淀粉/木粉复合材料的制备与性能研究
2014-08-23静宝超许婷婷李宇刚曹振环张彦华
静宝超,许婷婷,闫 霜,李宇刚,曹振环,张彦华
(东北林业大学 生物质材料科学与技术教育部重点实验室,哈尔滨 150040)
高分子材料工业的迅速发展给人民的生产和生活带了诸多便利,但也导致了环境污染能源短缺问题的加剧,引起了社会极大的关注[1]。随着环境恶化及能源短缺问题的日益严重,利用可再生天然资源材料开发新型复合材料成为复合材料研究的热点之一。近年来,聚合物/天然植物纤维复合材料生产发展迅速[2],其制品已在托盘、包装箱、集装器具、地板、护栏、家具以及汽车支柱和座椅等领域开始逐渐得到广泛的应用。但是,其中使用的基体树脂仍然都是不可降解的聚乙烯、聚丙烯、聚苯乙烯和聚氯乙烯等聚合物,因此其并非完全生物降解型复合材料[3]。
淀粉是一种可降解型多糖类天然高分子化合物[4],具有良好的生物降解性能,且来源丰富,价格低廉,是典型的环境友好型材料,可用于制备可生物降解塑料,并有望替代传统塑料[5]。木粉来自废弃木材、锯屑、森林间伐材、纸浆厂剩余物和被处理的木材等,我国每年仅木屑就有2×106t[6]。因此,利用淀粉和木粉为原料,通过加入增塑剂对淀粉进行塑化处理,制备一种新型的可完全生物降解的木塑复合材料——热塑性淀粉/木粉复合材料。本实验将淀粉、增塑剂和木粉通过挤出成型,主要考虑了淀粉/木粉比例对复合材料性能的影响,为淀粉/木粉复合材料的开发和应该提供一定的理论基础和实践意义。
1 实验部分
1.1 试验材料
玉米淀粉,工业级,长春大成玉米有限公司;杨木木粉,黑龙江省拜泉县的木塑复合材料原料基地提供,根据需要进行筛选成60~80目;甘油,分析纯,天津市光复科技发展有限公司;蒸馏水,哈尔滨文景蒸馏水厂。
1.2 淀粉/木粉复合材料的制备
