电力机车用辅助变压器铁芯变形控制研究
2014-08-17刘海彬廖保华
刘海彬,廖保华
(南车株洲电机有限公司,湖南株洲412001)
0 引言
牵引电力机车用辅助变压器将由牵引变压器传递的电压再次变压后为机车辅助设备提供电源,其特点是具有高阻抗电压、大空载电流特性、H 级的高等级绝缘、防水性好[1]。制作过程包括硅钢片剪切、铁芯制作、线圈绕制、器身套装、引线制作、烘焙浸漆等工序。工艺特点是工序繁多、生产周期长,制作过程中存在影响产品质量的不确定因素较多。在辅助变压器制造过程中,工程技术人员发现辅助变压器铁芯因受力发生变形,本文对铁芯变形产生的原因及预防措施进行了分析。
1 电力机车辅助变压器简介
电力机车用辅助变压器为交流三相变压器,容量通常为350 kVA 以下,属于小型变压器,其结构示意图见图1。铁芯为心式结构,由主铁芯、旁铁芯、上夹件、下夹件组成。线圈为层式线圈,靠近铁芯一侧线圈为低压线圈,外侧为高压线圈。线圈使用的导线有薄膜烧结线,也有裸铜线。引线连接方式为Dyn5,低压引线为△型连接,高压引线为Y 型连接。线圈套装后,通过紧固4 根M16 穿心螺杆、2 根M10 穿心螺杆(本文简称拉螺杆)上的螺母,将铁芯上夹件与铁芯本身连接成一体,后通过浸漆烘焙使辅助变压器绝缘强度得到加强,同时机械强度更好。
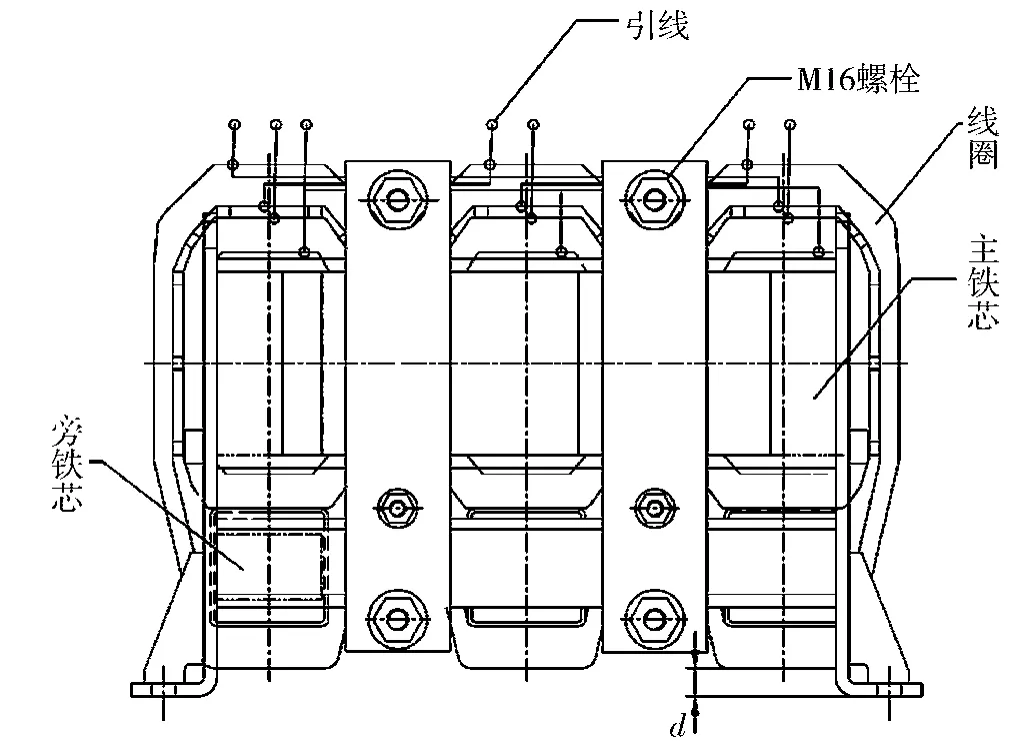
图1 变压器结构示意图
2 辅助变压器铁芯变形产生的原因
辅助变压器套装过程中,铁芯受力为拉螺杆的紧固力,通过上下夹件传达到铁芯。套装完成后需翻身再转运至下工序,在烘焙浸漆前铁芯受到线圈的重力作用。本文通过拉螺杆紧固扭矩值验证分析辅助变压器铁芯产品发生变形的原因。
M16 拉螺杆扭矩T,对拉螺杆施加的扭矩克服摩擦力传递给上铁轭的预紧力为F,M16 公称直径为d,拧紧力矩系数为K,主铁芯柱截面积为A1,旁铁芯截面积为A2。拉螺杆对上铁轭的预紧力[2]计算公式见(1):

