。在Matlab 2011b数值计算软件上,利用非线性最小二乘法对动力学模型参数进行了优化回归。通过统计分析,忽略部分集总间的反应,模型预测所得加氢裂化产物收率与实验结果的最大偏差为1.80%,满足工业应用要求。
减压蜡油 加氢裂化 集总 动力学模型
加氢裂化是现代炼油厂重油轻质化的重要工艺之一,是生产低硫柴油、高烟点喷气燃料等优质燃料油及化工原料的重要工艺。加氢裂化工艺的特点有:原料适应性强,可加工减压蜡油、焦化蜡油、催化裂化回炼油等劣质原料;产品质量好,液体收率高且工艺操作灵活性大,通过改变工艺操作条件和产品切割方案等,可以实现多产石脑油、多产柴油等生产目的;原料经过加氢精制后,产品中的硫、氮等杂质含量显著降低,可减少产品使用过程中有害气体的排放,有利于保护环境。加氢裂化工艺在石油化工行业的地位将越来越重要[1]。加氢裂化工艺的工业化已相对成熟,但是加氢裂化反应过程的模拟与优化却远远落后于工业生产。加氢裂化反应器的模拟与优化所带来的经济效益十分明显,而反应器优化的实现离不开反应动力学模型。因此,建立加氢裂化动力学模型,可以指导装置正常生产、优化装置操作、提高企业的技术和管理水平等。
对于加氢裂化动力学模型,Ancheyta等[2]第一次系统、全面地介绍了蜡油加氢裂化动力学模型的发展现状及各种模型的优缺点。对于固定馏程加氢裂化集总动力学模型,有二集总、三集总、四集总、五集总、六集总等。Qader等[3-7]研究了针对实际进料的加氢裂化集总动力学模型。Botchwey等[8-9]研究了重减压蜡油的窄馏分加氢处理模型,沸程分布由模拟蒸馏得到,是一种典型的集总反应网络。Aoyagi等[10]研究了蜡油三集总动力学模型,关联了氮含量的影响。Sadighi等[11]提出了蜡油六集总和四集总模型,模型中引入催化剂失活函数,并能计算氢耗。此外像Sanchez等[12]提出的重油中压加氢裂化五集总模型,Zhao等[13]提出的沥青加氢裂化四集总模型,Zhang等[14]提出的不同反应级数的戊烷沥青质加氢裂化模型,Kumar等[15]提出的加氢裂化反应器五集总模型以及Galarraga等[16]研究的Athabasca沥青加氢改质模型等都属于集总动力学模型的范畴。
对于加氢裂化这样的复杂过程,虽然对其已有多年的研究,但是建立一个适应性较强的工业应用模型较难。实际进料的复杂性也表明,固定馏程集总模型仍将长期用于工业实际。本研究以加氢试验装置实验数据为基础,以工业实际的产品切割方案为集总的划分标准,建立高压加氢裂化六集总动力学模型,对于工业装置的优化操作具有一定的指导意义。
1 加氢裂化六集总动力学模型
