新型铝电解多功能机组桥架装配专用治具设计
2014-09-03黄浩
黄 浩
(中国有色(沈阳)冶金机械有限公司技术管理办公室, 辽宁 沈阳 110141)
新型铝电解多功能机组桥架装配专用治具设计
黄 浩
(中国有色(沈阳)冶金机械有限公司技术管理办公室, 辽宁 沈阳 110141)
本文针对过去铝电解多功能起重机桥架装配过程中出现的各种弊端,经过多年的实践摸索和现场装配经验的积累,通过改进原设计治具结构,优化结构设计方案,研发设计了一套用于桥架装配使用的新型专用治具,该专用治具采用特殊框架结构形式,解决了以往天车桥架装配效率低、装配质量差、安全性差的落后装配方式,满足桥架装配平面度、各梁间平行度、端梁直线度、端梁与主梁间垂直度等工艺要求,为铝电解多功能起重机桥架装配提供了质量保障。
铝电解多功能起重机; 桥架; 结构; 装配; 治具
0 概述
铝电解多功能机组是国内外制铝行业大型预焙阳极电解厂的关键设备之一,沈冶机械公司是国内最早具备铝电解多功能机组生产的专业厂家,也是目前国内最大和具备出口能力的铝电解多功能机组制造企业,近年来随着国内外制铝市场的变化,沈冶机械生产的铝电解多功能机组也由原来单一的两梁单车结构,重新开发设计了新型的大跨距三梁两车结构,特别是2011~2013年间开发设计的500 kA、600 kA电解槽用铝电解多功能机组,是目前国内跨距最大的新型三梁铝电解多功能机组,跨距分别为:28.5 m、33 m,主要由大车、工具小车、出铝小车、液压系统、气动系统和电控系统等部分组成,大车是铝电解多功能天车工具小车、出铝小车运行的桥架部分,大车主要由主梁、端梁、车轮等部件构成,其结构特点是大车设置有三个主梁,主梁是一种移动式金属结构,是天车的主要承载部件结构,大跨度天车的主梁重量占到整机自重的50%~60%,所以合理的确定主梁的结构参数和装配形式,对减轻主梁的自重防止主梁变形导致工具小车、出铝小车偏轨的关键所在;两个主梁之间设置有工具小车、出铝小车,工具小车、出铝小车分别以四个车轮支撑在主梁的轨道上,电解多功能机组的核心部件如:打壳机构、下料机构、更换阳极装置、液压装置及操纵室都安装在工具小车上,工具小车在大车上运行并实现打壳、下料、阳极更换等动作,满足了国内外大型铝电解厂高温熔盐,大电流、强磁场、多粉尘及HF烟气的工况要求和工艺需要。
1 改进前工装治具
以往沈冶机械公司在天车桥架装配过程中虽然采用了很多的措施,用于保障和实现天车装配的高质高效,但由于缺少专用治具对天车桥架装配全方位的控制保障,桥架装配的形位公差很难保证,其装配质量和装配效率一直没有明显的改观,而且存在安全隐患,如:
(1)最早采用的桥架装配支撑底座为两个连体铸钢件长方型底座,由于底座结构笨重难于搬运,灵活性很差,同时由于铸造时间长、且铸造结构中存在铸造沙眼、气孔等弊端,当自重很重的桥架摆放上面之后,极易在铸造不均匀处产生裂纹,导致底座支撑开裂,安全隐患严重;同时由于两端梁间直线度难保证,导致主梁间平行度、主梁与端梁的垂直度严重超差,装配时调整时间长,效率低下。
(2)通过实践,改进了桥架装配底座设计,将铸钢件底座改进设计成焊接结构形式的几组专用等高垫,在等高垫表面一端用固定块定位后将端梁摆放上面,这种结构形式的等高垫由于高度一致,对端梁与主梁的框架结构装配有了明显改善,同时由于等高垫一端有定位块限制,两端梁的直线度调整时间明显缩短,但该结构对几组等高垫的平面度及摆放的直线度要求极高,端梁装配之后长度近30 m的直线度要求保障在±0.03 mm,调整仍然相当困难,装配质量和装配效率还是很不理想,以至于对后期的主梁装配影响很大,反复调整装配效率很低。
2 新型桥架装配专用治具结构设计
新型桥架装配专用治具是由:底部装置、组合梁装置、端梁定位锁紧装置、车轮调整H型专用治具等部分组成,结构示意图见图1。

图1 新型桥架装配专用治具结构示意图
(1)底座装置的设计:底座是保证和承载天车桥架重量和装配的载体,主要由:上下盖板、侧板、隔板、钢管、微调装置等部件组成,焊接完成后的箱格式框架结构四个为一组,根据端梁长度确定摆放间隔,放置于地基平面上,调整四个底座使之直线度、平行度满足公差要求,通过压板将底座用高强度螺栓固定好;之后通过调节底座上微调装置,将组合梁精确定位锁紧,避免组合梁平面移动;再通过腰型孔及高强度螺栓将组合梁及底座牢固把合,形成统一整体[1]。底部支撑装置结构示意图见图2。

