USB插头注塑模设计
2014-08-23淮安信息职业技术学院江苏223002李成凯
淮安信息职业技术学院 (江苏 223002) 李成凯
1.塑件工艺分析
USB插头零件如图1所示。该塑件结构较为复杂,要求外观光滑、无飞边。
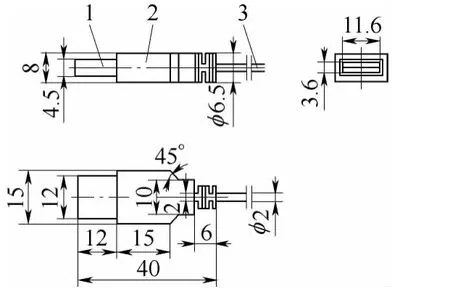
图1 USB插头
USB插头外包材料为常用聚氯乙烯 (PVC),力学性能和电性能优良,耐酸碱力极强,化学稳定性好,适于制作插头、插座、电线绝缘层等。成形性能较差,其工艺范围很窄。软PVC的熔化温度170~200℃;模具温度 30~60℃;注射压力 70~100 MPa;所有常规的浇口都可以使用。如果加工较小的部件,最好使用针尖浇口;对于较厚的部件,最好使用扇形浇口。针尖浇口的最小直径应为1 mm;扇形浇口的厚度不能小于1 mm。软PVC的收缩率为1.5% ~2.5%。
USB插头结构较为复杂,且带有冲压件与线材焊接在一起的嵌件,安装定位不方便,另外注射量小,所以适合在立式注射机上生产。
2.模具设计
(1)型腔数量及浇注系统:根据塑件尺寸、生产批量、生产能力和经济效益等具体情况,采用一模四腔注射成形。塑件平行布置,采用点浇口进料。型腔布置和浇注系统方案如图2所示。
(2)分型面设计:分型面的选择原则主要有:分型面应选在塑件外形最大轮廓处、有利于脱模、有利于保证塑件尺寸精度和表面质量、有利于模具成形零件的加工 、有利于锁模、有利于排气等。USB插头塑件底部带有圆角,分型面不能设置在底部,需设在中间部位。为了不影响外观及使用,需要提高模具的制造精度,尽可能减小分型面留下的痕迹。
(3)嵌件安放及推出机构设计:本文为USB插头设计的注射模是一模四腔,由于USB插头带有冲压件与线材焊接在一起的嵌件,安装定位不方便,如果在模内安放嵌件,将严重影响生产效率,所以设计一活动镶件,用于安放嵌件和定位。模外安放嵌件,两套活动镶件交替使用,不影响生产效率。
塑件要求外观光滑,表面不能有推出痕迹,所以不宜在塑件上设置顶针推出。这里不用专门设计推出装置,由于嵌件、重力等因素,开模后,塑件留在下模,操作工人将塑件和活动镶件一起从模具中取出。
(4)冷却设计:该塑件小,模具也小,且两套活动镶件交替使用,轮换作业,散热效果较好,可以保证模具的工作温度满足要求。所以不需专门设置冷却水道。

图2 型腔布置和浇注系统方案
3.模具结构及工作过程
(1)模具结构 本文为USB插头设计的注塑模具,结构如图3所示。
(2)工作过程 图3所示为模具闭合状态。将带有冲压件与线材焊接在一起的嵌件套在活动镶件的定位块上,活动镶件与嵌件一起放进下模,由定位销定位,理顺数据线;上模下行合模,由导柱导向;塑料熔体通过注射机喷嘴及模具的浇注系统充满型腔,经过保压、补缩、冷却和定型后开模,模具打开,主流道凝料被拉出,随动模上行,动模停下,操作工人将活动镶件与塑件和浇注系统凝料从模具中取出,模外脱模。清理浇道和型腔。将活动镶件与嵌件一起再次放进模具,合模。重复上述过程,进入下一轮生产。
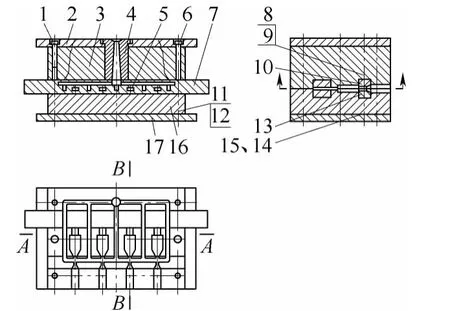
图3 USB插头注塑模结构图
4.模具特点
(1)由于USB插头塑件尺寸较小。选用网线专用立式注射机,活动镶件安放方便。模外手工脱模,模具结构简单,尽管自动化程度低,但劳动强度并不大,生产率较高,经济效益好。
(2)采用点浇口,去除浇口以后,塑件上留下的痕迹不明显,不影响塑件表面的美观。
(3)模具采用了两套活动镶件交替使用。
5.结语
本模具经生产验证,模具结构合理,运动可靠,模具运行稳定,塑件精度符合技术要求。模具制造周期短,维护方便,有利于大批量生产,经济效益好。对类似结构塑件的模具设计具有一定的指导作用。