以实际的加氢裂化产品切割方案为集总划分原则,将原料油及加氢裂化生成油划分为6个集总:馏分油(减压蜡油-加氢裂化尾油,>360 ℃)、柴油馏分(290~360 ℃)、喷气燃料馏分(175~290 ℃)、重石脑油(65~175 ℃)、轻石脑油(<65 ℃)和炼厂气(C4-)。集总间的反应网络如图1所示。本模型主要用于预测加氢裂化产品收率。

图1 六集总加氢裂化动力学模型反应网络
假设重集总可以裂化生成所有比它轻的集总组分,而轻集总不能生成重集总,忽略内扩散、外扩散以及催化剂失活的影响,集总间的所有反应均符合一级动力学方程,且集总间的反应是不可逆的。在上述假设的前提下,建立了高压加氢裂化六集总反应动力学模型,模型的常微分方程如式(1)所示。






(1)
式中:yi为不同集总的质量分率,i越小,集总越重;kij为i集总反应生成j集总的反应速率常数。其中反应速率常数kij可以由阿伦尼乌斯方程来表示,见式(2),同时模型参数由15个增加为30个。以不同反应温度下加氢裂化实验数据为基础,在Matlab 2011b上编程求取不同温度下集总间的反应速率常数,然后回归得到动力学模型参数,主要是反应速率常数指前因子和表观反应活化能。对于模型的验证,将工艺条件及原料性质代入动力学方程中,用龙格-库塔(R-K方程)方法计算得到停留时间为t时的产品收率,进而与实验结果进行比较。
(2)
2 实 验
2.1 原料油与催化剂
忽略高温条件下原料油在加氢精制催化剂上发生的浅度裂化,直接以原料油性质和裂化产品各馏分作为研究对象,进行加氢裂化六集总动力学模型的优化计算。原料油为伊朗VGO,主要性质见表1。原料油中柴油馏分的含量是通过对原料油的恩式蒸馏进行三次样条插值得到的。
试验用催化剂A为中国石化抚顺石油化工研究院自主研发的加氢裂化催化剂,以Y型分子筛为催化剂的酸性组分,Mo-Ni为活性组分,分子筛含量高,裂化活性高,对环状烃的裂化选择性高。
2.2 实验装置
在单段串联固定床加氢装置上进行实验,原则工艺流程如图2所示,各工艺参数均由DCS精确控制。反应器顶部和底部装填惰性颗粒,保证物流分布均匀且支撑催化剂床层,防止催化剂颗粒进入管线,堵塞管道。试验氢是经高压加氢脱氧和硅胶-分子筛脱水净化的电解氢,纯度大于99.9%,氧体积分数小于5 μL/L。
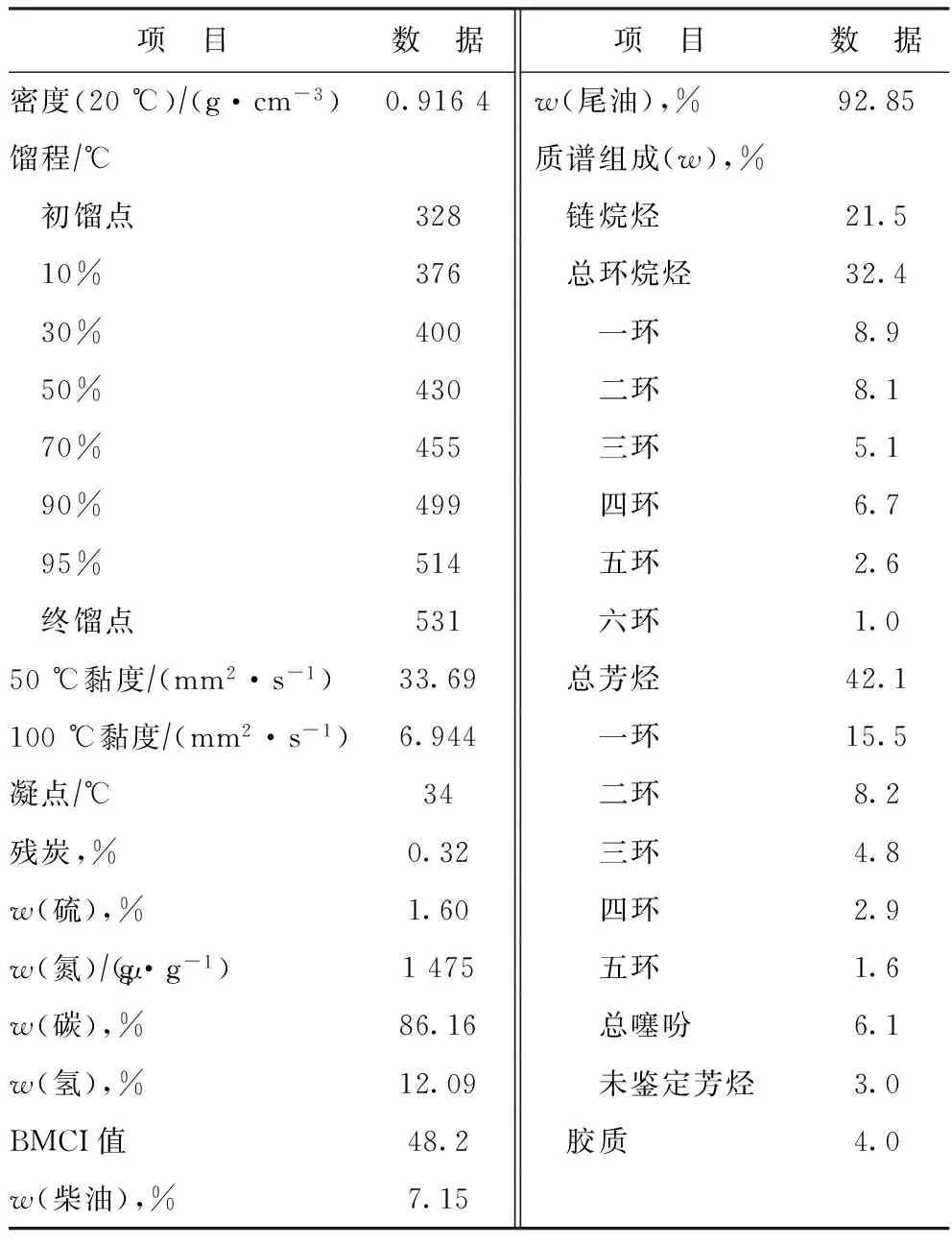
表1 原料油主要性质

图2 单段串联加氢裂化工艺流程1—原料油罐;2—油泵;3—加氢精制反应器;4—加氢裂化反应器;5—气液分离器;6—新氢;7—循环氢;8—压缩机;9—水洗塔
3 结果与讨论
对于催化剂A上的反应过程,建立加氢裂化六集总动力学模型。在Matlab 2011b数值计算软件上编程求得相应的反应速率常数,回归得到指前因子和表观活化能等动力学模型参数。
3.1 六集总模型参数初值的估算