将淀粉和木粉按照实验设定的比例混合均匀,加入淀粉/木粉质量30%的甘油,混合均匀。得到的混合物密封在塑料袋中18 h,再通过单螺杆挤出机挤出成型,得到宽10 mm,厚2 mm的条状试样。挤出温度为100℃→110℃→120℃→90℃(从进料口至出口)。
1.3 性能测试与表征
1.3.1 扫描电镜(SEM)
采用FEI公司QUANTA 200型扫描电子显微镜测试。将样品在液氮中脆断,断面喷金后进行测试,放大倍数为200。
1.3.2 X-射线衍射仪(XRD)
测试设备为日本理学D/max 220型X-射线衍射仪;测试条件为电压40kV,电流30mA,起始角度为5°,终止角度为40°,采用步宽0.02°逐步扫描。
1.3.3 力学性能测试
按照国家标准GB/T 1040-92对淀粉/木粉复合材料的抗拉性能进行了测试。测试仪器为CMT-5504型万能力学试验机(深圳新三思),每个试样测五次取平均值。
1.3.4 吸水率测试
将测试样品裁成10×10 mm2大小,50℃真空干燥48 h,称重(记为m1),室温下将试样放入蒸馏水中浸泡2 h,然后取出试样用滤纸拭干表面,再次称重(记为m2)。吸水率按(1)式计算:
(1)
1.3.5 吸水厚度膨胀率
将测试样品裁成10×10 mm2大小,测厚度(记为h1),室温下将试样放入蒸馏水中浸泡2 h,然后取出试样用滤纸拭干表面,再次测厚度(记为h2)。吸水厚度膨胀率按(2)式计算:
(2)
1.3.6 热重分析(TGA)
热重分析在德国NETZSCH公司生产的TGA 209 F3热分析系统上从30~450℃以10℃/min的升温速率和30 ml/min的氩气流量下进行测试,进样量约5 mg。
2 结果与分析
2.1 SEM分析
图1为不同淀粉/木粉比例制备复合材料断面的SEM图。从图1中(10/0)可以看到,在增塑剂甘油的作用下,原淀粉的颗粒结构被破坏,成为均一的连续相。这是因为甘油可以渗透到淀粉颗粒内部,与淀粉分子形成氢键,减弱了淀粉的分子间和分子内氢键作用力,在加工温度和剪切力作用下使淀粉塑化形成连续相[7]。淀粉中加入木粉后,断面的连续性被破坏,出现孔洞和裂缝。随着木粉用量增大,断面越来越粗糙,热塑性淀粉的连续性被破坏程度逐渐增大。这是因为淀粉和木粉只是物理共混,并没有发生化学交联。
