无缝气瓶水压试验时瓶体开裂的案例分析
2014-09-04浙江省特种设备检验研究院
殳 宏 浙江省特种设备检验研究院
朱联华 嘉兴市特种设备检测院
无缝气瓶水压试验时瓶体开裂的案例分析
殳 宏 浙江省特种设备检验研究院
朱联华 嘉兴市特种设备检测院
1 外观检查
将开裂的R483188气瓶从肩部与筒体过渡位置锯开,然后进行内外表面检查,泄漏点的宏观情况如图1所示:

图1 R483188内表面泄漏点放大图
由图1可以看出,在肩部弧形部内表面有一条长约15mm凸出的金属。
2 瓶体材料化学成分与力学性能试验
在瓶体上取化学成分分析试样,对材料化学成分进行分析,瓶体基本材料的化学成份满足图样和ISO11439标准要求。
在瓶体上截取力学性能试样,对材料进行性能试验,瓶体的力学性能满足图样和ISO11439标准要求。
3 裂纹部位分析
将瓶体的裂纹部位截取下来,作成小试样,见图2所示,进行宏观形貌检查、电镜(化学成份)、金相检验和非金属夹杂物等试验与分析。

图2 R483188带裂纹小试样(外表面)
3.1 宏观形貌检查
开裂样品的宏观形貌见图3~图5。由宏观形貌观察可见,开裂部位断口不规则,在中间部位可发现明显的折迭、掉块和起层情况。

图3 断面形貌

图4 侧面局部1

图5 侧面局部2
3.2 电镜分析
对带裂纹的小试样进行电镜(化学成份)分析,发现气瓶外表面裂纹附近含有铜,其含量严重超过材料规定的含量(正常情况下,材料中含Cu<0.04%),见表1。

表1 试验与分析结果
3.3 金相分析
首先对该试样正常部位的非金属夹杂和组织状态进行了检验,结果见表2,组织形貌见图6。可见,正常部位非金属夹杂A、B、C、D评级均不超过0.5级,金相组织心部和外壁为马氏体,内壁为铁素体+微量珠光体。
正常部位检验结果表明钢的内部质量良好,气瓶是经过淬火处理后的,但瓶壁未淬透,内壁表面存在脱碳现象。