集总模型的动力学方程主要以非线性的常微分方程为主,对于非线性常微分方程的求解,存在积分解析式求解和数值解两种方法,数值解方法是首选。而对于数值解方法求解非线性常微分方程,参数初值的选择尤为重要,直接决定优化结果合适与否。对于本研究中六集总动力学模型的数值求解,同样存在“局部最优”问题。为了尽可能实现模型优化求解过程中参数的“全局最优”,采用分步法(即从二集总开始,逐步推求,得到合理的参数初值的方法)。简要计算过程为:将原料油依次划分为二集总、三集总、四集总、五集总,建立常微分方程,求得部分集总间的反应速率常数以及加和,将其作为六集总模型的参数初值。
3.2 加氢裂化六集总动力学模型
3.2.1 裂化剂A加氢裂化工艺试验 以伊朗VGO为原料,在反应压力15.7 MPa、体积空速1.5 h-1、氢油体积比1 500、精制油氮质量分数不大于10 μgg的条件下,考察在裂化剂A上原料在不同转化深度下的产品分布,结果见表2。其中,产品切割方案的调整通过三次样条插值计算得到,三次样条插值计算在Matlab 2011b数值计算软件上实现,计算结果的可靠性得到相应的验证,误差在工业允许范围之内。总体来说,催化剂A具有较强的裂化性能,在相对较低的反应温度下可实现原料油较高的裂解转化率。

表2 加氢裂化产品切割方案变化
3.2.2 加氢裂化六集总动力学模型 对于六集总动力学模型一阶常微分方程组,在Matlab 2011b上编程求得在裂化剂A上不同反应温度下的反应速率常数。其中,产品集总收率随反应温度及停留时间的变化见图3。从图3可以看出,随反应温度的递增,转化深度递增,馏分油与柴油馏分收率递减,其它集总产品的收率增加,且柴油馏分的收率在转化过程中存在一个极大值。
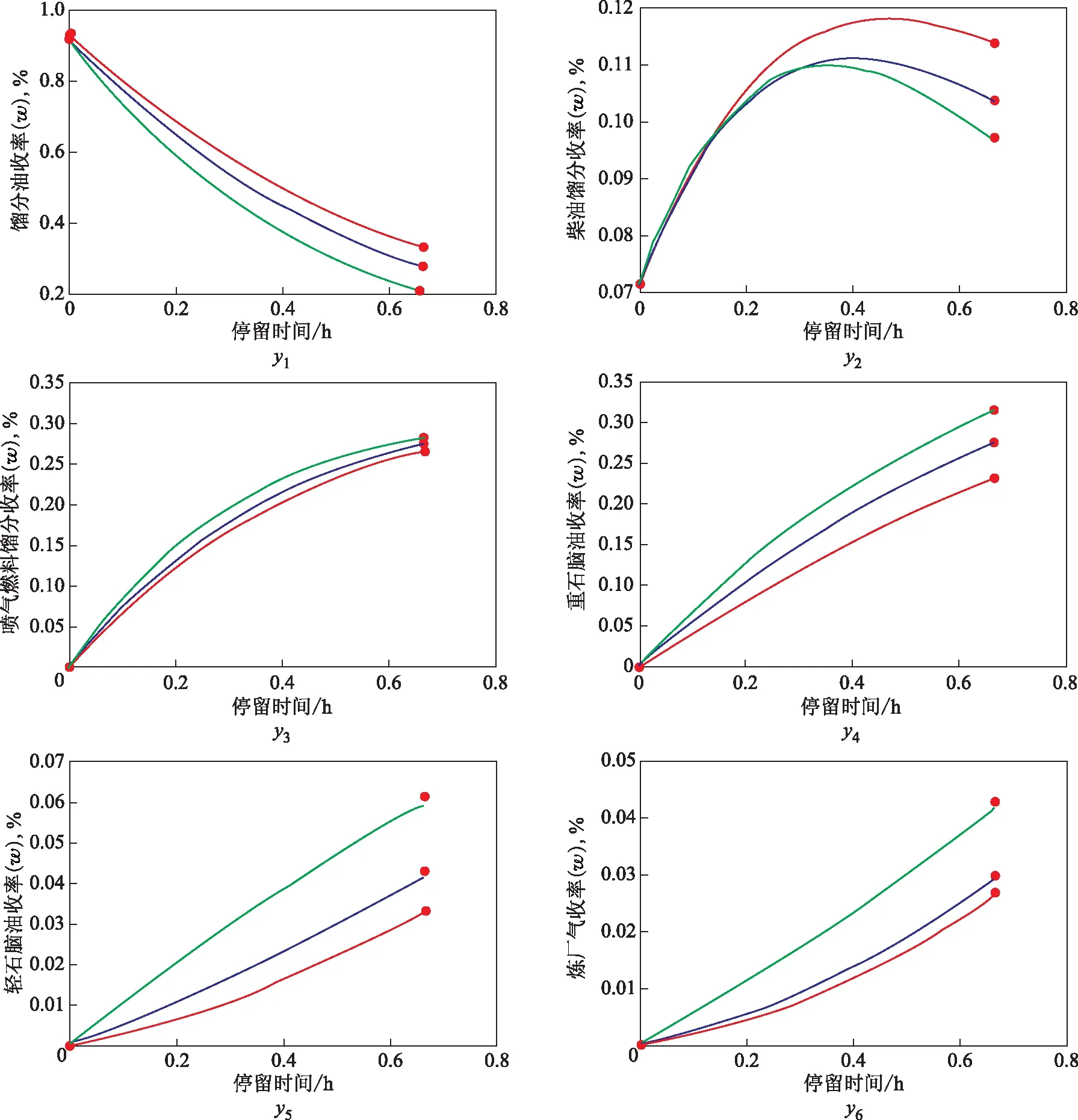
图3 加氢裂化产品分布与反应温度的关系模拟值反应温度℃: —375; —377; —381;●—实验值
利用-lnk对1T作图回归求得不同集总反应间的指前因子和表观反应活化能,如图4所示。图4显示的函数表达式及相关系数(R2)为一系列直线拟合过程中效果最差的关联式及相关系数,其它拟合过程的R2均在0.99左右。从图4可以看出,拟合的相关性较高,反应速率常数与反应温度符合阿伦尼乌斯方程。因为实验中反应压力是一个固定值,所以将反应压力的影响归结到指前因子中。
通过进一步分析该催化剂的反应性能以及对不同集总间反应速率常数的统计分析,可以忽略在裂化剂A上的部分集总间的反应过程,得到优化的动力学模型参数,见表3。
