老挝南椰Ⅱ水电站岔管制造工艺探讨
2014-08-29邓智勇,黄成林
邓 智 勇, 黄 成 林
(中国水利水电第十工程局有限公司 机电安装分局,四川 都江堰 611830)
1 概 述
南椰Ⅱ(Nam NgiepⅡ)水电站位于老挝川圹省(Xieng Khouang)查尔(Jars)平原的东南部。电站装机容量为3×60 MW,保证出力为56 MW,装机年利用小时数为4 006 h。
南椰Ⅱ水电站压力钢管主管长1 202.879 m,钢管内径3.4 m,额定水头445 m,主管由1#主岔管、2#支岔管(分为1#、2#、3#支管)组成。岔管结构形式为非对称Y形月牙肋岔管。1#岔管为主岔管,公切球直径为φ3 400,进口内径为φ3 000,出口内径分别为φ2 500、φ1 800,最大壁厚为58 mm。2#岔管为支岔管,公切球直径为φ3 000,进口内径为φ2 500,出 口 内 径 分 别 为 φ1 800、φ1 800,最大壁厚为50 mm。1#、2#岔管的材质均为610 MPa级高强钢WDB620。
岔管在水电站输水、分水系统中处于发电机组蝶阀的前段,承受水压最大,而且岔管异形,需要具有良好的流线型过渡,目前较多地采用高强度的钢板分块压制、卷制、组焊而成,对岔管的成形、焊接质量要求很高。
岔管制造的难点与控制点主要是:岔管展开计算、分块设计、管片压制成形、单锥管片组装、月牙肋板的组焊、岔管的整体组装与焊接、焊接技术与焊接工艺参数的确定等。
2 岔管的展开计算
针对本水电站月牙肋钢岔管的设计参数,利用计算机辅助设计技术,根据锥面展开原理推导了钢岔管管节展开计算公式,由体形参数按需要对各管节的展开点坐标进行自动计算。使用Au-to CAD二次开发工具0bjectARX2000编写了月牙肋钢岔管计算机辅助设计程序,进行了岔管的体形计算、管壁厚度计算、埋管缝隙值计算、有限元计算分析前处理信息生成及管节展开等工作。
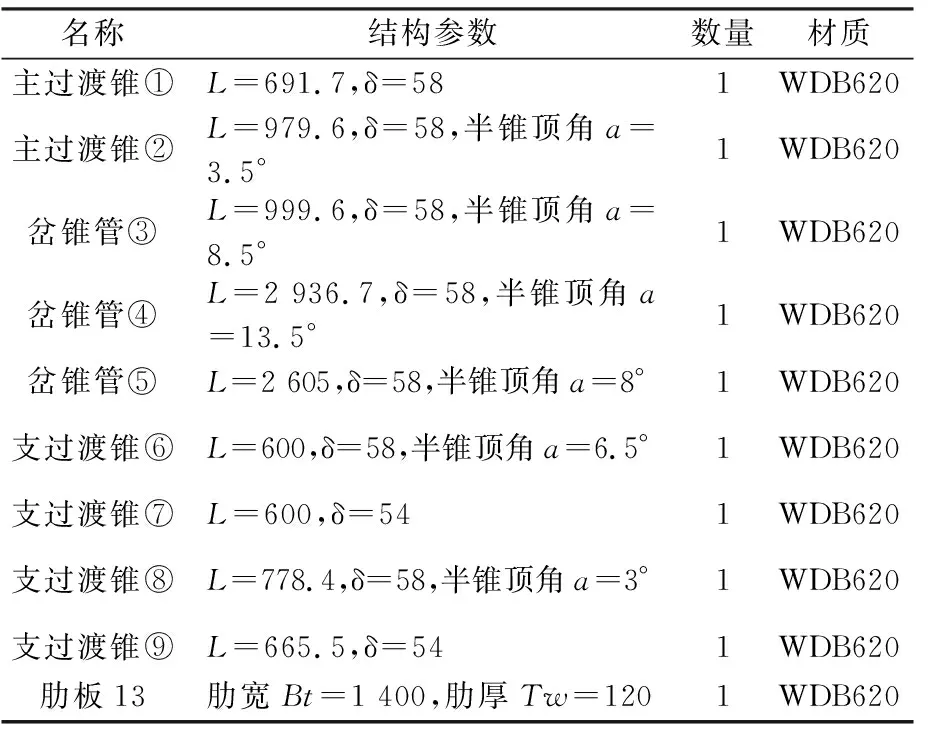
表1 主岔管主要结构设计参数表/mm

表2 支岔管主要结构设计参数表/mm
3 岔管分块设计
3.1 岔管分块主要考虑以下两个方面因素
(1)岔管管节的环缝间距不应小于以下各项的大值:
①10倍管壁厚度。
②300 mm。
③r为钢管半径;t为管壁厚度。
(2)岔管管节的纵缝与腰线和顶、底母线所夹的中心角不得小于10°,二者间距(指弧长)不小于300 mm和10倍管壁厚度。
