三代核电核岛主设备蒸汽发生器关键焊接技术
2014-08-29罗成
罗成
1.概述
目前在建的广东台山核电站建设采用三代核电技术,该堆型是欧洲第三代先进压水堆核电站,采用4个环路,单台发电能力为1 600MW,单机容量大,在经济性上极具竞争力,是现今国际上最先进的核电堆型之一。台山核电站采用RCC—M 2007规范设计建造,技术要求高,制造难度大。蒸汽发生器是反应堆最关键部件之一,在核电站运行过程中,一方面是反应堆内载热剂的热量传递到二回路,使水成为饱和蒸汽,从而推动汽轮机发电;另一方面起着将带放射性的一回路系统与不带放射性的二回路系统隔离的作用。三代核电蒸汽发生器零部件多、材料种类多、焊接工艺评定多,除了一些成熟的工艺以外,产品焊接采用了多项新技术。
2.蒸汽发生器主要结构及设计参数
三代核电蒸汽发生器总长度23 260mm,上部筒体直径为5 170mm,下部筒体直径为3 800mm,总重量达488t。主要包括下封头、管板、下部筒体组件、过渡锥筒体、套筒组件、管束组件、上封头、上部筒体组件及汽水分离器等部件。结构简图如图1所示。
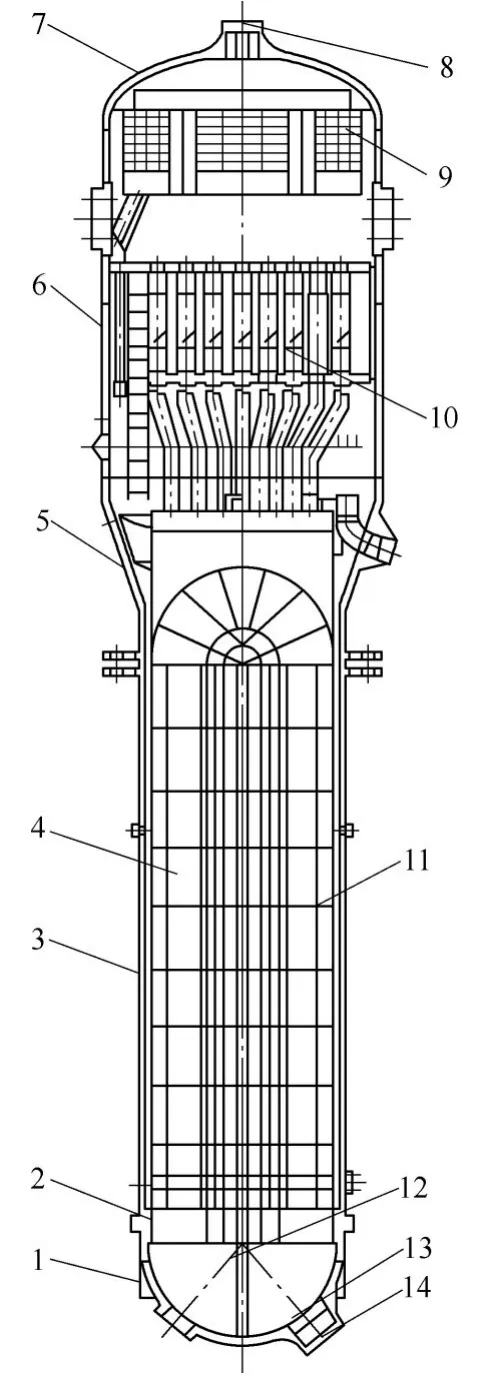
图1 蒸汽发生器结构
蒸汽发生器是核电站核岛的核心设备,三代蒸汽发生器的型号为79/19 TE型。下封头与管板相连组成水室,管板另一侧与二次侧壳体相连。由于一次侧的载热剂具有放射性,为了保证一次侧水中具有较高的耐腐蚀稳定性,管板一次侧表面需堆焊Inconel 690镍基合金,下封头内表面需堆焊不锈钢。接管与下封头一起整体锻造成形,每个接管都装焊有经锻制而成的奥氏体不锈钢安全端。管板上钻有11 980个管孔。内套筒上部装有汽水分离器和干燥器。三代蒸汽发生器主要设计参数如表1所示,主要材料如表2所示。
3.RCC—M规范(2007版)焊接篇特点
RCC—M是法国核岛设备设计和建造规则委员会制定的核电设备制造规范。在焊接篇中,相比较2002版具有以下特点:
(1)2007版在焊材化学成分验收结果中S、P含量要求提高,对杂质元素限制更严格,这样有利于保证冲击性能和综合力学性能。
(2)2007版新增了对于手工焊、半自动焊和自动焊的定义,内容更充实。
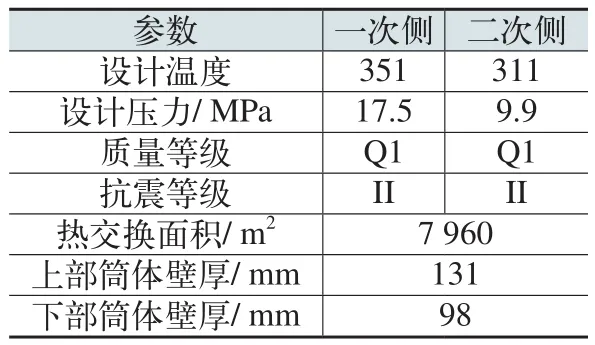
表1 蒸汽发生器设计参数

表2 蒸汽发生器主要材料
(3)2007版在焊接工艺评定中新增了对于热输入量的要求。
(4)2007版有了更宽泛的适用范围,S3000篇焊接工艺评定覆盖范围被放大。
4.主要材料
(1)主体材料 蒸汽发生器属于核安全一级设备,RCC—M规范等级为一级,运行工况十分恶劣,对材料的要求非常高。主体部分主要由下封头、管板、高筒体、中筒体、下筒体、过渡锥筒体、上封头、上筒体及接管筒体组成,采用20MND5锰镍钼低合金高强钢锻件。一次侧接管安全端材料为2CND18—12(控氮)奥氏体不锈钢,U形传热管材料为NC30Fe。这几种材料的化学成分要求值如表3所示。
(2)焊接材料 焊接材料的确定是确保蒸汽发生器制造质量的重要前提。根据设计要求和母材类别,确定了此次三代核电蒸汽发生器所用的焊接材料,主要涉及到四大类:低合金钢、不锈钢、镍基合金和碳钢。具体型号如表4所示。
5.关键接头的焊接新技术
设备制造过程中,在焊前和堆焊前,20MND5材料需进行预热,温度≥175℃。焊接时,低合金钢层间温度≤250℃,镍基合金≤225℃。焊后需立即进行后热处理,温度为250~400℃,最短时间为4h。焊后消应力热处理保温温度为595~620℃,最大保温时间为20h,350℃以上,升温速率≤55℃/h,冷却速度≤55℃/h,降到350℃以下空冷。
在三代蒸汽发生器制造中,采用了以下新技术:管板镍基合金双热丝钨极氩弧焊堆焊、下封头进出口接管安全端无隔离层镍基合金自动TIG对接技术、主环缝窄间隙埋弧焊技术以及管子管板焊接技术。
