可编程序控制器(PLC)在龙门平面磨床中的应用
2014-09-04廖昌玲
廖昌玲
可编程序控制器(PLC)在龙门平面磨床中的应用
廖昌玲
(桂林桂北机器有限责任公司 桂林541003)
介绍了欧姆龙PLC CP1H与欧姆龙触摸屏结合、与伺服系统配合实现对龙门平面磨床的完美控制。详细介绍了龙门平面磨床的结构特点、工作流程及控制过程的实现。结果表明,通过友好的人机交互界面,实现了加工的人性化,能帮助维修人员准确地查找故障根源并提供了相关信息,提高了对机床的维修能力,取得了良好的经济效益。
欧姆龙PLC触摸屏 参数设置 龙门平面磨床
龙门平面磨床适用于机械制造、模具等行业的宽大平面磨削,工件可直接固定在工作台面或电磁吸盘上,可磨削钢件、铸件及有色金属等材料。机床采用高刚性斜背式定横梁,双立柱龙门框架结构,整机刚性充足,结构稳固。横梁上有拖板,拖板沿横梁导轨可作横向运动;磨头随滑板与拖板作垂直升降运动,滑板导轨为矩形导轨,拖板导轨为贴塑导轨。工作台由液压驱动进行往复运动,床身与工作台采用平—V型贴塑滑动导轨副,工作台往复运动采用独立液压站驱动,经比例阀作无级调速,实现快、慢速平稳运动;油站设有油温冷却装置,系统油温温升小。磨头横向移动采用滚动直线导轨,伺服电动机经行星减速器、滚珠丝杆副传动及由PLC控制实现横向运动定距、连续、断续进给等功能,并采用电子手轮实现对刀及微量进给功能。磨头垂直移动采用了钢导轨及贴塑滑动导轨形式,经伺服电动机、垂直蜗轮蜗杆减速器和滚珠丝杆副的传动实现垂直进给定尺寸磨削、进刀和快速升降等功能,也可使用电子手轮对刀和微进给。磨头的横向、垂直方向,工作台可利用面板操作任意设定行程距离,免除了传统的机型由人工调整行程挡铁的不便利,提高了生产效率。
1 简要工艺
加工过程为:使用卧磨头磨削平面,在工作台上固定好工件以后开动液压站。根据工件的纵向长度设定工作台往复运动的行程,然后再进行横向行程的设定,加工范围设定好后,即可进行对刀磨削。手动操作磨削时,先开启液压站,工作台在液压缸的驱动下进行往复运动,在面板上的电位器可控制其运动速度。垂直进给可选用手动模式,横向进给可选择进给模式。在间歇进给和工作台换向时,磨头横向进给一定长度,用手轮控制磨头实现上下进刀,简便安全。本机还配备了自动定尺寸的磨削功能,通过触摸屏设置粗磨进刀量、粗磨次数和精磨次数等参数,可进行全自动平面磨削以达到所设定的尺寸。参数设置如图1所示。