图2 底部支撑装置结构示意图
(2)组合梁的结构选择及对接方式的确定:组合梁装置的结构的选择是根据天车桥架装配的总体布置方案选型论证、分体控制装置设计及整体装配专用治具结构在多工况下的强度、刚度分析后,最终确定专用治具结构的优化设计方案。由:组合梁、组合梁连接板、车轮定位轨道等部件组成,每件组合梁断面上焊接有组合梁连接板,连接板上设计有定位准确的定位键,两件组合梁定位准确后,通过连接板上把合螺栓将两件组合梁把合成统一整体,每件组合梁上表面定位轨道的设计,既解决了单个端梁上车轮直线度及定位问题,又有效解决了长达12 m的天车桥架装配过程中直线度要求在±0.03 mm范围内的图纸设计要求;组合梁及对接装置结构示意图见图3[2]:

图3 组合梁及对接装置结构示意图
(3)端梁定位锁紧装置的设计:由侧向支板、加强筋板、上支撑、下支撑、导向轮、定位锁紧螺栓及螺母、调整装置等部分组成,其中上、下支撑的设计充分考虑各类型天车端梁截面设计尺寸问题,按最大截面尺寸设计;天车端梁的定位锁紧,是通过调整装置实现;当该装置通过定位锁紧螺栓螺母定位安装在组合梁上后,通过导向轮的行走功能,实现该装置在不同端梁长度上的横向行走定位锁紧,人性化的设计方案为天车桥架装配提供了方便,端梁调整装置结构示意图见图4。
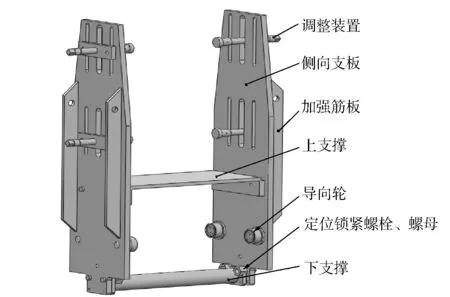
图4 端梁调整装置结构示意图
(4)车轮调整H型专用治具设计:其主要由H型底座、轨道定位块、止动垫铁、螺纹孔调整垫、光孔调整垫、微调顶丝等部分组成。桥架装配过程中,两端梁直线度公差保障是确保主梁装配时三梁间平行度、主梁与端梁垂直度的关键所在,当端梁的车轮装配完成后,为确保端梁的直线度要求,设计研发了该端梁车轮调整H型专用治具。其中H型底座通过轨道定位块安放在组合梁轨道上,与组合梁的定位轨道精准定位,实现组合梁定位轨道长度上四个H型车轮专用治具的直线度定位基准的统一;端梁车轮安放在该治具上,微调和定位通过设计增加的微调顶丝实现定位锁紧;为防止车轮在装配过程中横向转动,在H型底座上设计了专用的止动垫铁,解决了车轮的转动问题,车轮调整H型专用治具结构示意图见图5。

图5 车轮调整H型专用治具结构示意图
3 结论
新型铝电解多功能机组桥架装配专用治具设计,结构设计合理、紧凑、实用性强,整个治具高度限制在1600 mm,减少高空装配带来的安全隐患,方便使用;改变了原有落后的装配调整方式,缩短了桥架装配时间,提高装配质量的同时提高工作效率达50%;由于设计采用了组合梁定位轨道对车轮在长度上的限位作用,使得端梁装配在12 m长度上实现了±0.03 mm的直线度要求;易于组装及拆卸,灵活性强;适宜各种不同类型及规格的天车桥架装配需要,现应用于本公司各类天车桥架装配中,使用效果很好。
[1] 吴拓.现代机床夹具设计[M].北京:化学工业出版社,2009.
[2] 中国机械工程学会焊接学会.焊接手册—焊接结构[M].北京:机械工业出版社,1992.
Design of Crane Bridge Assembly Special Fixture for New-type Pot Tending Machine
HUANG Hao
(Technology Management Office, NFC (Shenyang) Metallurgical Machinery Co., Ltd. Shenyang 110141, China)
According to disadvantages of old pot tending machine in the assembly process, after many years of exploration and practice field assembly experience, by improving the original design of fixture structure and optimizing the structure design, a set of new special tool assembly used for bridge has been researched and developed. The special frame structure has been used for this special fixture, solves the problems of low efficient crane bridge assembly, the poor assembly quality and poor reliability, meets the process requirements of crane bridge assembly flatness, parallelism between the girders, the straightness of end beams, and the verticality between end beams and the girders, provides quality guarantee for the crane bridge assembly of pot tending machine.
pot tending machine; crane bridge; structure; assembly; fixture
2013-09-22
黄浩(1962-),女,辽宁沈阳人,工程师,大学本科,主要从事公司科技研发项目工作。
TF821
B
1003-8884(2014)01-0009-03