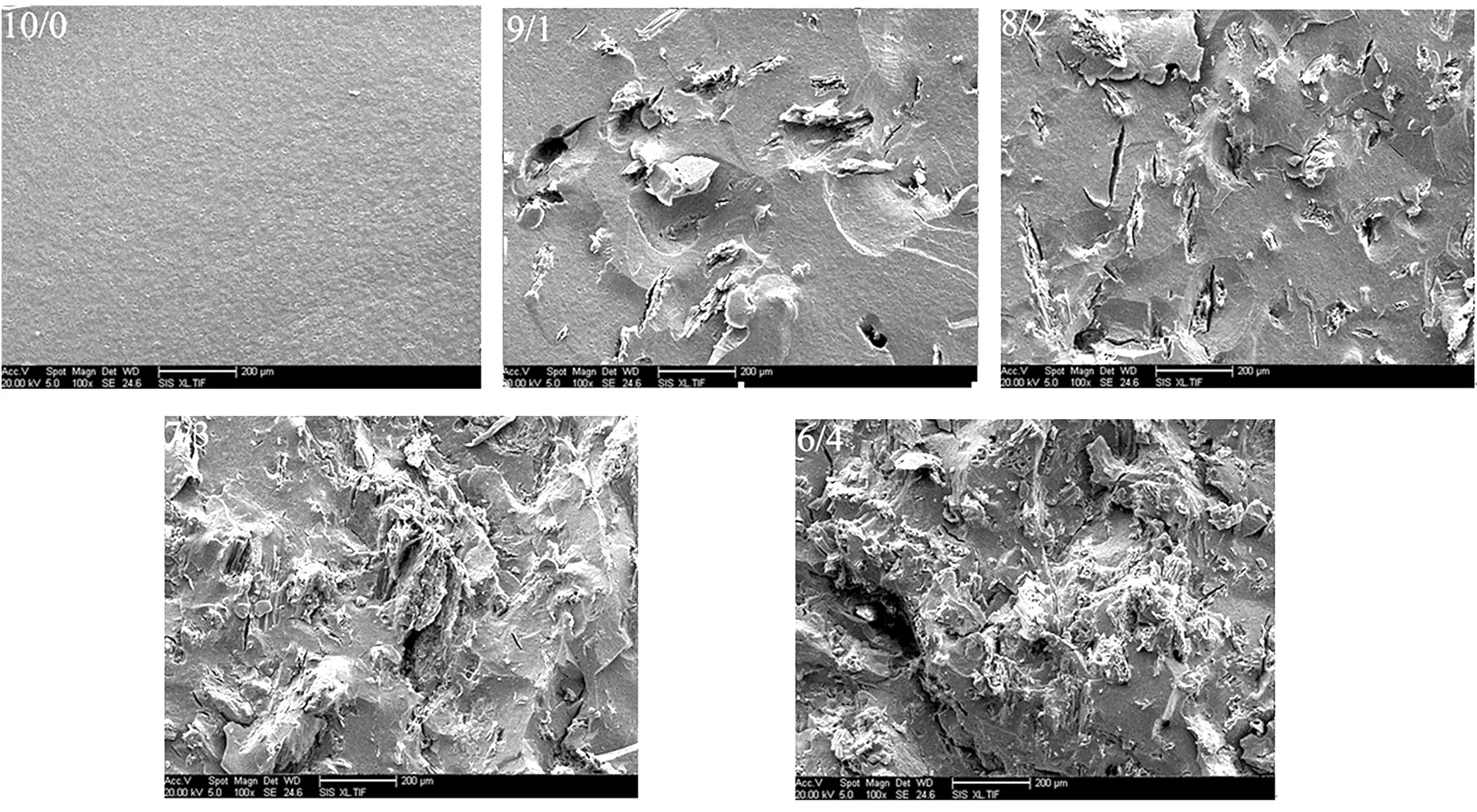
图1 不同淀粉/木粉比例复合材料的SEM图片
2.2 XRD分析
淀粉是一种半结晶型的高分子,玉米淀粉的结晶度大概为30%。木粉的主要化学成分为纤维素、半纤维素和木质素,其中纤维素含量最高,而纤维素也是以结晶区和无定形区共存的,杨木木材的结晶度大概为68%。当淀粉和木粉按不同比例混合后,其结晶晶型和结晶度必然会发生变化,因此使用XRD对复合材料的结晶结构进行测试,结果如图2所示。
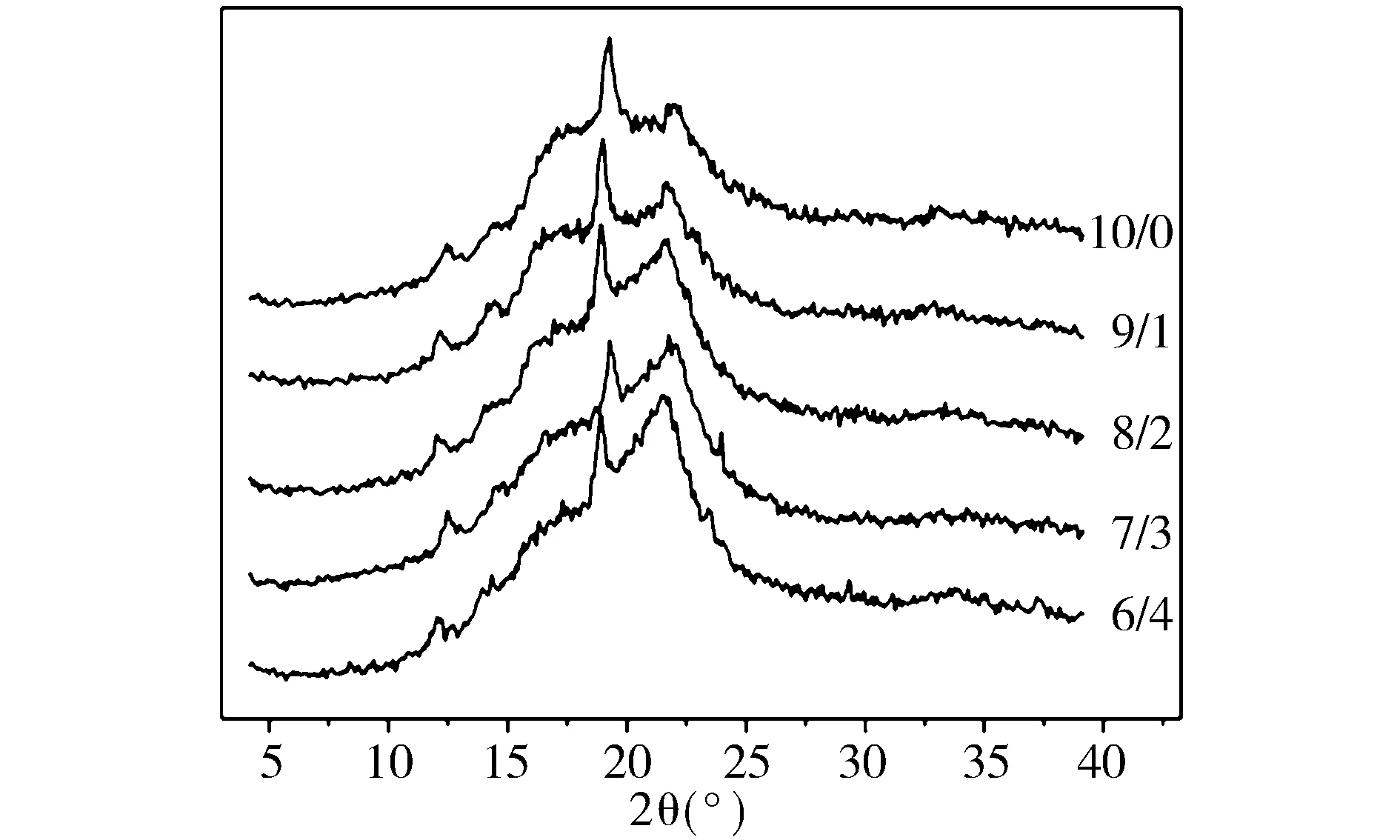
图2 不同淀粉/木粉比例复合材料的XRD衍射图
玉米淀粉是典型的A型结晶,衍射峰位置为2θ在15°、17°、18°和23°附近[8]。从图2中可以看到,经甘油塑化处理后,原淀粉的A型结晶消失,甘油塑化的热塑性玉米淀粉(10/0)的XRD衍射峰在2θ为13.5°和20.8°出现V型结晶,以及在2θ为17.2°处出现B型结晶[9]。淀粉和木粉共混后,在2θ为22.5处出现了木材的结晶峰,且此衍射峰的强度随着木粉比例增大逐渐增大;同时热塑性淀粉的衍射峰强度逐渐减弱。从XRD衍射图中还可以明显看到,随着木粉比例增大,淀粉/木粉复合材料的XRD衍射峰的面积逐渐增大,表明复合材料的结晶度逐渐增大,这是因为木粉的结晶度大于淀粉所致。
2.3 淀粉/木粉比例对复合材料力学性能的影响
木粉加入到热塑性淀粉中破坏了其连续性且结晶结构和结晶度发生了变化,这必然会影响复合材料的力学性能,因此,对不同比例淀粉/木粉复合材料的力学性能进行了测试,结果如图3所示。
