浅析OUTOTEC阳极自动定量双圆盘浇铸机控制系统的应用
2014-09-03明江勇
明江勇
(大冶有色金属有限责任公司冶炼厂, 湖北 黄石 435005)
浅析OUTOTEC阳极自动定量双圆盘浇铸机控制系统的应用
明江勇
(大冶有色金属有限责任公司冶炼厂, 湖北 黄石 435005)
TM18阳极自动定量双圆盘浇铸机采用定量浇铸电子秤和圆盘双伺服电机的技术应用,浅析铜冶金升级设备控制技术的消化吸收,并结合运行维护实践,确保系统精确控制。
TM18; 双圆盘浇铸机; 定量浇铸电子秤; 圆盘双伺服电机; 应用
0 概述
随着永久阴极法铜电解清洁生产电流密度和产能的提高,阳极板质量影响到电解车间电流效率和残极率指标,直接关系到阴极铜的产品单耗,所以阳极板浇铸工艺在铜冶炼过程中显得极其重要。目前,国产的圆盘浇铸机产出的阳极板重量、厚度、物理外观等不稳定,阳极质量很大程度上取决于操作经验和诸多的人为因素,制约了阳极质量的稳定和提高,对铜电解作业也带来了不利影响,因此实现阳极板的自动定量浇铸对长期稳定阳极板的质量,提高电解生产过程控制的自动化水平和降低能源消耗具有非常重要的意义,国外一些先进的铜冶炼企业已持续升级和完善浇铸过程中的自动化控制,尤其是芬兰的OUTOTEC经过数十年的运行实践,形成具有自主产权的阳极自动定量双圆盘浇铸机。
1 自动定量双圆盘阳极浇铸设备的技术应用
2002年大冶有色引进第一台OUTOKUMPU TM16双圆盘浇铸机为火法冶炼主流程生产提供了设备保障。2012年6月大冶有色金属有限责任公司冶炼厂300 kt铜冶炼节能减排改造工程配套的阳极炉改造项目引进的第二台OUTOTEC TM18阳极自动定量双圆盘浇铸机建成投产,担负着2台480 t阳极炉的浇铸作业,阳极板产能为重量≥370 kg时实际能力110 t/h,阳极重量精度为98%浇铸的阳极板重量在±3 kg的误差范围内。系统采用模块结构设计,配置1台双阳极定量称重浇铸机,用于2个18模浇铸圆盘,每个浇铸圆盘带有独立的冷却喷淋系统、废阳极板提取机和阳极板提取及输送系统、涂模系统、以及系统控制的液压、气动和电子系统。
1.1 滑动定位定量浇铸电子秤
OUTOTEC TM18定量浇铸中间包和浇铸包的倾转动作是伺服电机驱动控制。中间包倾转机构的支架上安装有荷载5 t的称重传感器,其倾转速度取决于中间包中的铜水量。当中间包中的铜水增加时,中间包倒铜时的倾转速度自动控制变低,倾转角度就小于前面一次的倾转角度。