3.2 1号主岔管分块参数
(1)岔管管节的环缝间距不应小于1 100 mm。
(2)岔管管节的纵缝与腰线和顶、底母线所夹的中心角不得小于10°,二者的间距(指弧长)不小于580 mm。
3.3 2号支岔管分块参数
(1)岔管管节的环缝间距不应小于960 mm。
(2)岔管管节的纵缝与腰线和顶、底母线所夹的中心角不得小于10°,二者的间距(指弧长)不小于500 mm。
4 岔管管片的压制成形
钢板两端使用压力机压制成形,并用样板沿弧度检查线检查钢板弧度应符合图纸及规程要求。
对于岔管的过渡锥,由于其宽度最大约为800 mm左右,其钢板中部用卷板机卷制成形,卷制时应根据锥管素线不断调整,及时用样板沿弧度检查线检查弧度,直到其符合要求。
对于岔管的A、B、C三锥,钢板中部用框型压力机专用膜具压制成型。瓦片的开口尺寸及弧度控制由专制压力机膜具调压完成,钢管压制采取“整压工艺“,压制时应根据锥管素线不断调整,及时用样板沿弧度检查线检查弧度,直到符合要求。
压弧时要注意所有的标识均在管壁内侧,不要压错。压制过程应严格保证压制方向与钢板的压延方向一致。在卷板前和卷板过程中,应将钢板表面已剥离的氧化皮和其他杂物清除干净。施工中不允许锤击钢板,以防止在钢板上出现任何伤痕。
5 月牙肋板的组焊
月牙肋的组焊:月牙肋分两段下料,下料后需要对月牙肋进行组对焊接。月牙肋组装时不仅几何尺寸应符合要求,还应做到无错牙。另外,在下料的时候应考虑月牙肋的顶部部位最容易发生撕裂,故在下料工艺上可以人为控制月牙肋外缘尺寸比相贯线尺寸越大越好。由于月牙肋壁厚大,发生角形处理难度大,为确保质量,焊接时应严格控制并达到基本无角变形。月牙肋竖立、两面对称同步进行焊接并建立监控其变形的检查体系,根据其变形情况及时调整施焊顺序。
6 单锥管片的组装及整体组装
6.1 单锥组装
对成形的瓦片进行岔管单锥的组装,组装时将轴线、素线对准,将根部间隙控制在划线时的间隙,使单锥组装质量符合要求。
6.2 整体组装
按照月牙肋与A锥及B锥组装,再与C锥组装的程序,最后与各锥的过渡锥管进行组装。组装时月牙肋不能弯曲变形,应控制好各部位的尺寸及间隙,使其符合要求。
7 岔管焊接技术与焊接工艺参数的确定
7.1 焊缝坡口
(1)岔管段内的各锥节、各瓦片、坡口型式均采用52°±5°的V型双面坡口。
