超大型SA-336-F11CL1材质过渡段>生产工艺创新
2014-08-22王然
王 然
(中国一重铸锻钢事业部热处理分厂,黑龙江161042)
生产技术
超大型SA-336-F11CL1材质过渡段>生产工艺创新
王 然
(中国一重铸锻钢事业部热处理分厂,黑龙江161042)
突破传统生产思维,对公司首次生产的超大型过渡段生产方案及热处理工艺进行优化创新,最终使过渡段满足尺寸和冲击性能要求。
SA-336-F11CL1材质;过渡段;热处理
我公司承制的某加氢超大型锻制过渡段项目在工艺准备前主要存在以下两个问题,一是用户提供给我们制造厂的图纸为锻件最终尺寸(图1),过渡段外圆尺寸大(∅9 080 mm/∅8 696 mm×545 mm),现有车间锻造设备、冷却设备均无法满足该锻件的锻造和调质任务。二是技术条件对模拟温度、回火温度以及冲击试验温度要求相当苛刻,冲击值将很难达到验收要求。技术要求对冲击试验要求如下:“锻件的力学性能样坯需经模拟PWHT(冲击试样Min.PWHT为690℃±14℃),回火温度不得低于690℃±10℃(注:690℃为推荐值)”;“Akv实验的检验温度为-20℃,Akv要求值:≥54 J,允许其中一个≥47 J”。
1 过渡段生产方案的创新
针对以上两大问题,我们突破传统生产制造思维,根据车间设备能力和以往经验,通过和用户协商沟通,重新确定过渡段制造方案。最终方案如下:
(1)分块制造过渡段,最终将分块锻件组焊成图1尺寸。我公司提供分块锻件,每个过渡段共需4块锻件,确定分块后过渡段尺寸如图2所示。
(2)确定“合锻、整体热处理、共用试料、性能合格后气割分开”的方案。
分块制造需单独锻造成板类件、单独热处理、单独取料,共需锻造4块,使用8次热处理炉,需气割4次性能试料。这种方案的缺点有以下三点:1)分块锻件未经锻造冲孔序,锻件心部密集缺陷多,无损检测不容易合格;2)分块锻件浸水淬火时冷却速度不理想,冲击性能更难达到;3)分块制造会增加生产成本。

图1 超大型过渡段尺寸Figure 1 Dimension of super-large transition section

图2 重新确定的过渡段分块尺寸Figure 2 Renewed partition dimension of transition section

图3 筒形锻件锻造尺寸Figure 3 Forging dimension of barrel type of forging
考虑到锻件最终冲击性能、车间设备生产能力、降本增效等因素,最后确定锻造1个∅6 100 mm/∅5 460 mm×1 395 mm筒形件,1个筒形件尺寸即可满足4块分块锻件尺寸。调质时仅需使用2次热处理炉,共用试料只需气割1次性能试料,性能合格后沿气割引槽分开,并沿过渡段试料区纵向气割,每个过渡段共分为4块,尺寸如图3所示。
一般情况下,钢锭心部缺陷较多,筒形锻件冲孔后能提高锻件纯净度,使检测能一次合格。另外,淬火时筒形锻件内孔有内芯子加速冷却,整体水冷效果非常好。因此该方案克服了单独分块制造的缺点。
2 过渡段热处理工艺优化
根据以往的生产经验,SA-336-F11CL1材质锻件的冲击功是随着回火温度以及PWHT时间的延长而呈下降趋势的。与其它钢明显不同的是,在相同的检验条件下,经Max.PWHT后的冲击试样的冲击功总体上要明显低于Min.PWHT后的冲击试样,见图4。
为保证冲击性能,我们适当调整SA-336-F11CL1材质化学成分,最终制定的热处理调质工艺见图5。根据SA-336-F11CL1材质冲击性能特性,在实际执行中,热处理温度和时间按中下限控制。

图4 SA-336-F11CL1材质冲击性能规律Figure 4 Impact property of SA-336-F11CL1 material

图5 热处理调质工艺Figure 5 Quenching and tempering processes
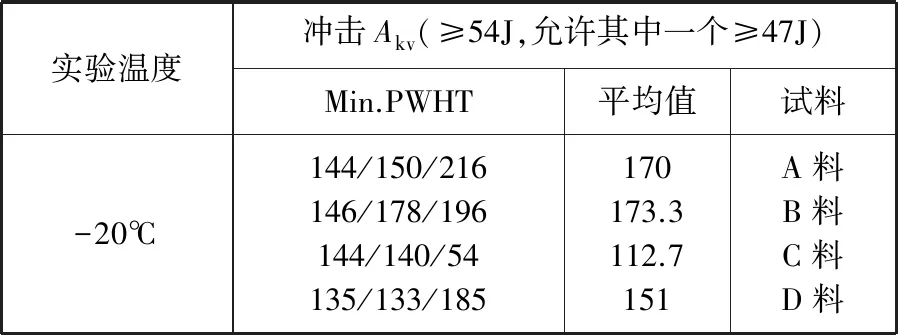
表1 调质后性能检测结果Table 1 Mechanical properties after quenching and tempering
3 最终结果
筒形锻件性能合格后气割成分块锻件,然后组焊成超大型过渡段,最终尺寸均检测合格,并且冲击性能也一次性检测合格,检测结果见表1。
4 结论
采用本热处理生产工艺方案,超大型过渡段共减少6次热处理炉使用量,每次热处理炉使用周期为2天,一炉节约成本20万。减少3次气割取料,气割降低成本10万元,生产效率提高3倍,生产周期缩短6天,成本共降低约130万元,为公司降本增效做出了贡献。
根据材质特性采取切实有效的措施,优化热处理工艺,使调质后性能一次检测合格。
编辑 李韦萤
Innovation of Manufacturing Process for Super-large SA-336-F11CL1 Material Transition Section
WangRan
By breaking the traditional manufacturing thinking, the manufacturing process and heat treatment process of super-large transition section that the company produces firstly are optimized and innovated, and finally the size and impact property of transition section satisfies the requirements.
SA-336-F11CL1 material; transition section; heat treatment
2013—11—18
TG156
B