图1 参数设定
2 控制系统构成[1-5]
1)电气控制系统
电气控制系统包括液压传动、伺服传动、数据检测、PLC模块控制器和触摸屏部分,都集中在电气控制柜中,将机床的程控系统、伺服驱动控制系统、断路器、接触器、继电器等控制元器件集中布置,电器柜实行全封闭防护,保证了系统运行的可靠性。
2)龙门平面磨床控制系统
龙门平面磨床控制系统采用了日本欧姆龙公司生产的可编程序控制器(PLC),型号为CP1H X40DT-D,欧姆龙可编程控制器CP1H是用于实现高速处理、高功能的程序一体化型PLC,配备与 CS/CJ 系列共通的体系结构,与以往产品CPM2A 40 点输入输出型尺寸相同,处理速度提高了10倍。CP1H X40DT-D拥有24个输入点和16个输出点,允许4个轴的脉冲输出,并配以欧姆龙的触摸屏(NS10-TV00B-ECV2)。伺服系统采用了日本松下伺服驱动器和伺服电动机,该系统具有过载能力强、抗负载挠动能力强等特点,可以精确地控制机床。
3)硬件的连接
硬件的连接包括PLC的输入和输出、PLC与触摸屏的连接、PLC与伺服驱动器的连接、伺服驱动器与伺服电动机的连接及PLC与液压系统的连接等。部分控制如图2所示。

图2 PLC输入控制图
4)机床操作面板
机床的操作面板由电气按钮和触摸屏上的触摸按键组成。触摸屏上有监控、启停控制、参数设定和报警屏等。触摸屏的设置和编程由欧姆龙公司的软件CX-One中的CX-Designer来完成,部分显示屏如图3所示。
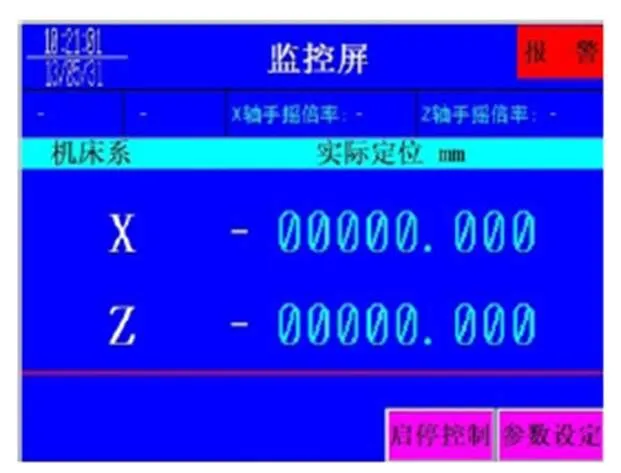
图3 监控屏
5)通讯口设置
为了使触摸屏串口A正常工作,触摸屏负责所有数据的输入和显示,必须对串口A进行参数设置,如图4所示。

图4 通讯口设置
6)PLC串口参数设置
PLC是整个机床的控制中心,执行龙门平面磨床所有输入信号的采集和处理,并发出机床动作的指令,控制液压系统中的电磁阀来完成工作台的运动,控制横向、垂直方向的伺服电动机的运行,以及和触摸屏进行数据交换。为了能跟触摸屏进行连接,必须对PLC的通讯串口进行相关的参数设置,这样触摸屏和PLC才能进行很好的连接,PLC的通讯串口设置如图5所示。

