LD10合金Φ720mm铸锭双根铸造工具设计及工艺研究
2014-09-03黄岩超殷云霞腾志贵张忠伟
黄岩超, 殷云霞, 腾志贵, 贺 俊, 薛 鹏, 张忠伟
(东北轻合金有限责任公司, 哈尔滨 150060)
LD10合金Φ720mm铸锭双根铸造工具设计及工艺研究
黄岩超, 殷云霞, 腾志贵, 贺 俊, 薛 鹏, 张忠伟
(东北轻合金有限责任公司, 哈尔滨 150060)
本文介绍了生产LD10合金Φ720 mm规格铸锭双根结晶器的设计与制作工艺,并对新设计的结晶器生产同种的合金进行铸锭质量全分析,根据各项分析数据得出了初步结论。
结晶器;设计;LD10合金;生产工艺
0 前言
LD10合金属于Al- Cu- Mg- Si系铝合金,LD10合金Φ720 mm规格铸锭由于工具的局限,采用单根铸造方式生产。单根铸造的生产方式使铝熔体在炉内停留时间过长,增加了铝熔体氧化吸气的倾向性,严重影响了熔体的质量和生产效率。为解决上述不足,设计了LD10合金Φ720 mm规格双根铸造工具,并运用在生产中,不仅铸锭质量得到改善、生产效率得到提高,而且产生了巨大的经济效益。
1 Φ720 mm规格两根铸造工具的设计及加工制作工艺
1.1 水冷系统的设计
冷却水量是保证铸锭成型和铸锭内部质量的主要参数之一,因此水冷系统是否合理是生产出优质铸锭的前提条件。根据现场铸锭尺寸及生产经验,设计出Φ720 mm双根铸锭的水冷系统(如图1所示),该水冷系统采用三排冷却水,水量的大小可以单独控制,以确保不同合金对不同的水冷强度的需要。
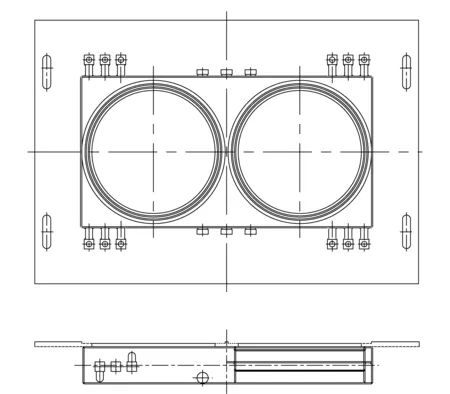
图1 结晶器及其水冷系统的示意图
1.2 结晶器的设计
结晶器起成形作用,是连续及半连续铸造用的锭模,俗称冷凝槽,它不仅决定铸锭的形状和尺寸,而且对铸锭的组织,表面质量、裂纹倾向有很大影响,是决定铸锭质量的关键部件。对结晶器的要求是结构简单,便于安装。