定量浇铸包的水平倾转装置安装在称重装置上。称重装置由荷载3 t的称重传感器带5个支承锟的框架结构、伺服电机、减速机、定速皮带、皮带轮和带导轨的托架组成。电子秤框架、浇铸包及浇铸料和铜水总重约为1790 kg时(见图1),必须保证电子秤用1000 kg标准砝码校准后称重压力传感器秤桥和框架过载螺栓之间的间隙约为1.3~1.5 mm。为了获得最佳浇铸曲线和精确的阳极重量,浇铸包的倾斜速度由电子控制伺服电机,通过预设的浇铸曲线浇出铜水的重量和来自伺服电机编码器的反馈信息调节伺服电机的旋转速度,当空铸模转到浇铸包下面时,浇铸包通过伺服马达的减速机和定时皮带向后水平移动,由于导轨机械装置的曲线形状,浇铸包水平移动时开始向铸模倾斜,浇铸点在铸模表面移动,热载荷分布在铸模上较大的面积上,同时水平移动不会引起称重装置的垂直震动,因此跟传统的TM16油缸垂直倾动系统相比,重量读取速度得以加快,缩短浇铸时间,浇铸的阳极板98%的重量控制在±3 kg的误差范围内。在阳极浇铸过程完成后,可以从定量浇铸的触模屏上看到物流量和阳极质量数据。
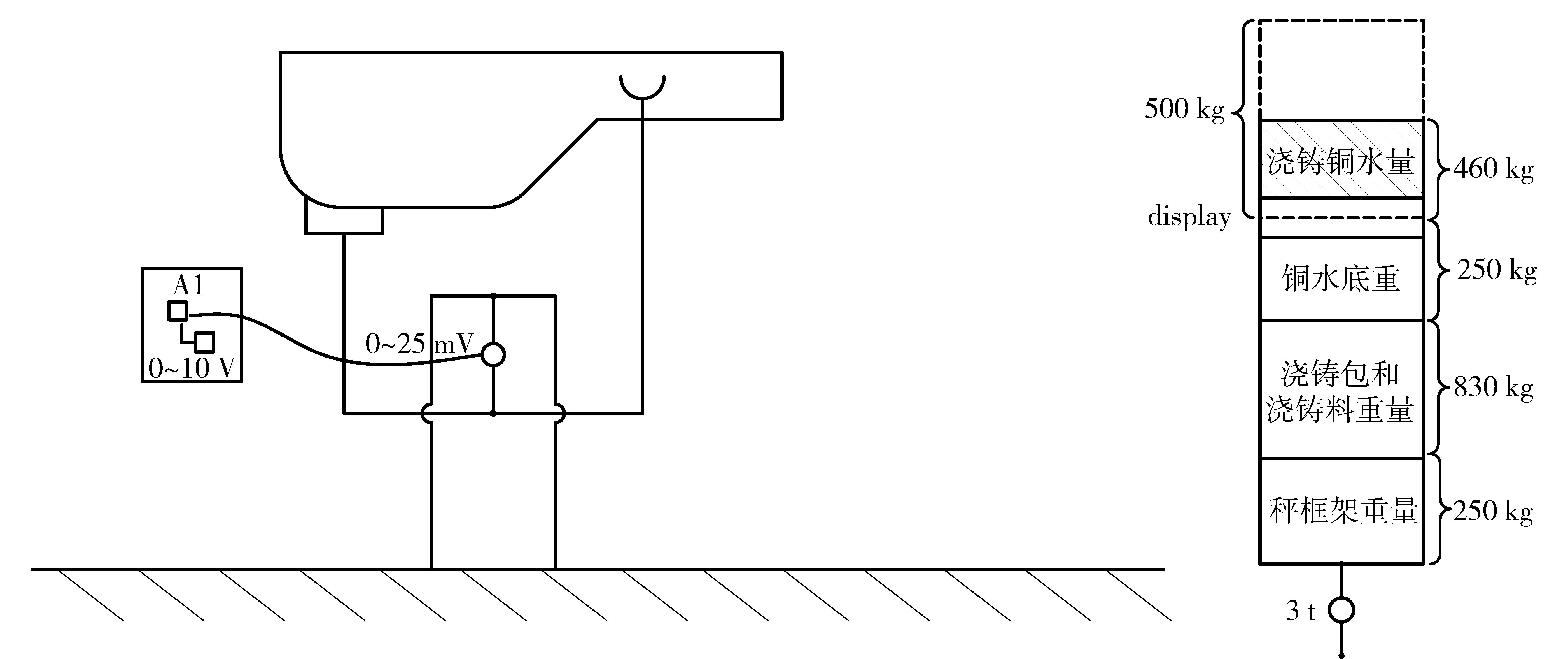
图1 OUTOTEC TM18定量浇铸电子秤荷重原理图
1.2 浇铸圆盘的双伺服主从电机控制
OUTOTEC TM18圆盘SIEMENS双伺服驱动系统原理和TM16 CT系统的主/从电机驱动原理相同。主电机驱动控制圆盘速度和定位而从电机驱动在运行过程中保持无间隙反扭矩运行,当圆盘在初始位定位使能时,从机的扭矩轻微推向主机的反方向,消除减速机、小齿轮和矢圈的背隙。当圆盘开始转动时,主从电机的加速度同步,推动圆盘平稳转动,因此齿轮驱动的背隙对圆盘转动的影响被消除,达到最大速度后,圆盘将平稳地减速停止到正确的位置,有效消除阳极板的飞边毛刺。SIEMENS伺服传动技术和伺服电机能提供的从零速到最高速并返回的全转矩,在圆盘驱动中,其速度和位置进行连续测定,实际速度与预设在伺服模块内存中的速度曲线进行实时比较,如果实际速度和需要的速度不同,速度将相应改变以消除差异,即使在条件变化时,也能够维持圆盘需要的速度和平稳的加(减)速度,也可根据产能预设速度曲线,以获得圆盘最佳的运行时间,模位运行时间从TM16的15S提升到TM18的13.5S。圆盘驱动定位系统的初始位是基于伺服电机编码器反馈的速度和位置进行运算得出,因此圆盘定位在操作中或维护后将不会改变,有效解决了TM16使用限位开关的定位系统易丢失初始位问题。
1.3 阳极提取和输送的单伺服电机控制