从图3中可以看到,随着淀粉/木粉比例减小,复合材料的拉伸强度逐渐增大,而断裂伸长率逐渐降低。XRD结果分析已知,淀粉经过增塑剂塑化处理后,结晶结构被破坏,结晶度明显下降,刚性减弱;而木粉的刚性较强,因此,加入木粉后复合材料的拉伸强度逐渐增大,断裂伸长率下降。此外,木粉作为木纤维,可以对热塑性淀粉起到纤维增强的作用。热塑性淀粉很适合作木材纤维的基质,这是由于淀粉和木纤维的化学结构相近,可以在淀粉和纤维界面产生牢固的结合力[10]。从复合材料断面的SEM可知,木粉的加入破坏了热塑性淀粉的连续性,从而使断裂伸长率随木粉比例增多而逐渐下降。
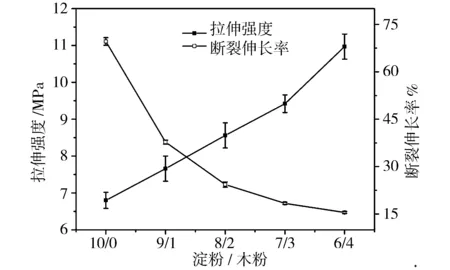
图3 不同淀粉/木粉比例复合材料的力学性能
2.4 淀粉/木粉比例对复合材料吸水性的影响
淀粉是天然高分子,分子中都存在大量亲水性的羟基,导致热塑性淀粉对水分极为敏感,吸水后产生尺寸不稳定性。因此,有必要对淀粉/木粉复合材料的吸水率和吸水厚度膨胀率进行测试,结果分别如图4和图5所示。
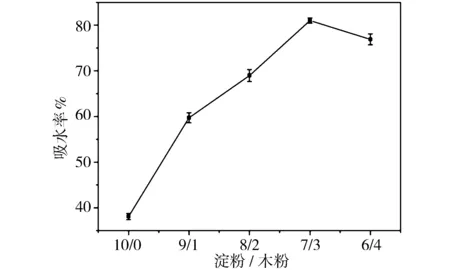
图4 复合材料的吸水率
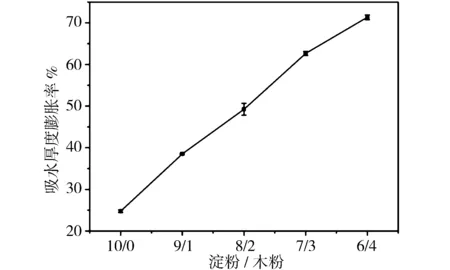
图5 复合材料的吸水厚度膨胀率
从图4中复合材料的吸水率可以看到,随着淀粉/木粉比例减小,复合材料的吸水率逐渐增大,淀粉/木粉复合比例为7/3时吸水率达到最大值,继续减小淀粉/木粉比例,复合材料的吸水率反而降低。这是因为随着木粉的加入,热塑性淀粉材料的连续性被破坏,从SEM图片可以看到,复合材料断裂产生孔洞和裂缝,成为水分子进入复合材料内部的通道。随着木粉比例增多,淀粉和木粉的相界面增大,使水分子更容易进入复合材料内部,吸水率增大。当木粉含量增大到30%后(7/3),吸水性的淀粉含量相对减少,使复合材料的吸水率开始下降。