1.2.1结晶器材料的选择
选择的结晶器材料应具有以下优点:
(1)具有良好的导热性;
良好的导热性可以提高结晶器与熔体的热交换能力,提高铸锭的一次冷却强度。
(2)具有足够的强度;
结晶器应具有高的强度,以抵抗冷却水压力、熔体静压力及其内外表面温度不一致而造成的热应力。
(3)具有良好的耐磨性;
良好的耐磨性可以防止因铸锭表面粗糙而将结晶器表面磨损。
(4)具有足够的刚度;
结晶器足够的刚度可以保证铸锭的正确形状,避免结晶器壁扭曲变形。
(5)不为熔体所烧损,并与润滑油具有良好的磨合性能。
综合上述要求,本设计采用12 mm厚的紫铜板作为结晶器材料,因为紫铜板具有硬度高、耐磨性好、导热性优良等综合特性。
1.2.2结晶器内腔形状的确定
大直径的圆铸锭,内套表面有一个高为30 mm、锥度为1∶10的锥度区。设计锥度区的目的是在结晶器壁和铸锭之间优先形成空气隙,降低铸锭外层在液面处的冷却强度,减少或消除铸锭表面冷隔。
1.3 结晶器高度的确定
结晶器的高度是连续铸造中的重要工艺参数,结晶器过矮,铸锭直接见水较早,铸锭周边的凝固层厚,容易在铸锭中部出现曲率半径较小的液穴,导致中心裂纹,同时还容易产生冷隔;结晶器过高时,铸锭在结晶器内停留时间较长,铸锭与结晶器壁间隙大,铸锭被二次加热的程度加剧,因此在脱离结晶器直接见水时易产生表面淬火性裂纹,并且铸锭质量有降低趋势,综合考虑,Φ720 mm规格结晶器高度确定为200 mm。
1.4 内套下缘直径
内套下缘直径是得到指定铸锭直径的决定性参数,其计算公式如下:
D=(d+2δ)×(1+ε)
(1)
式中D—内套下缘直径,mm;d—铸锭名义直径,mm;δ—铸锭车皮厚度,mm;ε—铸锭线收缩率,%。
车皮厚度取决于铸锭表面质量及用途,合金规格不同,对车皮的要求也不同。铸锭的线收缩率与合金性质、铸造工艺参数和铸锭直径有关,通常在1.6~3.1%之间,本设计计算时取2.5%。