(2)肋旁焊缝以及倒锥与肋端的连接均采用45°的V型 双面坡口。若肋根部的部分范围内坡口达不到45°要求,可将肋外缘两侧按照三维空间计算出补偿值并予以切除。但支锥侧的展开尺寸不得切短。
(3)月牙肋本身的分块拼接焊缝的坡口采用U型双面坡口。
7.2 坡口处理
由于低氢型焊条氧化还原性差,因而对油、水、锈等比较敏感,焊前应将坡口及两侧20 mm范围内进行严格清理,凡经碳弧气刨或氧乙炔焰修割过的坡口,其切口处约有1~1.5 mm的淬硬层,淬硬层不仅将大大降低焊缝的疲劳强度,还促使延迟裂纹的产生,因此,应用砂轮机修磨,清除氧化皮和渗碳层。在进行下层焊接前应将上层药皮清除干净,焊接背缝前应用碳弧气刨彻底清根并清除熔渣。
7.3 月牙肋板的无损检测
月牙肋板板厚较大(δ120和δ100),热轧时易存在夹渣等缺陷,当Z向拘束应力较大时容易引起层状撕裂,因而在下料前需对月牙肋板所用的板材进行100%无损检测。
7.4 焊前预热
岔管壁厚为δ58和δ50,月牙肋厚度为δ120和δ100,焊前应进行预热,预热温度为100 ℃~150 ℃,预热温度在坡口两侧各50 mm处测量。
7.5 焊后消应处理
因该岔管材料为WDB620高强钢,根据DL/T5017-2007第7.1.1条之规定,不需作岔管消除应力热处理。岔管采用合理的焊接施工顺序,使应力得以在焊缝全长范围内均匀分布,以削减应力峰值,同时,在焊接过程中,采用风铲进行振动消应。
7.6 焊接工艺参数
坡口型式:纵缝、环缝采用不对称双面V型坡口。焊接材料及要求:焊条牌号为CHE62CFLH,烘烤温度为380 ℃,保温1 h。
层间温度:小于100 ℃;
操作技术:微摆动多层多道焊;
清根方式:碳弧气刨清根;
焊接电流特性:各部位电流特性见表3,将输入线能量控制在小于或等于35 kJ/cm;
母材厚度:50 mm、58 mm;
焊接方法:手工电弧焊(平、立、横、仰);
焊接工艺参数见表3。
8 岔管的组装或组焊

表3 焊接工艺参数表
8.1 单节组焊
单节纵缝的焊接方式采用手工电弧焊,焊接时,根据变形情况,合理地调整多层多道焊的顺序。
纵缝的焊缝变形处理采用压力机配制专用矫形工装进行。
8.2 整体的拼装焊接
各单锥焊接均为手工焊,焊接参数严格按焊接工艺评定执行。月牙梁自身对接缝焊前要求预热,预热温度为100 ℃~150 ℃,宽焊缝两侧大于60 mm;采用带保温层LCD型履带式陶瓷电加热器加热,热电耦反馈测温给主控箱实现温控。组装对接时应预留变形,原则上焊后不进行机械校正。对于整体组装缝的焊接,应在岔管整体组装检查合格后施焊。为降低岔管主体锥的焊接应力,焊接总流程原则上按先岔管主体焊缝,后各过渡锥环缝,再主管(支管)连接缝的顺序施焊,即岔管主体焊接时应设自由收缩端。