图5中复合材料的吸水厚度膨胀率随着淀粉/木粉比例减小逐渐增大。一方面,木粉破坏了热塑性淀粉的连续性,增大了淀粉和木粉相界面,吸水后尺寸稳定性变差;另一方面,水分会使木粉吸湿膨胀,使复合材料变形增大。随着木粉加入比例增多,破坏程度增大,相界面增多,同时木粉的湿胀力增大。
2.5 TGA分析
木粉和淀粉有各种的热分解特征,当两种物质按不同比例混合后,其热分解性能会发生相应变化。对不同淀粉/木粉比例复合材料进行热重分析,结果如图6所示。
从图6中可以明显看到,随着木粉加入比例增大,复合材料的热分解起始温度逐渐降低,但热分解的终止温度逐渐升高。出现这种现象的原因是:木粉和淀粉的分解温度有较大差别,木粉的热分解起始温度和终止温度都大于淀粉,随着木粉比例增多,淀粉的含量相应就减少,从而使热分解起始温度逐渐降低,终止温度升高。木粉加入比例小时(9/1和8/2),复合材料的TGA曲线只有一个分解台阶,当木粉比例增大到30%以后,TGA曲线可以明显看到两个分解台阶。这表明随着木粉加入比例增大,淀粉和木粉两相依赖性逐渐减弱,热重曲线呈现出各种的分解峰。DTG曲线可以看到,木粉分解最大速率时的温度在350℃,而热塑性淀粉的最大分解速率温度在310℃左右。淀粉和木粉混合后,当木粉加入比例较少时,主要呈现淀粉的分解特征峰。随着木粉加入比例增大,复合材料逐渐呈现两个最大分解速率峰,并且随着木粉量增多,DTG曲线中淀粉的最大分解速率峰逐渐减小,而木粉的最大分解速率峰逐渐增大。这也表明两相的相互依赖性逐渐减弱。
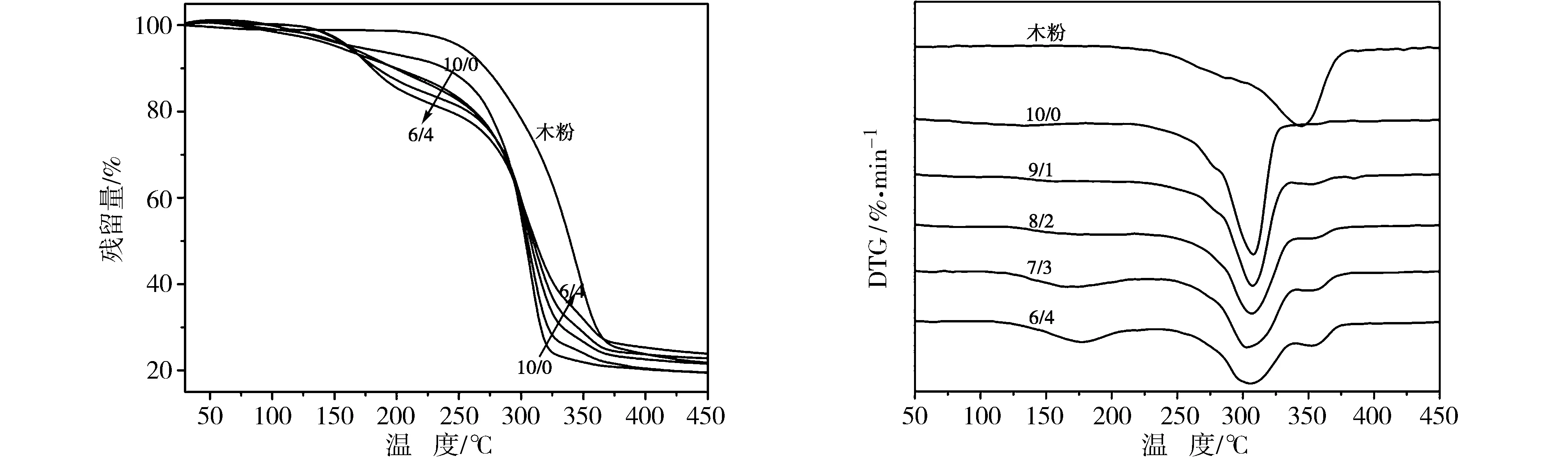
图6 不同淀粉/木粉比例复合材料的TGA-DTG曲线
3 结 论
淀粉和木粉通过熔融挤出制备了淀粉/木粉可生物降解复合材料。木粉的加入破坏了热塑性淀粉的连续性,并使复合材料的结晶度增大。复合材料的拉伸强度、吸水率和吸水厚度膨胀率随着木粉比例增大逐渐增大,断裂伸长率却逐渐降低。随着木粉加入比例增大,复合材料的热分解起始温度逐渐降低,但热分解的终止温度逐渐升高,淀粉和木粉两相依赖性逐渐减弱。若对淀粉/木粉复合材料的相界面进行改性或加入交联剂,可以提高两相的相互依赖性,从而达到提高复合材料的综合性能。