(1)管板镍基合金双热丝钨极氩弧焊堆焊 蒸汽发生器管板长期接触带有放射性的介质,按设备规格书要求管板平面和圆弧区域需堆焊Inconel 690镍基合金,直段区域需堆焊不锈钢。管板平面堆焊层厚度至少8mm,直段和圆弧区域厚度至少为5mm。
管板平面区域首次采用双热丝钨极氩弧堆焊,相比其他焊接方法,钨极氩弧焊的堆焊层属于高纯度焊缝,有利于提高管子管板焊缝质量,使焊缝产生缺陷的概率降低。所使用的焊材为ERNiCrFe—7、规格为φ1.2mm焊丝,共堆焊4层,堆焊参数如表5所示。直段区域首次采用带极埋弧堆焊,焊材为EQ309L/EQ308L不锈钢焊带。圆弧区域采用EniCrFe—7焊条堆焊。焊接设备采用SAF公司生产的自动钨极氩弧焊机。
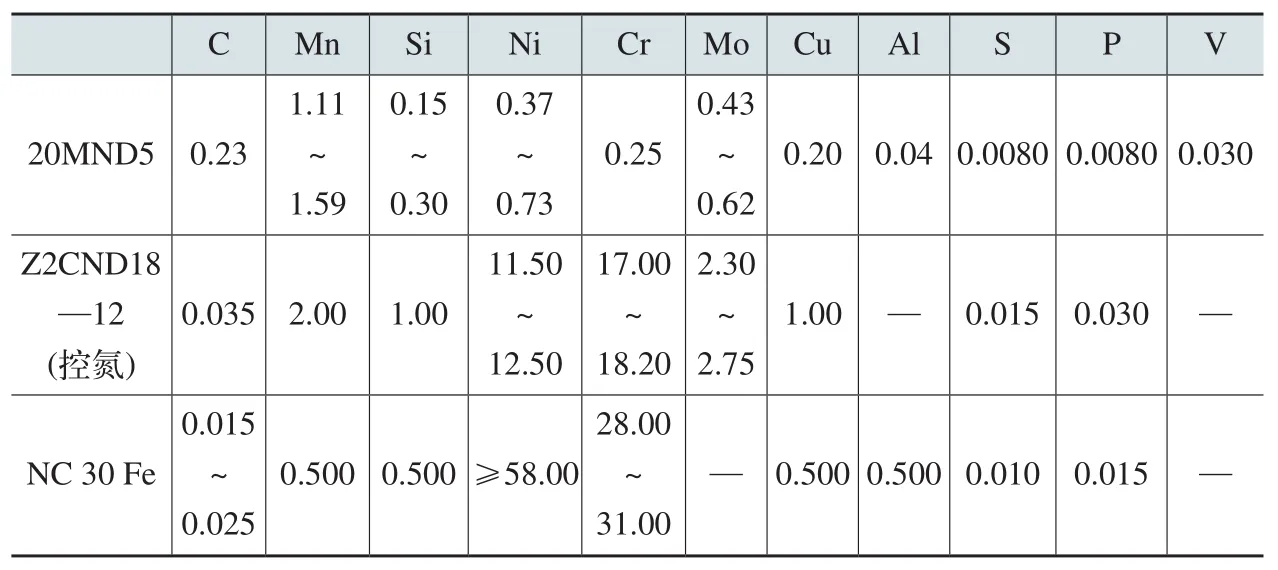
表3 几种主体材料的化学成分(质量分数) (%)
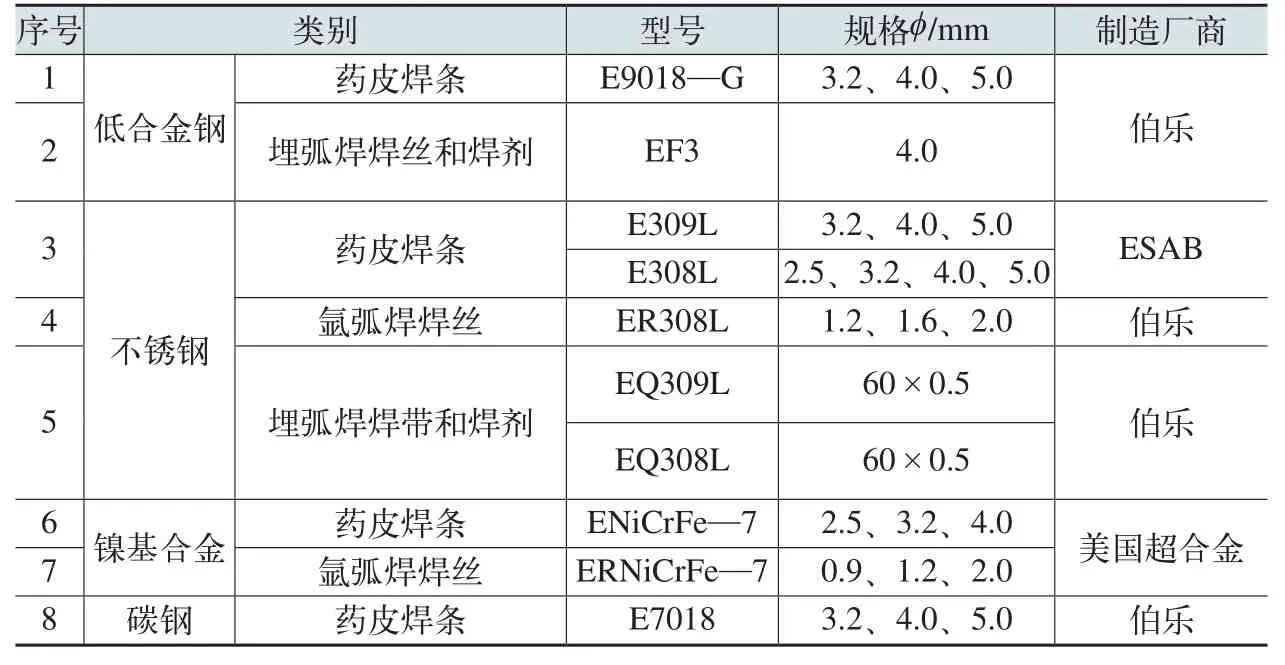
表4 主要焊接材料类型
由于镍基合金对热裂纹影响比较敏感,因此,清洁干净的焊接区域是保证堆焊层质量的重要前提。堆焊时,严格控制外来污物,以限制S、P等杂质元素进入堆焊层。堆焊后进行100%液体渗透和超声波检测。管板堆焊层后热处理和表面打磨后,在产品堆焊层距表面2mm深度范围内取试样进行化学分析检测。管板堆焊层如图2所示,产品制造如图3所示。
(2)下封头进出口接管安全端无隔离层镍基合金自动TIG对接技术 蒸汽发生器接管安全端异种金属焊接接头是一种特殊的焊接结构。为了减少焊接材料的填充量,此次安全端焊接接头首次采用无隔离层堆焊,由20MND5低合金高强钢直接与Z2CND18—12奥氏体不锈钢焊接在一起,焊接材料采用膨胀系数介于奥氏体不锈钢与低合金钢之间的Inconel 690类镍基合金焊接材料。接管安全端焊接坡口形式如图4所示。焊接设备采用LIBURDI公司生产的自动钨极氩弧焊机。