从表3可以看出,对于裂化剂A来说,馏分油加氢转化生成柴油、喷气燃料、重石脑油、轻石脑油、气体等产品集总的表观活化能依次增大,即发生加氢裂化反应所要跃过的能垒逐渐增大,反应难度越来越大,同样的现象存在于任何重集总向轻集总转化的反应过程。馏分油转化为气体集总的反应速率为0,即六集总动力学模型中可以忽略原料油转化为气体集总的反应路径;柴油集总向轻集总转化反应的活化能均在55 kJ/mol左右,反应难度相对较小,且柴油集总加氢裂化生成气体集总的反应速率较小;喷气燃料集总生成重石脑油集总的反应能垒较小,生成轻石脑油及气体集总的反应可忽略,这是因为喷气燃料馏分中芳烃组分经加氢饱和而富集在重石脑油中,小分子链烷烃和环烷烃发生裂化反应的可能性很小;对于重石脑油集总,裂化反应的产物就是轻石脑油和气体集总,重石脑油裂化生成气体集总的速率常数较小,但对温度的敏感度较强;轻石脑油集总中,大量的链烷烃组分可以直接裂化生成气体集总,反应能垒低,反应速率对温度的敏感性很低。

图4 -lnk对1/T作图◆—k12;—k13;▲—k14;—k23;●—k24;—k34;■—k56;※—k15;★—k25;▲—k26;■—k45;—k46
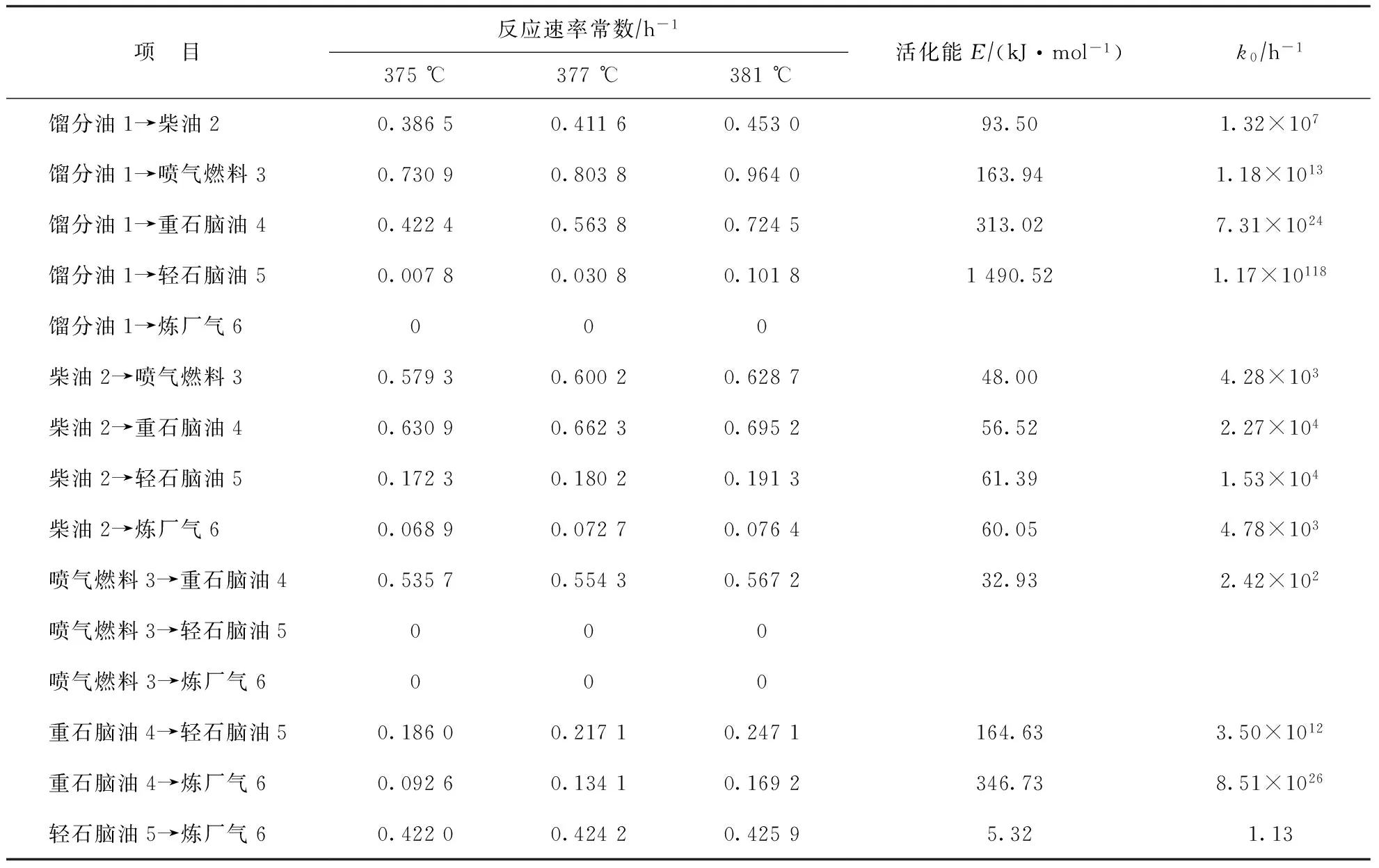
表3 六集总动力学模型参数
3.2.3 六集总动力学模型的验证 在加氢试验装置上进行模型的验证实验,其中体积空速为3.0 h-1,反应温度不同,原料油性质及其它工艺条件基本不变。在Matlab 2011b上,运用三次样条插值,对加氢裂化生成油的模拟蒸馏馏程进行实沸点产品切割的转化。模型计算结果与实验结果的对比见表4。从表4可以看出:模型预测得到的中间馏分油收率偏小,而轻石脑油、重石脑油收率偏大;除气体集总外,模型预测得到的产品收率与实验值的最大偏差为1.80%,可以满足工业要求。
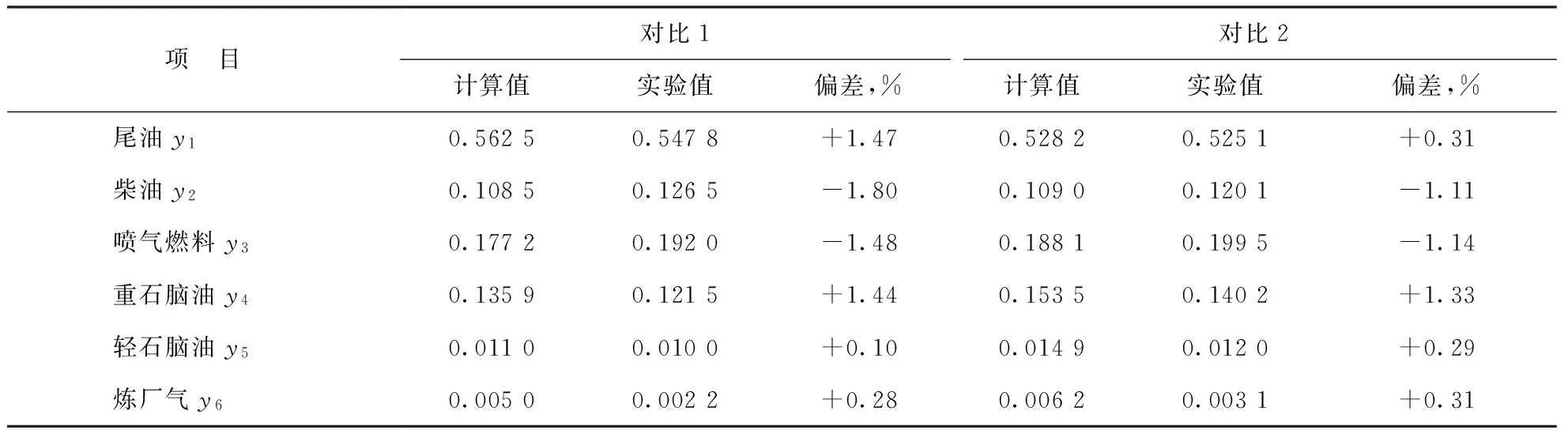
表4 计算结果与实验结果对比
注:“+”表示计算结果较实验值偏大,“-”表示计算结果较实验值偏小。
4 结 论
(1) 以裂化剂A的加氢裂化实验数据为基础,建立高压加氢裂化六集总动力学模型。在Matlab 2011b软件上,通过编程计算得到相应的动力学模型参数,通过对催化剂性能的研究及数据的统计分析,可忽略部分集总间的反应过程。
(2) 模型的验证结果表明,对于裂化剂A,在原料油差别不大,部分工艺条件相近的情况下,模型预测得到的不同反应温度下的产物分布与实验值吻合较好,产品收率的最大偏差为1.80%,可以满足工业生产装置要求。
[1] 韩崇仁.加氢裂化工艺与工程[M].北京:中国石化出版社,2001:22-27
[2] Ancheyta J,Sanchez S,Rodriguez M A.Kinetic modeling of hydrocracking of heavy oil fractions:A review[J].Catalysis Today,2005,109(1/2/3/4):76-92