OUTOTEC TM18阳极提取机的移动和输送机驱动系统也是由定位系统通过伺服驱动控制的。控制系统调节阳极提取机的移动,可以获得平稳的启动和停止,合适的速度及对应于一定的浇铸能力,控制系统通过伺服电机上的轴编码器跟踪提取机的倾转位置,夹具抓住阳极板的两侧并保持位置,其程序控制停止和移动的位置限制点,并可在上位机上调整,完全不需要限制点的机械调节,其控制优点在TM16阳极提取机上是无法比拟的。
1.4 自动定量给料的涂模装置
涂模装置料仓放在重量传感器上面,连接到控制系统,控制系统包括自动定量给料控制程序;螺旋传送机将预设定好量的BaSO4自动加到涂模搅拌桶中;储仓配有涂模单元搅拌桶水流量计、流量控制阀和液位测量装置。操作员可通过人机交互界面HMI屏幕有选择地将涂模材料分批加到搅拌桶中,控制系统会正确处理BaSO4和水的定量给料。HMI监视器(带有液位测量装置)显示出搅拌桶的液位。
涂模系统与圆盘浇铸机的运行是联锁的。热铸模到达涂模区且圆盘已经停止时,涂模操作开始,伺服电机就开始移动喷嘴,在两个喷嘴移动到阳极区域上方时,控制阀门打开,涂模料被喷淋到铸模上,移动喷嘴向板体部分喷涂时,固定喷嘴向耳部喷涂,在喷嘴移回时也可以选择在顶针和浇铸位置双面喷涂。
1.5 电子控制系统
系统包括定量浇铸计算机的阳极称重和浇铸机控制系统;为使双圆盘浇铸供电系统拥有最佳的可靠性,MCC电机控制中心的供电电源为双回路设计,确保系统定量浇铸时也可控制单圆盘运行。系统硬件的选择和配置基于SIEMENS公司传动技术,采用的PROFIBUS技术减少了现场控制电缆的数量,降低了系统故障率,有效保证了信息传输的及时性和安全性。浇铸机由S7- 300 PLC的主站通过PROFIBUS现场总线网络控制从站I/O单元,MCC电机智能保护器SIMOCODE单元,圆盘双伺服电机传动模块和直流模块(用于停电时中间包伺服电机的事故复位电源)等伺服单元组成的HMI系统(见图2)。HMI系统有以太网接口,可通过OPC协议接口链接上层的计算机网络管理阳极浇铸系统数据。
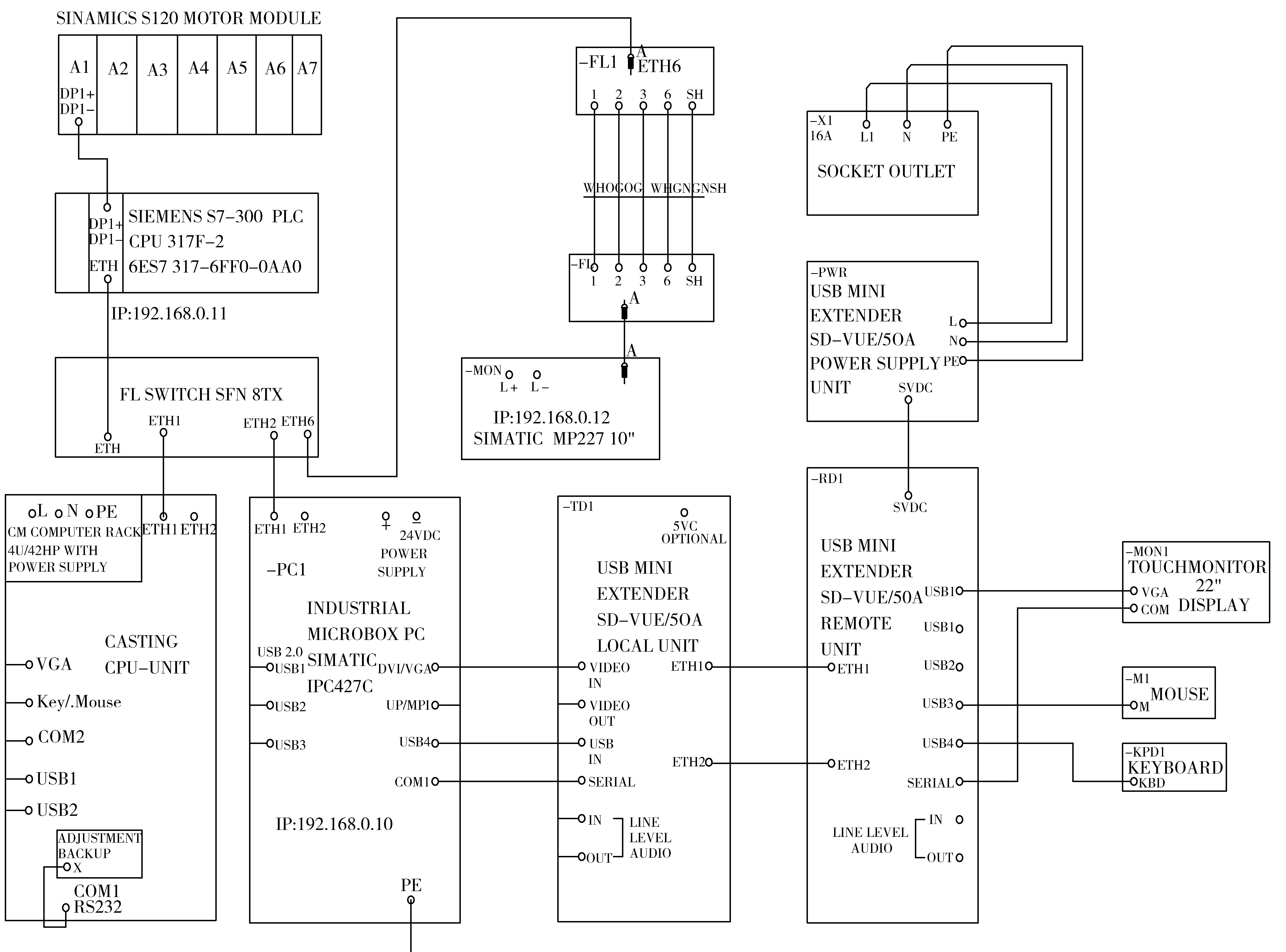
图2 OUTOTEC TM18自动定量双圆盘浇铸机控制系统结构图
3 控制系统的运行问题及措施制定
3.1 定量浇铸电子秤
2013年9月26日,1#自动定量浇铸包和中间包伺服电机过热报故障,原因是由于中间包操作漏铜,导致定量称重浇铸机的伺服电机受过热损坏。为防止类似设备故障,将浇铸机构进行密封和隔热处理。