安全端异种钢焊接的难点主要在于镍基合金是一种焊接性较差的金属材料。这种金属材料的纯度要求很高,稍有杂质元素存在,就极易产生微裂纹。根据安全端焊接的这些特点,我们采用气体保护的自动TIG焊接方法。焊材为ERNiCrFe—7氩弧焊丝,预热160℃,焊后进行后热处理,最高层间温度≤225℃,对接后进行整体消应力热处理, 具体焊接参数如表6所示。热处理后进行100%液体渗透检测、超声波检测和射线检测,结果均合格,无任何缺陷显示。
(3)主环缝窄间隙埋弧焊技术 三代蒸汽发生器壳体材料为Mn-Ni-Mo低合金高强钢,最大厚度为131mm。对于主环缝,由于壁厚尺寸大、焊接工作量大,为了减少焊接材料的填充量,采用窄间隙埋弧焊方法。与普通坡口的埋弧焊相比,窄间隙焊坡口窄、焊缝金属填充量少,可以节省大量的焊材和工时;同时由于窄间隙焊接时热输入量相对较低,使焊缝金属和热影响区的组织晶粒明显细化,从而提高其力学性能,特别是塑性和韧性。在每层两道的窄间隙埋弧焊焊接中,为了保证坡口侧壁的良好熔合而不出现夹渣等焊接缺陷,在每一个焊道焊接时,焊丝端头必须偏向各自接近的坡口侧壁,坡口形式如图5所示,焊接参数如表7所示。
焊接材料采用EF3类低合金钢埋弧焊丝和焊剂。焊接设备采用ESAB公司生产的埋弧焊机。焊后和热处理后对焊缝进行100%磁粉、超声波和射线检测。产品主环缝焊接见证件设置在高筒体与锥筒体上。在完成焊接后,见证件分成两部分:一部分与产品进行同炉热处理;另一部分不进行热处理,用于分析见证件性能偏差的原因。

表5 管板平面堆焊参数
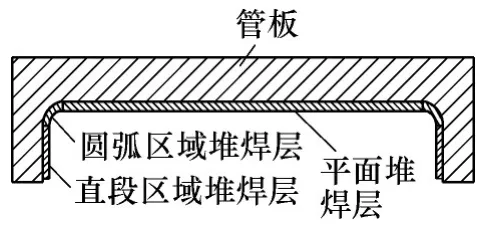
图2 管板堆焊层
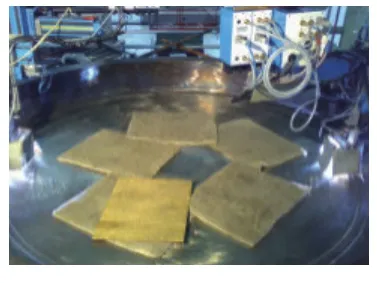
图3 管板堆焊
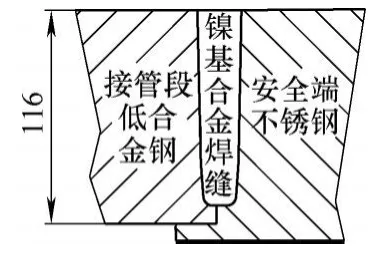
图4 安全端焊接坡口

表6 安全端产品焊接参数