表2 正常部位金相组织检验
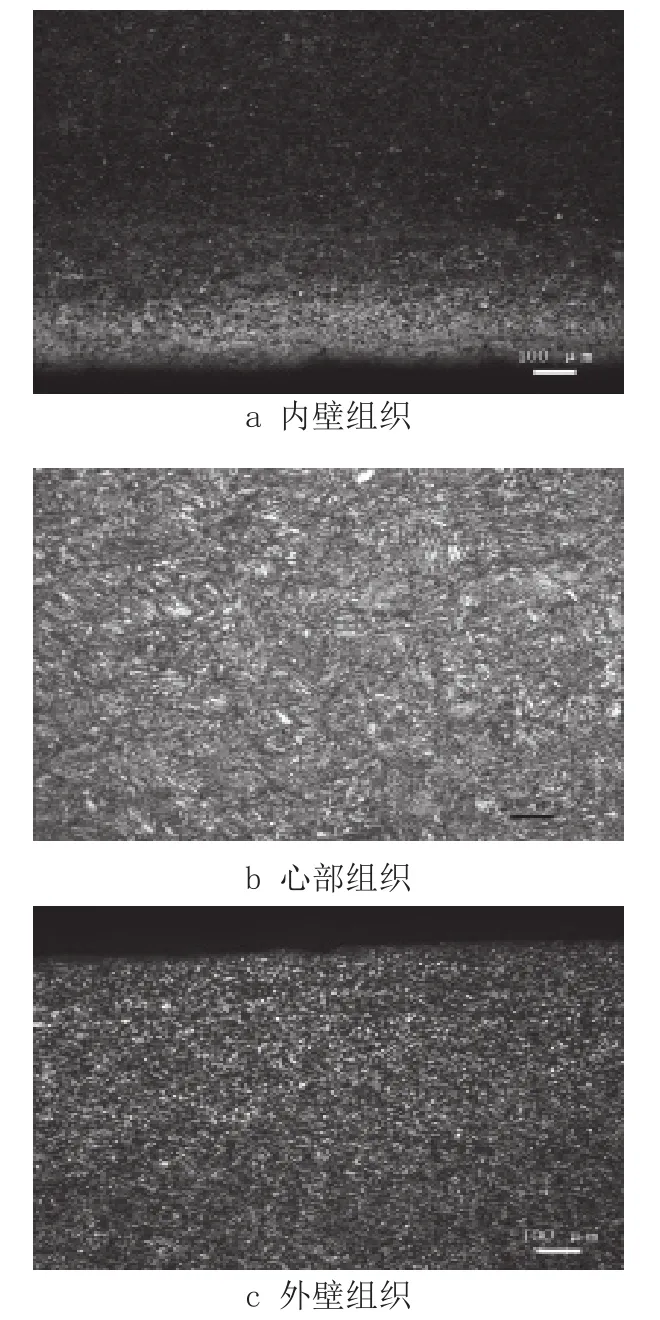
图6 正常部位金相组织形貌
对正常部位的非金属夹杂和组织状态进行检验后,再对断裂部位进行观察,发现存在三种典型裂纹缺陷,如图7a所示,有单一和复合裂纹形式,且在裂纹周围存在明显的氧化质点,见图7b和7c。表明该开裂部位在加热过程中已经形成氧化通道,这与原料的原始缺陷有关。
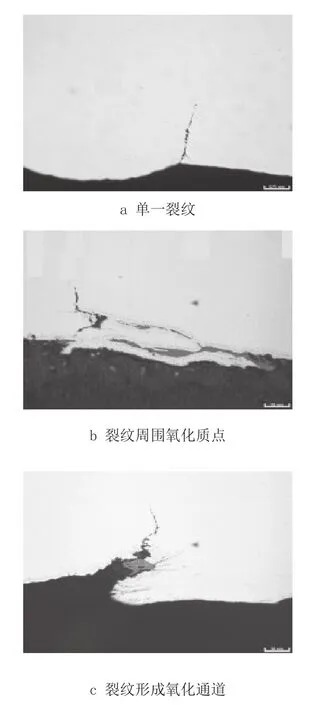
图7 断裂部位裂纹形貌
通过对带裂纹的小试样进行金相分析,金相组织为回火索氏体,组织正常。两个试样裂纹附近都存在脱碳层,说明裂纹是在热处理之前就产生了。并且,R483188瓶体裂纹上还可以看到铜。结果见上表3。

表3 试验与分析结果
4 分析结论
从上面分析的结果可以看出,泄漏气瓶的材料、力学性能、金相组织以及材料的非金属夹杂物等,都没有问题,符合图样和ISO11439标准要求。但最关键的问题是裂纹部位含有严重超标铜,这是气瓶肩部发生泄漏的根本原因,具体分析如下:
在气瓶拔伸工序,其中一个模具是使用锡青铜制造的,在使用过程中,如果铜模具质量不好会产生磨损脱落,当瓶坯拔伸通过时,脱落的铜粉或铜块会落到瓶坯的上部,并被碾压到瓶坯的表面。在收口加热时,由于加热温度在1130℃~1150℃,由于铜的熔点低,铜熔化后渗入到肩部金属材料中,造成金属局部开裂(铜脆)。由于收口模板的挤压,开裂部位内表面金属受挤压向内呈凸出形态,外表面金属经补充后仍然呈平整形态。
经调查核实,在该批气瓶制造期间使用的一个铜模具存在严重的磨损现象,该铜模具可能对产品质量产生影响,由于开裂发生在气瓶厚度较厚的肩部,加上气瓶背面检验人员难以观看。因此,因此气瓶外观检验时不容易被发现,导致试压时发生泄漏。
5 整改措施
通过对编号为R483188的气瓶水压试验时发生瓶体开裂的案例分析,笔者根据试验结果和分析提出了引起开裂的具体原因,并提出以下整改措施:
1)要求公司认真检查所使用的气瓶制造模具,并采用另外材料制成的模具逐步更换了生产线上的铜模具,从根本上保证这种情况不会再次发生。
2)明确相关岗位检验人员责任,加强瓶坯外观质量和气瓶肩部外观质量检查,发现异常及时进行处理。
3)对生产线各岗位操作人员和检验人员,而尤其是瓶坯检验、收口、水压试验等关键岗位的人员进行培训和教育,并加强管理。
2013-10-10)