岔管主体锥的焊接顺序如下:
先月牙梁与分岔锥接缝,再分岔锥与主锥间环接缝。月牙梁与分岔锥间的焊缝应先外侧焊接,后内侧清根焊接。焊工必须成偶数对应退步施焊,焊接顺序见图2。对于锥与锥间的环缝,先里后外对称施焊。
8.3 焊接方式
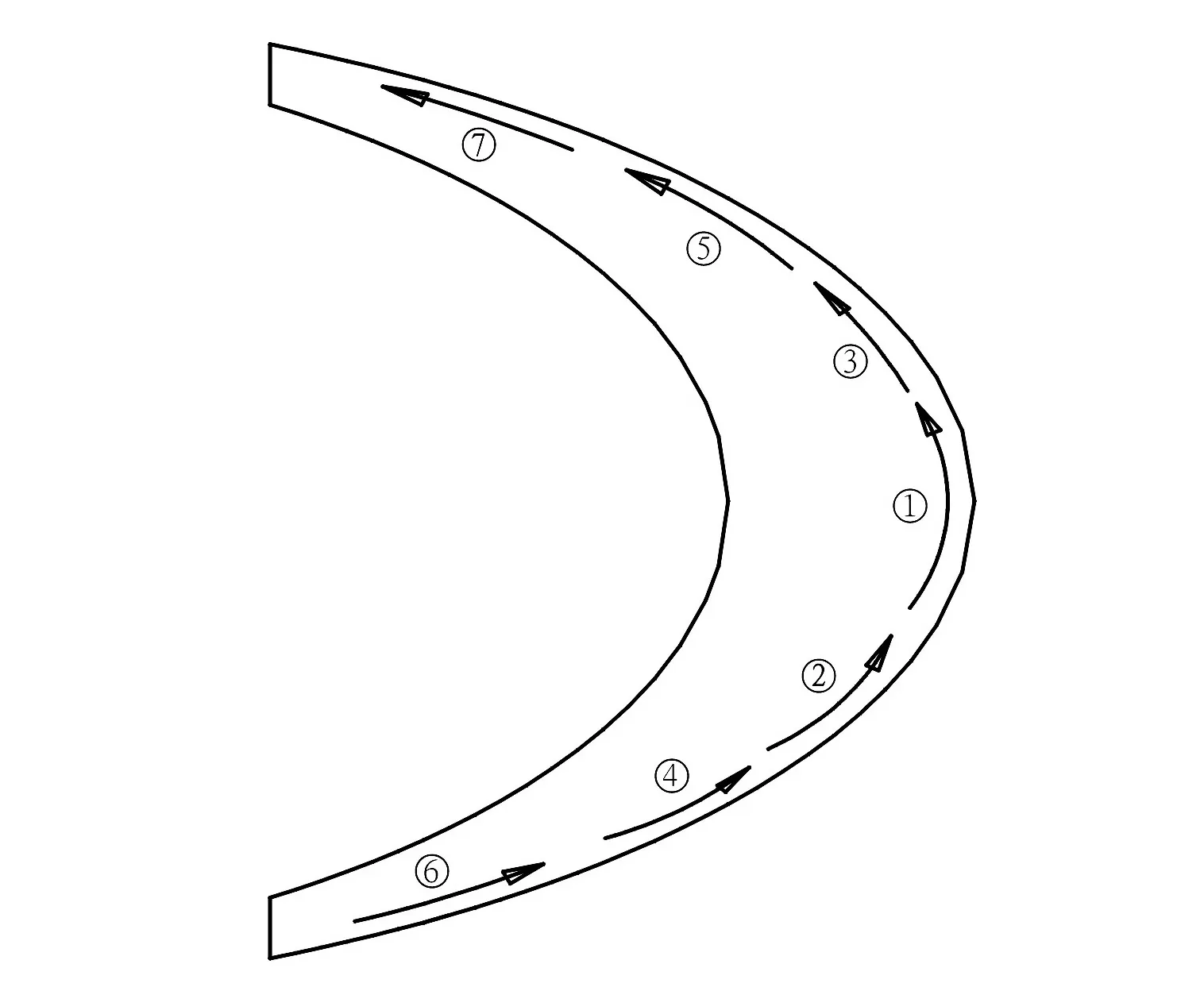
图2 岔管主体锥焊接顺序图
两分叉锥与主锥环缝及与其它锥管环缝焊接时应先内后外焊接。注意外侧清根时用预热加热片加温并保持规定的预热温度。所有焊缝均采用分段倒退多层多道焊,层间焊头至少错开100 mm。焊接工作要连续进行,不得间断。以将焊接线能量控制在18~30 kJ/cm为宜。
8.4 焊接工艺要求
(1)焊接采用手工电弧焊接,直流反接、短弧焊,焊条摆动宽度不超过两倍焊条直径。
(2)注意层间的清理打磨,包括焊缝层间和背缝清根后均用砂轮机将坡口内认真打磨干净。
(3)月牙肋与支岔管相贯线焊缝为组合焊缝,应力较复杂,且月牙肋板为Z向受力,容易产生撕裂,焊接时应由肋板侧向支管侧过渡焊。
(4)月牙肋处相贯线组合缝清根和焊接时应预加热,并保持预热温度。
8.5 焊后处理
该岔管材质为WDB620高强钢,壁厚为δ50 mm和δ58 mm,月牙肋厚度为δ120和δ100,根据规范要求,焊后不再进行退火处理。但为了保证岔管焊接质量,以利于焊缝应力的释放,焊后应做后热处理,后热温度为150 ℃~200 ℃,后热在焊后立即进行,保温时间不少于1 h。
9 结果与结论
(1)经过1、2号岔管施工制造的实施,岔管各管片及各管锥组装间隙、错牙、圆度、尺寸等符合要求。焊缝外观合格、100%的无损探伤全部合格、30张射线拍片合格。
(2)展开计算对管片压制、岔管组装质量起到了非常重要的作用。
(3)工艺评定是焊缝质量的重要保证。针对岔管不同钢种的焊接匹配、工艺参数的确定提供了基础资料。
(4)模具及测弧样板保障了管片压制的精确性。
(5)偶算对称退步不间断焊接是岔管大量集中焊缝一次性合格的重要保障。
作者简介:
邓智勇(1967-),男,四川大英人,高级工程师,学士,从事金属结构制造技术与管理工作;
黄成林 (1977-),男,四川宜宾人,工程师,从事金属结构制造技术与管理工作.