[3] Qader S A,Hill G R.Hydrocracking of gas oil[J].Ind Eng Chem Process Des Dev,1969,8(1):98-105
[4] Callejas M A,Martinez M T.Hydrocracking of a Maya residue.Kinetics and product yield distributions[J].Ind Eng Chem Res,1999,38(9):3285-3289
[5] Aboul-Gheit K.Hydrocracking of vacuum gas oil (VGO) for fuels production.II:Reaction kinetics[J].Erdoel Erdgas Kohle,1989,105(7/8):319-320
[6] Orochko D I,Perezhigina I Y,Rogov S P,et al.Applied over-all kinetics of hydrocracking of heavy petroleum distillates[J].Chemistry and Technology of Fuels and Oils,1970,8(6):561-565
[7] Yui S M,Sanford E C.Mild hydrocracking of bitumen-derived coker and hydrocracker heavy gas oils:Kinetics,product yields,and product properties[J].Ind Eng Chem Res,1989,28(9):1278-1284
[8] Botchwey C,Dalai A K,Adjaye J.Kinetics of bitumen-derived gas oil upgrading using a commercial NiMo/Al2O3catalyst[J].Can J Chem Eng,2004,82(3):478-487
[9] Botchwey C,Dalai A K,Adjaye J.Product selectivity during hydrotreating and mild hydrocracking of bitumen-derived gas oil[J].Energy Fuels,2003,17(5):1372-1381
