铸造使用喂线技术正确方法
2014-09-03吴荷生赵祖东吴玉彬
吴 强,吴荷生,赵祖东,吴玉彬
(1. 哈尔滨工业大学, 哈尔滨 150070; 2. 哈尔滨科德威冶金股份有限公司)
1 实质与特点
要用好喂线技术首先要了解基本原理。合金包芯线技术(喂线技术)是包芯线制造技术(起步时研究重点)和包芯线应用技术(推广应用时研究重点)的总称。该技术的实现过程是:利用包芯机使得薄钢带将欲加入钢水或铁水的破碎成一定的粒度的各种添加剂(脱氧剂、脱硫剂、变质剂、合金等)包裹成一条具有任意长度的包芯线(如图1),然后借助于喂线机使包芯线以一定的速度穿过渣层,到达盛有钢水或铁水的钢包、铁水包或中频炉的底部附近的钢水或铁水中。随着包芯线外皮的不断熔化,将其包裹的添加剂徐徐进入钢水或铁水中,通过添加剂与其周围的钢水或铁水的相互作用 (如图2)。喂线技术主要因素有3大部分:即材料、设备和工艺。
2 正确选择包芯线
2.1 铸造合金包芯线的种类及特点
(1)按截面形状分类
a.矩形线:是包芯线发展初期使用的,后来因使用不便被淘汰。

图1 包芯线截面形状
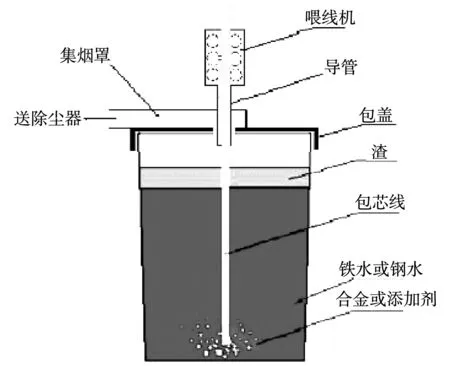
图2 包芯线的加入过程
b.圆形线:是现在常用的粉芯包芯线。
c.带有顶沟的圆形线:是圆形线为了提高包芯线强度和粉更加致密而发展出来的。

表1

图3 各种截面形状的包芯线
(2)各种包芯线特点
我们分别对圆形包芯线和带顶沟圆形线进行了180°折弯试验。没有顶沟的线折到接近90°时开裂如图5所示。带顶沟的线折成180°如图7所示,没开裂和开口。试验结论见表2-1
b.圆形线强度试验情况
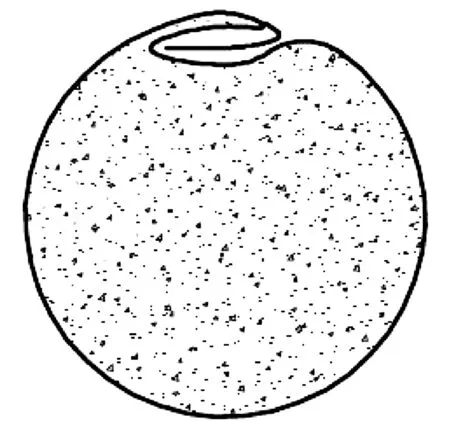
图4 圆形线