【参 考 文 献】
[1]任 杰.可降解与吸收材料[M].北京:化学工业出版社,2003.
[2]敖 欢,刘廷华.木塑复合材料发泡成型技术研究进展[J].塑料工业,2005,33(9):1-4.
[3]应宗荣,戚 裕,王志高,等.聚乳酸/木粉复合材料的结构与性能研究[J].塑料工业,2008,36(1):21-24.
[4]石 锐,丁 涛,刘全勇,等.甘油含量对热塑性淀粉结构及性能的影响[J].塑料,2006,35(1):44-49.
[5]Ma X F,Chang P R,Yu J G,et al.Properties of biodegradable citric acid-modified granular starch/thermoplastic pea starch composites[J].Carbohydrate Polymers,2009,75(1):1-8.
[6]戚 裕.聚乳酸/木粉复合材料的制备与性能研究[D].南京:南京理工大学,2007.
[7]马骁飞,于九皋.甲酰胺塑化热塑性淀粉的性能研究[J].高分子学报,2004(2):240-245.
[8]左迎峰,张彦华,杨 龙,等.干法马来酸酐酯化淀粉的合成工艺研究[J].西南林业大学学报,2013,33(5):88-92.
[9]左迎峰,顾继友,谭海彦,等.增塑时间对玉米淀粉塑化程度和TPS性能的影响[J].材料导报,2013,27(5):104-107.
[10]马骁飞,于九皋.纤维增强尿素和甲酰胺混合塑化热塑性淀粉[J].精细化工,2004,21(5):366-369.
[11]谭伟平,肖生苓.木塑复合缓冲包装材料老化性能分析[J].森林工程,2012,28(6):96-98.