2014年7月30日,1#自动定量浇铸机电子秤重量偏差超过5 kg,对电子秤架进行清灰,用750 kg标准砝码荷重校验,秤体过载保护机械间隙为0.22 mm超差(正常为1.3~1.5 mm),机械调整电子秤机构后荷重恢复正常。
3.2 伺服控制系统
2014年6月6—8日,2#圆盘双伺服的主电机三次报过流停机,原因是由于现场电缆沟积水,导致伺服电机的编码器和电源电缆的电气绝缘降为0,排水后更新伺服电机的编码器和动力电缆,系统恢复正常运行。
4 结束语
OUTOTEC的自动定量圆盘浇铸机设备稳定可靠、高效运行,其控制逻辑设计完善,能有效防止设备误操作;定量浇铸系统和伺服驱动系统程序有自诊断功能,主站和远程I/O从站和电气控制设备、气动阀导等控制元件接口通过PROFIBUS总线网络与阳极浇铸PLC进行网络数据信息交换,具有故障自诊断功能,设备维护简单;OUTOTEC在欧洲设计选型通用元器件时,就已经注意到产品的可靠性及其在全球的技术支持服务;大冶有色公司阳极自动定量浇铸机使用维护经过十年的设备技术消化吸收,已具有丰富的运行和维护实践。
ApplicationofAuto-controlSysteminOUTOTECAnodeDoubleWheelQuantitativeCastingMachine
MING Jiang-yong
(Smelting Plant, Daye Nonferrous Metals Group Co., Ltd. Huangshi 043700, China)
TM18 anode double wheel casting machine applies quantitative electronic weigher and servo motor control technology. The paper analyses control technology of copper smelting device upgrading, and realizes accurately control in practical operation experience.
TM18; double wheel casting machine; quantitative electronic weigher; double servo motor; application
2014-09-12
明江勇(1972-),男,湖北黄石人,电气工程师,大学专科,主要从事设备管理技术工作。
TP273
B
1003-8884(2014)06-0043-03