(4)管子管板焊接技术 蒸汽发生器管板材料为20MND5低合金钢锻件,总厚度622mm,一次侧表面镍基合金堆焊层至少为8mm。管板上钻有三角形排列的管孔,管子规格为φ19.05mm×1.09mm,材料为NC 30Fe。焊接设备采用POLYSOUDE公司生产的焊机。焊接坡口形式如图6所示,焊接参数如表8所示。
管子管板焊接的难点在于:管子壁厚很薄,如果热输入控制不当将使管子变形超标;根据结构特点,焊接位置为全位置;焊接接头为焊接性较差的镍基合金。
为此,蒸汽发生器管子管板连接形式采用胀接加焊接。制造工艺是先定位胀,然后进行管子管板焊接。焊接采用不填丝全自动脉冲氩弧焊一圈,焊接过程中严格控制清洁度。焊接参数控制包括:起弧位置、焊接脉冲频率、焊接速度、熄弧电流、气体纯度及气体流量等。产品焊接后对焊缝进行目视检查、尺寸检查、100%液体渗透检查、氦检漏检查和6%射线检查,结果均满足技术条件要求。
产品管子管板焊接见证件要求:每个焊工和焊接操作工在每次焊接产品焊缝前,需焊接一个见证件,检测合格后才能进行产品焊接。每个焊接操作人员焊完100根管子之后设1个见证件,每次轮班的时候在检查员的监督下焊一个见证件。产品焊缝需进行补焊时,应对补焊工艺焊1个见证件接头。产品见证件焊缝考核要求包括宏观金相和微观金相。

表7 主环缝焊接参数
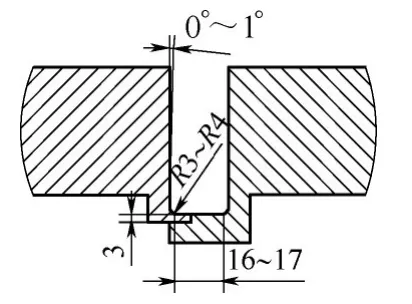
图5 主环缝坡口示意
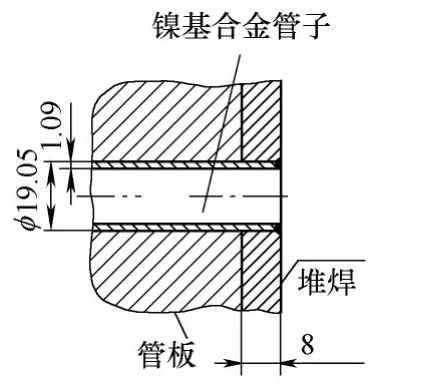
图6 管子管板焊接坡口示意
6.结语
(1)通过蒸汽发生器的制造,我国基本掌握了三代核岛主设备蒸汽发生器的整体制造技术,形成了一套满足RCC—M 2007标准规范的焊接工艺和文件体系。
(2)三代蒸汽发生器多项创新焊接技术的成功运用为批量化生产积累了丰富的经验,同时也提高了质量和生产效率,大大降低了生产成本。

表8 管子管板产品焊接参数