通过对以上几个参数的确定,Φ720 mm规格结晶器形状如图2所示。
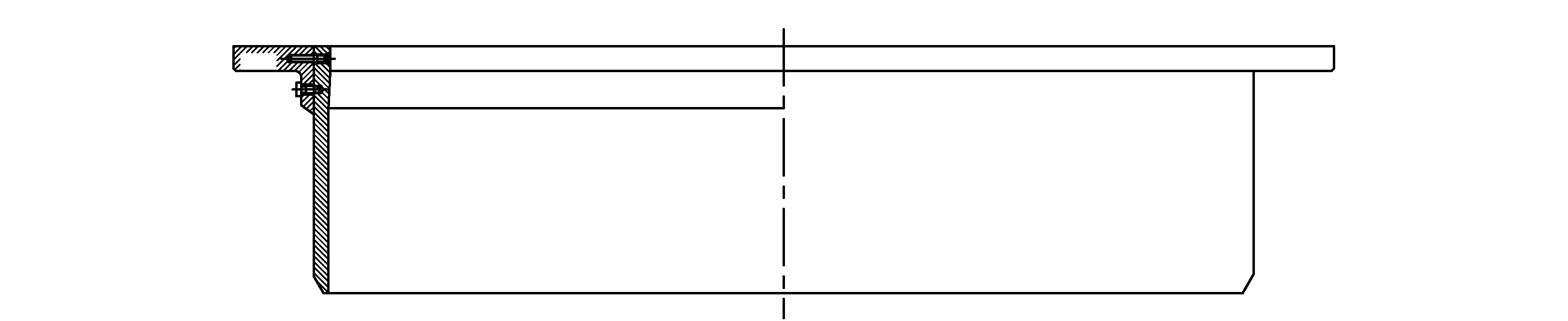
图2 结晶器形状示意图
1.5 引锭头及支架的设计
底座在铸造开始时起成形和牵引作用,在铸造过程中起支撑作用。为了避免铸造时因热膨胀而将底座卡在结晶器内,底座所有横断面尺寸都应比结晶器下缘相应尺寸小1~2%。底座上面都开有小的燕尾槽,以防止铸锭悬挂。燕尾槽以深度15 mm,宽度2~3 mm为宜,宽度过小起不到引锭作用;过大则铸造终了时铸锭可能取不下来,Φ720 mm规格结晶器引锭头如图3所示。
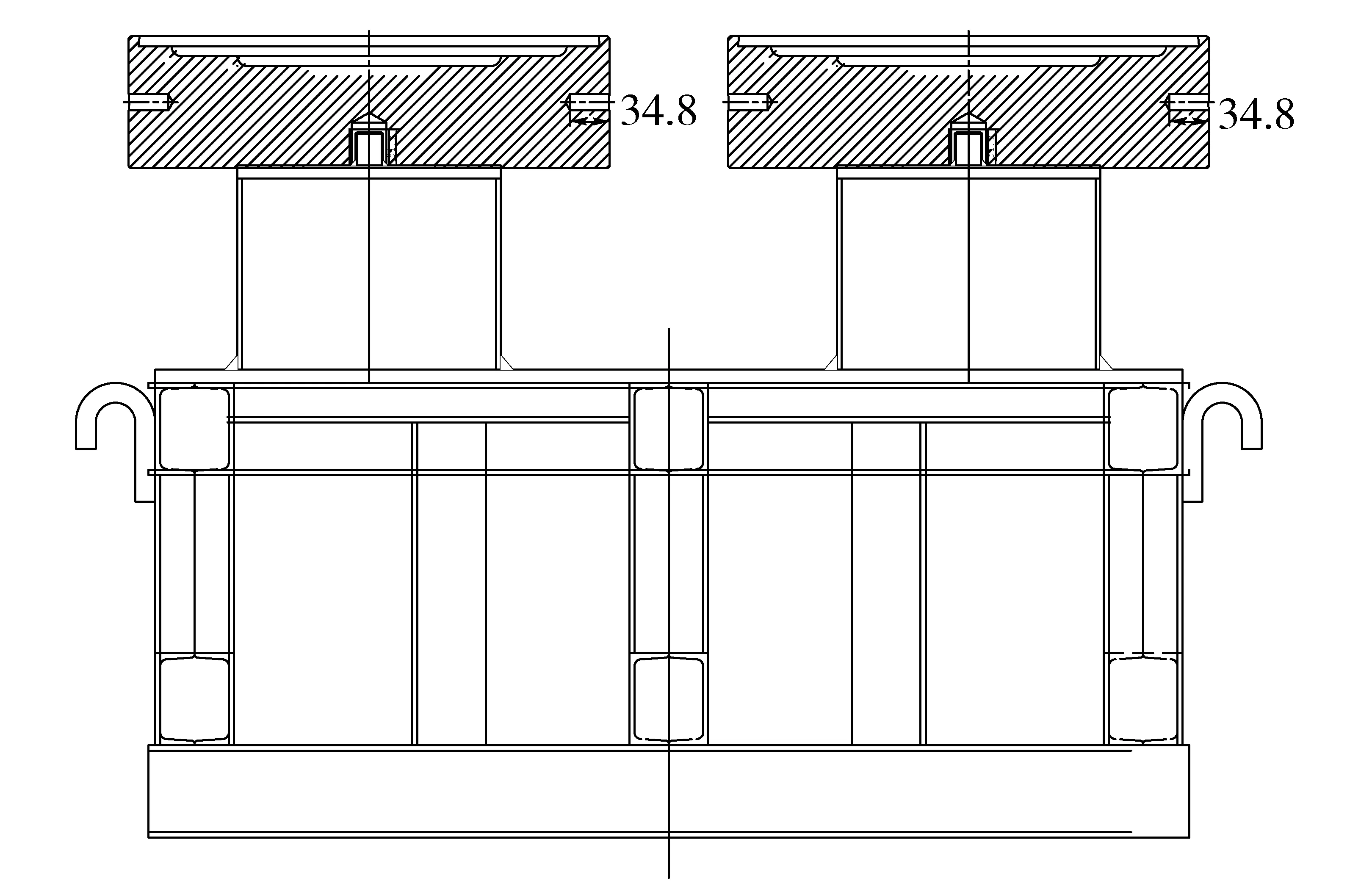
图3 引锭头及底座示意图
2 试验过程
设计出的Φ720 mm规格双根铸造结晶器在LD10合金中进行试验,为了保证试验和生产的顺利进行,工艺过程是决定材料性能的重要因素,根据现场实际情况,在现有条件下拟定比较合理的工艺,熔铸工艺流程如下:
配料→电炉熔化及调整成分→静置炉精炼、静置→铸造。
3 试验结果
3.1 表面质量
通过双根铸造结晶器生产的铸锭表面存在轻微偏析瘤,但与单根铸造结晶器生产的铸锭表面进行对比,未见明显差异。
3.2 低倍组织
使用Φ720 mm规格双根铸造结晶器生产的LD10合金铸锭在其底部切取一片厚20~30 mm的试片,在试片上切取120 mm×120 mm的试样进行的低倍组织观察,其低倍照片见图4。
从图4低倍组织照片可以看出,铸锭无夹杂物、气孔、疏松,裂纹等缺陷,晶粒细化良好,晶粒度1级。
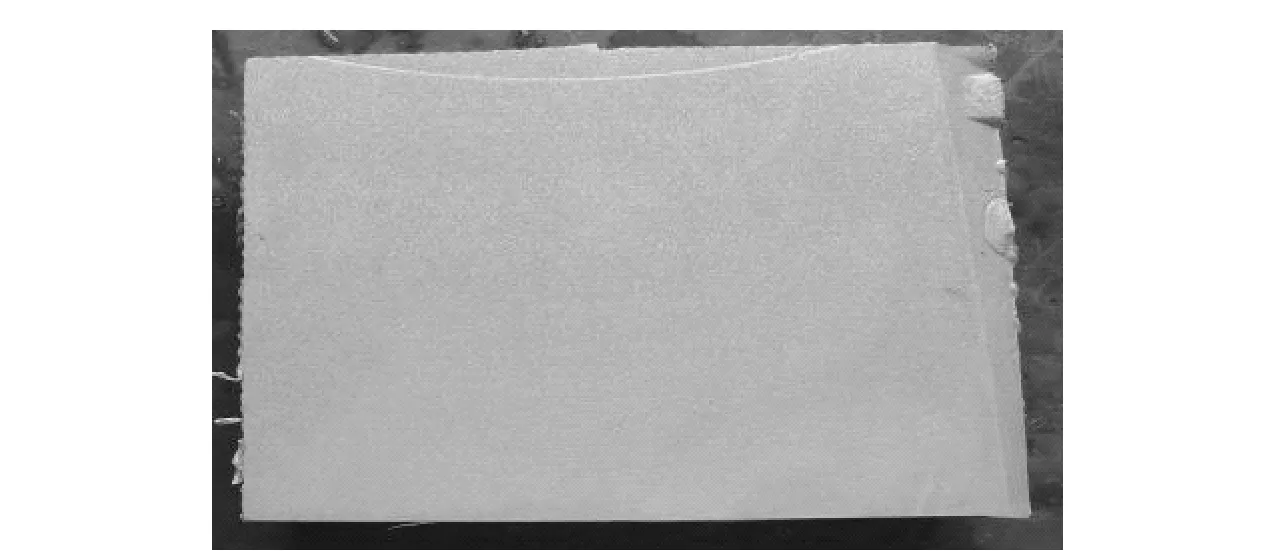
图4 LD10合金的低倍组织
3.3 化学成分
在铸锭试片直径方向上,由中心向边部取6个20 mm×20 mm的试样进行化学成分分析,取样位置及化学成分分析见表1。