图5 PLC串口参数设置
7)触摸屏数据传输
触摸屏和PLC梯形图程序的设计、欧姆龙的触摸屏和PLC梯形图程序的软件都集成到欧姆龙新开发的CX-one中。安装好CX-one软件后,可以对欧姆龙的工控产品进行相关的设计工作,同时包含了电脑与触摸屏、电脑与PLC连接的相关驱动程序。触摸屏的相关屏幕设计通过CX-one中的CX-Designer来完成,在触摸屏相关控件设计完之后设置好相关参数,把数据转送到触摸屏,如图6所示。
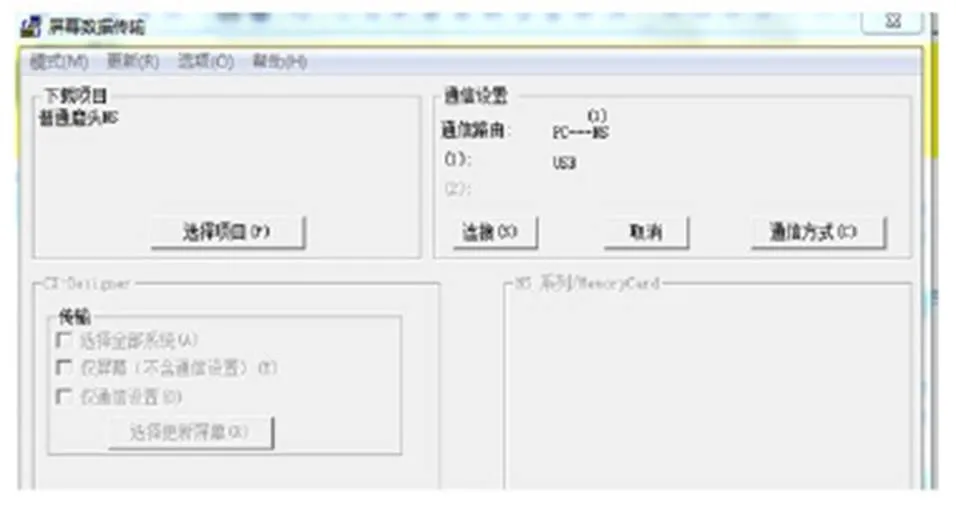
图6 触摸屏数据传输
同时根据机床的相关工艺要求设计PLC程序,包括输入信号、伺服轴的脉冲输出信号、触摸屏的相关信息以及控制液压系统的输出信号等,通过欧姆龙CX-one软件中的CX-programmer进行梯形图设计,如图7所示。
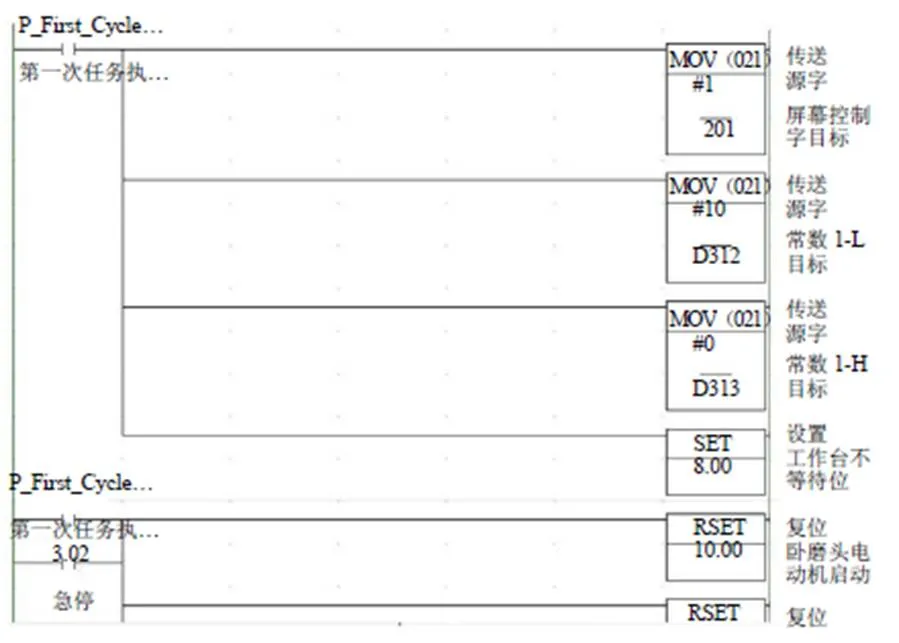
图7 梯形图
8)对伺服驱动的相关设置
根据传动比以及丝杠螺距对伺服驱动器进行正确设置(正确设置驱动器的指令脉冲形式、电子齿轮比、控制方式等参数)后,机床才能进行精确的动作。
3 结语
在第一台龙门磨床研制成功之后,经过反复地试验改进和充分发挥CP1H的优异性能,如系统紧凑、可靠、功能强大、凭借友好的人际交互界面以及系统的操作简单、控制可靠、控制精度高和性价比较高等优点,以及丰富的报警显示功能,能帮助维修人员准确地查找故障根源并提供了相关信息,极大地提高了机床维修的快速性与可靠性,满足了用户的需求,得到用户的好评,并取得了良好的经济效益。
[1] 屈敏娟.用PLC和伺服装置对Y7150磨床电气系统改造[J].精密制造与自动化,2010(4):44-47.
[2] 余英良.机床数控改造设计与实例[M].北京:机械工业出版社,1998.
[3] 李建荣.可编程序控制器(PLC)和触摸屏在数控单晶硅磨床中的应用[J].精密制造与自动化,2011(2):42-43.
[4] 卢巧,黄志,沈毅.欧姆龙PLC编程指令与梯形图快速入门[M].北京:电子工业出版社,2010.
[5] 王侃夫.机床数控技术基础[M].北京:机械工业出版社,2004.