紧固M16 拉螺杆过程中,上铁轭重力与拉螺杆螺纹摩擦力抵消,未作用于铁芯柱上,则单根辅助变压器主铁芯柱受力计算公式见(2):

为验证辅助变压器拉螺杆不同扭矩值情况下对辅助变压器套装的影响,本文选择了6 台130 kVA 辅助变压器铁芯,分别编号1#~6#。在铁芯套装线圈前,紧固铁芯M16 拉螺杆,验证过程中每两台130 kVA 辅助变压器M16 拉螺杆紧固扭矩值分别为110 N·m、130 N·m、150 N·m。验证过程如下:
1)按照正常工艺将线圈套装到铁芯上,打入线圈与铁芯间撑条,确认撑条无松动后,安装上夹件。

图2 线圈下平面到地面距离
2)使用游标卡尺测量辅助变压器上夹件与下夹件之间的距离,并做好记录。
3)使用扭矩扳手,将验证的130 kVA 辅助变压器紧固到验证的扭力值。
4)翻身后将辅助变压器吊运至平台上,测量线圈下平面端部到平台间距离d(见图2),并做好记录。
5)辅助变压器在静放12 h 后,观察测量辅助变压器上夹件与下夹件之间的距离、线圈下平面到地面之间的距离。

表1 拉螺杆扭矩值验证记录数据
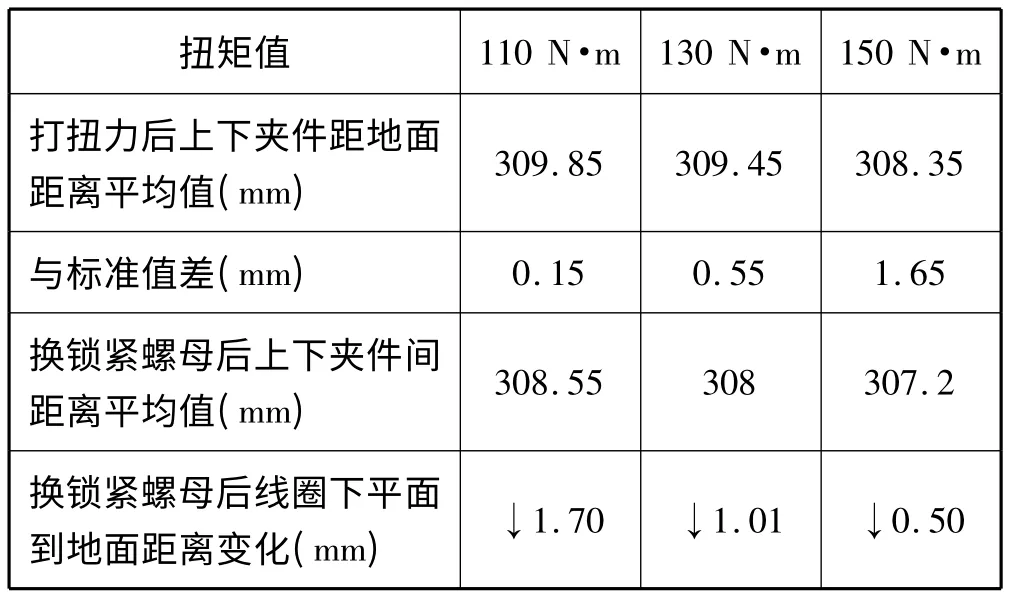
表2 工艺验证参数变化
由表1、表2 记录的验证数据分析可以得出:①辅助变压器套装后紧固M16 拉螺杆会使上下夹件间距小于设计值,在此过程中上下夹件会挤压铁芯。②紧固M16 的拉螺杆扭矩值越大,上、下夹件间距离与设计值之间的差值越大;换锁紧螺母之后,辅助变压器上下夹件间距离进一步变小。③套装完成后,在辅助变压器存放过程中,因受重力作用,线圈下沉导致其下平面距离地面的距离呈减小趋势,M16 拉螺杆扭矩值越大,对铁芯的压力越大,上铁轭与铁芯之间的摩擦力越大,则线圈下平面到地面的距离变化越小。
3 辅助变压器铁芯变形控制措施分析
本文验证通过增加无纬带包扎范围提高铁芯强度来减小铁芯变形的措施的可行性。
1)选择2 台130 kVA 辅助变压器,在主铁芯上使用记号笔分别标记为1#、2#。
2)将1#辅助变压器主铁芯、旁铁芯整体包扎无纬带,包扎完成后将铁芯送入烘炉烘焙固化。
3)验证过程见表3。
由以上验证可知,辅助变压器紧固M16 拉螺杆时,主铁芯先受力变形。1#辅助变压器铁芯整体包扎后可承受的拉螺杆紧固扭矩值可达150 N·m;2#正常工艺制造的辅助变压器承受最大扭矩值为90 N·m。
由图3、图4 铁芯截面尺寸示意图,单张硅钢片受力压杆稳定性分析,根据欧拉公式计算单张硅钢片临界力[3]:

其中E 为硅钢片弹性模量,I 为惯性矩,μ 为长度因数,l 为硅钢片长度。

表3 验证过程

图3 主铁芯截面示意图
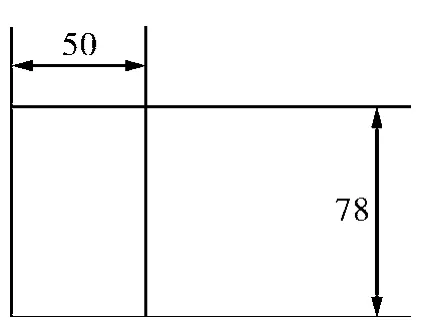
图4 旁铁芯截面示意图
单根主铁芯柱硅钢片数量为488 片,不考虑主铁芯柱侧面外力作用时,单根主铁芯柱受力为:
F=nFcr=488 ×0.96 =468.48 N
根据上文提及的辅助变压器铁芯压力计算公式(2)可知,验证过程中1#、2#辅助变压器主铁芯实际承受的压力分别为:
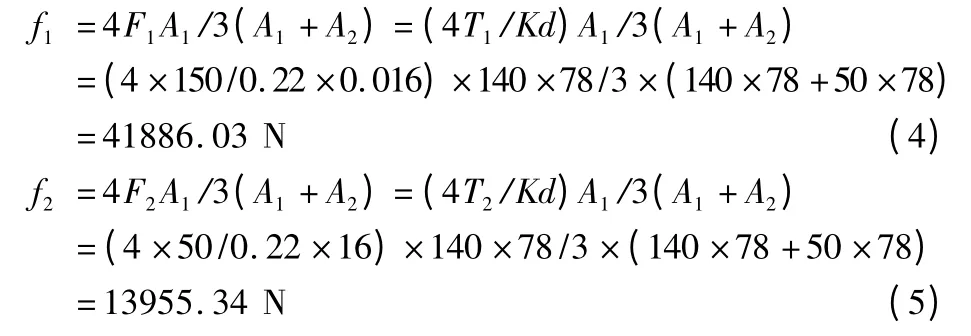

由式(4)可知,铁芯整体包扎0.2 ×25H 级网状无纬带,包扎厚度为三层时,主铁芯柱所承受压力可达41 886.03 N,未发生明显变形。
由式(5)可知,铁芯包扎三处0.2 ×25 H 级网状无纬带,每处包扎三层时,主铁芯在承受13 955.34 N 时,开始发生变形。
由式(6)可知,铁芯包扎三处0.2 ×25 H 级网状无纬带,每处包扎三层时,主铁芯在承受25 119.62 N 压力时,已发生严重变形。
通过工艺验证及理论计算可知,通过增加铁芯无纬带包扎的范围可以增大铁芯强度,避免铁芯变形。
4 结语
通过本文涉及的验证数据及验证过程可以得出以下结论:
1)辅助变压器 M16 的拉螺杆在 110 N·m、130 N·m、150 N·m不同扭矩值下,拉螺杆紧固扭矩越大,辅助变压器上、下夹件间距离越小,拉螺杆的力通过上、下夹件传递到主体芯、旁铁芯上,则辅助变压器主铁芯与旁铁芯变形量越大,110 N·m时上、下夹件间距离最接近设计值。
2)通过增加辅助变压器无纬带包扎范围可以增加铁芯强度,避免铁芯发生变形。
[1]廖保华. HXD1B 电力机车用300 kVA 辅助变压器研制[J]. 机车电传动,2011(4).
[2]张振华,应秉斌,矫明. 螺栓拧紧力矩的确定方法及相关探讨[J].化学工程与装备,2009(8).
[3]罗迎社,喻小明. 工程力学[M]. 北京:北京大学出版社,2006.