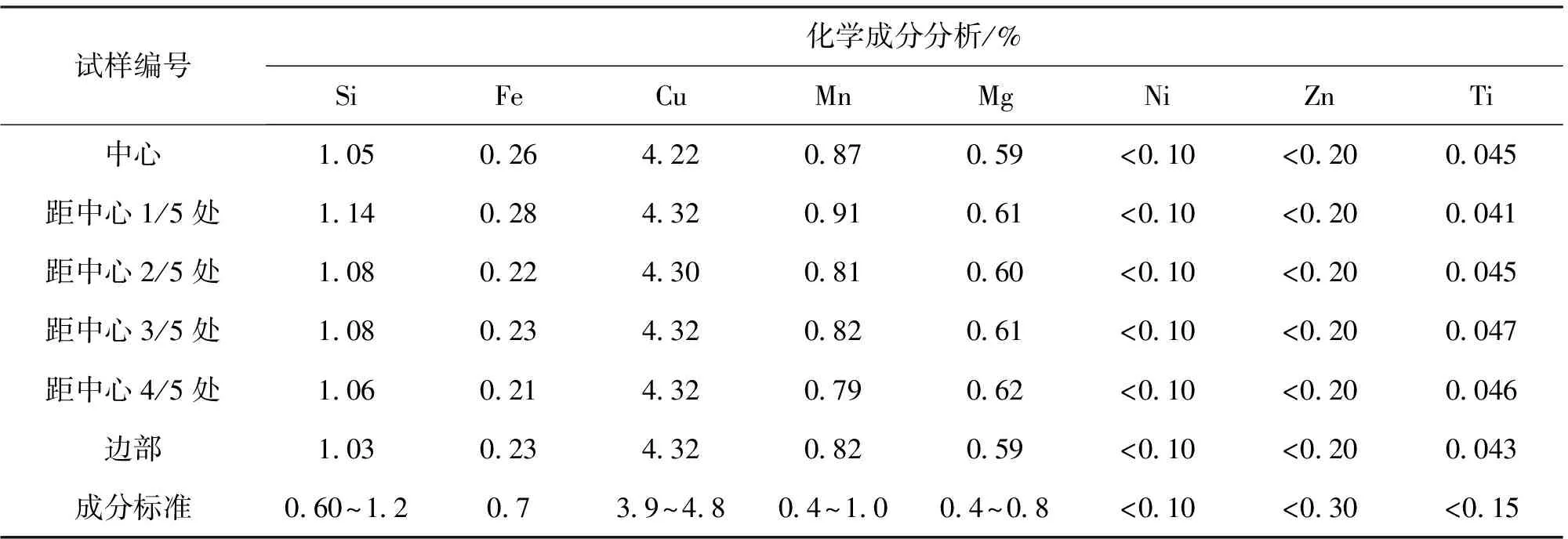
表1 LD10合金化学成分
由表1可以看出,铸锭不同点的成分在一定范围内有波动,其中作为主元素的Cu,其含量由铸锭中心到边部有升高的趋势,这也符合成分偏析规律 ,总体来说,该铸锭成分均符合标准要求。
3.4 铸锭微观组织
在铸锭试片直径方向上,由中心向边部取6个20 mm×20 mm的试样进行高倍组织分析,发现该铸锭中心到边部,晶粒的尺寸、枝晶间距逐渐变小,这说明边部冷却强度大,符合结晶规律。而且从夹杂物和疏松程度上观察,中心部到边部基本相同,说明所制定铸造参数是合理的,不会造成中心部与边部的金属纯净度有很大差异。
4 分析与讨论
4.1 LD10合金中各合金元素的作用
Cu元素:Cu是变形铝合金中重要的合金元素,有一定的固溶时效作用,此外时效时析出的CuAl2相有明显的时效强化效果;
Si和Mg元素:Si和Mg同时加入熔体中,可以形成Mg2Si相,起到强化作用;
Mn元素:Al- Mn合金的共晶温度为658℃。在合金中形成MnAl6相,提高再结晶温度,并能显著细化再结晶晶粒。
Ti元素:Ti做为一种合金元素,在电炉出炉前以Al- Ti- B丝的形式加入到熔体中,Ti与Al形成TiAl2相,起到细化铸造组织的作用。但Ti的细化效果会随着Ti加入时间的延长而变弱,所以Ti不能在熔体中熔体停留过长,以免失效。
4.2 熔体质量
熔体的质量包括熔体的纯净度、气体含量、成分的均匀性等方面。熔体的质量与熔炼方式、炉料结构、液体金属停留时间,是否采用在线除气净化等方面有关。采用双根铸造方式生产LD10合金Φ720 mm×4000 mm规格铸锭时,静置炉熔体停留时间会缩短至4 h以上,可以减轻熔体吸气的倾向性,同时可以减轻因熔体停留时间过长引起的比重偏析、熔体的氧化烧损等现象。
4.3 铸造温度