[10]Aoyagi K,McCaffrey W C,Gray M R.Kinetics of hydrocracking and hydrotreating of coker and oilsands gas oils[J].Petrol Sci Technol,2003,21(5/6):997-1015
[11]Sadighi S,Ahmad A,Rashidzadeh M.4-Lump kinetic model for vacuum gas oil hydrocracker involving hydrogen consumption[J].Korean J Chem Eng,2010,27(4):1099-1108
[12]Sanchez S,Rodriguez M A,Ancheyta J.Kinetic model for moderate hydrocracking of heavy oils[J].Ind Eng Chem Res,2005,44(25):9409-9413
[13]Zhao Yingxian,Li Da,Lin Xiao.Lumping kinetics of asphaltene hydrocracking over Ni-Mo/γ-Al2O3[J].Advanced Materials Research,2012,396/397/398/398:806-810
[14]Zhang Shengjian,Zhao Yingxian.Molar kinetics in catalytic hydrocracking of asphaltenes[J].Advanced Materials Research,2012,455/456:533-539
[15]Kumar A,Sinha S.Steady state modeling and simulation of hydrocracking reactor[J].Petroleum & Coal,2012,54(1):59-64
[16]Galarraga C E,Scott G,Loria H,et al.Kinetic models for upgrading athabasca bitumen using unsupported NiWMo catalysts at low severity conditions[J].Ind Eng Chem Res,2012,51(1):140-146
STUDY ON SIX-LUMPED KINETIC MODEL FOR VACUUM GAS OIL HYDROCRACKING
Peng Chong,Fang Xiangchen,Han Longnian,Zeng Ronghui