图5 圆形线折弯试验
c.带有顶沟的圆形线强度试验情况

图6 带有顶沟的圆形线

图7 带顶沟圆形线折弯试验
2.2 选择包芯线的原则:
(1)首先要选择粉芯是真正的合金状态材料。
(2)根据上述包芯线特点,铸造用包芯线要选择粉致密,单位长度误差小的包芯线。
(3)处理包大的选择直径粗的(13mm),小包选择小直径的包芯线。
3 喂线装置
3.1 喂线装备种类及用途
3.1.1 钢用喂线装备
国内外钢用喂线机基本上都是卧式喂线机。为什么炼钢要用卧式喂线机?主要是钢包大、喂线量大功率大,喂线机体积大占用场地大,不用排尘装置等因素决定的。
3.1.2 铸造用喂线机
铸造用喂线机必须用立式喂线机,主要是铁包小、进线时不能偏,这就要求进线要直,准确地喂入铁包中间,才能保证包芯线插入铁水底部。
3.2 在处理站进行球化处理
在铸造车间采用喂线技术,是不能单独使用喂线机的,必须与环保设备组合成喂线球化处理站达国家环保政策要求,必须做一个喂线处理站能把喂线处理过程中产生的烟尘收集起来并处理后达到环保要求排放。铸造用处理站是铸造工艺环保要求决定。
4 提高铸造水平用好喂线技术
首先我们确立正确的铸造喂线处理的理念:
(1)铸造工艺为主导;
(2)装备是保证;
(3)控制水平决定质量;
(4)人的责任心决定经济效益
4.1 铸造工艺为主导
(1)根据铸件产品要求及原材料实际情况,确定包芯线的成份配方,针对国内的铸造厂,此项更加重要,因为国内原材料情况比较复杂,不能一方药医百家病,这也是与国外生产情况最大的差异所在,对包芯线的配方选用更加要求有针对性;
(2)根据产品要求及处理包大小,确定包芯线规格和确定合理的喂线参数。这是使用厂家最容易忽视的因素,对包芯线的作用原理认识模糊,最普遍的就是忽视喂线速度的重要性以及对影响喂线速度因素的理解误区,喂丝法工艺本身就是一种精确添加工艺,没有准确的参数设定,就不可能 达到准确的添加目的。
(3)根据熔炼、浇铸工艺合理地确定处理站的位置,保证球化处理后在最短时间内浇铸,主要体现在使用者对镁衰退和孕育衰退的模糊理解,两者有很大的区别。
4.2 装备是保证
(1)喂线机的精度高、强度好。铸造喂线主要用在球化处理和蠕化处理,由于包小处理铁水量少,要求每次喂线长度误差小,机器结构要有足够强度和刚度才能保证喂线精度。
(2)导线方式,出线角度要正确,才能保证喂线准确进入铁水底部。
(3)处理站的结构合理,根据工艺特点及铁水运输方式合理地选择处理站结构(进出包的方式)。
(4)密闭性要好,包盖与铁包口沿要平整,保球化剂爆发时铁水不喷溅出包外。
(5)有足够大除尘能力,要有足够的抽尘风量,把处理产生烟尘抽出,保现场环境没有烟尘。
4.3 控制水平决定质量
(1)控制有效段速度稳定性,要求在喂线时当达到规定的喂线速度能保持稳定运行,不能产时快时慢。
(2)控制喂线量的精度,每次喂线量的误差要小,由其蠕化处理时尤为重要。
(3)喂线过程自动化控制(智能化)程度,智能化程度越高,人为因素抗干扰少,处理重现性好,保证生产批量质量的稳定。
(4)自动化(智能化)管理程度,这是系统管发展趋势要求。
4.4 责任心决定经济效益
4.4.1 设计人的责任心(投资经济效益)
(1)设计过程中,设计人员要深入现场,必须结合用户的实际情况和工艺要求,结构形状、工艺要求、相应配方三位一体,了解现场的实际情况,根据实际确定方案,原则上原工艺流程不做大的改动。
(2)技术支持,设计人员能在投产以后长期技术支持,必须有丰富的理论支持和实际经验,针对不同问题,才能给出最合理的解决方案,现在人员流动性大情况下是不可缺少的一项服务。
(3)售后技术指导,当企业上新产品时不用做大的改动就可生产新的产品,如球铁改蠕铁时,只进行软升级就可以了,当各种条件发生变化,比如原材料、配套设备、空间场地、技术要求发生变化时,原有使用及工艺参数必须加以科学有效的修正。
(4) 选择设计团队时要注意事项
①具有设计处理站经验和较好的喂线工艺技术指导能力团队;
②设备备件及时供应能力;
③要有一定响应能力。
4.4.2 操作者责任心(生产经济效益)
操作者首先必须要认真详细地阅读“操作说明书”必须做到
(1)检查电源
要求:工作情况下,配电柜上方右侧三相指示灯全亮,电源指示灯亮,左侧仪表电源指示灯亮,配电柜内变频器上有频率输出。
操作:三相电就位后,将配电柜内断路器全部闭合,配电柜上方急停旋钮旋出,按下电源启动按钮,再按下仪表电源按键,对设备完全供电。
(2)工作时
设定好球化孕育参数后,正常工作情况下为现场、自动,按下相应的启动按键后,按键上绿色指示灯亮,喂线完成后,包芯线要进行退线,退线完成后,相应的红色指示灯亮。
红色指示灯亮,喂线工作才算完成,严禁在红色指示灯未亮之前就将处理包移出处理站。
(3)包沿及包盖
每包次处理完成后,要及时对包沿及包盖进行清理工作,否则,包盖与包之间的缝隙过大,球化孕育处理时容易造成铁水的迸溅。
(4)喂线过程中,风机必须开启
风机起到的作用有:除尘、给导管降温、防止颗粒进入喂线机内。
(5)定期维护设备
视现场工作环境而定,环境恶劣,就需要经常性的对处理站喂线机进行压缩空气吹扫工作。
当使用外表油污严重的包芯线时,维护的工作量需要加大,防止喂线轮上淤积粉尘、颗粒,严重时,将影响处理站的正常工作,导致球化孕育处理的失败。
尤其注意,要保持从动轮上磁钢的清洁,保证信号的正常采集工作 。
(6)防护盖板
球化孕育处理过程中,如果需要将配电柜上的防护盖板,放下,请轻轻放下,切忌用力随手一拍,容易导致急停被拍下,设备停止工作。
建议工作过程中,保持盖板开启,便于观察处理站的工作情况,避免误操作。
4.4.3 管理者责任心(质量经济效益)
(1)操作者的责任落实,主要取决管理者执行制度的力度,力度大质量事故少;
(2)管理人员工作态度、责任心强,企业损失小。
5 体会
通过从事多年喂线技术研究工作,我体会是要想用好喂线技术必须作到:
(1)工艺思想与装备技术融合(多学科融合);
(2)理论与实践结合(理论指导实践);
(3)要勇于否定自己过去,超越自己;
(4)要诚信作人,实事求是做事。
6 结语
喂线法通过实践证明,是一种非常行之有效的好方法,是完全可以替代各种冲入法的方法,无论从使用效果、降低成本、提高质量、环境优化、节能减排、自动化解放工人等方面都明显具有优势,深入了解包芯线技术及用好包芯线技术是以后每个钢铁企业要做到的事情,也是包芯线配套设备及材料生产厂家必须不断改进和提高的目标。我们不但要有精确稳定可靠自动的设备,还要有科学严谨实用方便的技术,只有两者结合起来,才能用好设备,用好技术,最终为生产高质量的产品服务。