当采用双根方式生产LD10合金Φ720 mm规格铸锭时,可以适当降低铸造除气箱、过滤箱的温度。
5 结论
(1)使用Φ720 mm规格双根铸造结晶器生产的LD10合金,其外观、成分、组织均符合标准;
(2)双根铸造结晶器铸造的LD10合金Φ720 mm规格铸锭与单根铸造对比,减少了铸造时间,减轻了熔体吸气、氧化的倾向性,有利于提高熔体的质量;
(3)采用双根铸造LD10合金Φ720 mm规格铸锭可以产生巨大的经济效益。
[1] 肖亚庆,谢水生,刘静安.铝加工技术使用手册[M].北京:冶金工业出版社,2005.
DesignandProcessResearchofDoubleRootCastingToolofLD10AlloyΦ720mmIngot
HUANG Yan-chao, YIN Yun-xia, TENG Zhi-gui, HE Jun, XUE Peng, ZHANG Zhong-wei
(Northeast Light Alloy Co., Ltd. Harbin 150060, China)
This paper introduces design and production process of double root crystallizer for LD10 alloyΦ720 mm ingot, and analyses the alloy ingot quality, and gets the preliminary conclusions according to the analysis data.
crystallizer;design;LD10 alloy;production process
2014-10-26
黄岩超(1981-),男,黑龙江克东人,工程师,大学本科,主要从事铝加工设备研究。
TG27
A
1003-8884(2014)06-0022-04