(FushunResearchInstituteofPetroleumandPetrochemicals,SINOPEC,Fushun,Liaoning113001)
A six-lumped high pressure hydrocracking kinetic model based on VGO hydrocracking experiment data of catalyst A was established to predict product yields.Based on the actual hydrocracking product cutting scheme,the oils (feedstock and product oils) were divided into six lumps according to the fixed distillation range:vacuum gas oil and unconverted bottom oil (>360 ℃),diesel fraction (290—360 ℃),kerosene fraction (175—290 ℃),heavy naphtha fraction (65—175 ℃),light naphtha fraction (<65 ℃) and refinery gas (C4-).The parameters of the lumped kinetic model were regressed from the hydrocracking experiment data by nonlinear least squares algorithm in Matlab 2011b.Partial reaction pathways among six lumps were ignored after statistics analysis.The results showed that the calculation was in good agreement with the experimental product yields with the largest deviation of 1.8% which met the industrial demands.
vacuum gas oil (VGO);hydrocracking;lump;kinetic model
2013-05-29;修改稿收到日期:2013-09-05。
彭冲,男(1984—),硕士,主要从事加氢催化剂及工艺研究工作。
彭冲,E-mail:pengchong.fshy@sinopec.com。
国家“十二五”科技支撑计划(2012BAE05B04)和中国石油化工股份有限公司合同项目(101102)。