国内机械式粉末成形压机发展历程及展望
2014-08-16沈福保许云灿
沈福保,许云灿
(南京东部精密机械有限公司,江苏 南京 211100)
粉末成形压机是专门为压制粉末制品而设计制造的专用设备,广泛运用于粉末冶金、硬质合金、磁性材料、精细陶瓷、电碳等粉末制品行业的压制成形。在以粉末压机压制的制品中粉末冶金机械零件为数最多,这部分粉末冶金机械零件中,铁基粉末冶金机械零件运用最广。
1 国内机械式粉末成形压机的发展现状
我国的粉末冶金专用成型设备—粉末压机制造事业是伴随着我国粉末冶金工业的发展而建立的。早期的粉末冶金成型设备基本上都采用液压机,这些液压机由下列厂家研发及制造:
1) 江阴市利港电力工程设备厂引进开发生产YA792125型粉末制品液压机,1995年开发了YA792160,YA792630,YA792400等型号。
2) 北京锻压机床厂研制开发机械&液压混合式BDD012200型粉末成形压机、机械式BD022200KN型粉末精整压机。
3) 南通锻压机床厂(南通电子专用设备厂)开发和研制NDE79263,NDZ792100,NPH2100,NFH2200,NPH2315型液压式粉末成形压机。
4) 广东华金合金材料实业有限公司与广东佛山康思达液压机械公司共同设计的YA622630型粉末冶金制品全自动压机。
5) 天津锻压机床厂消化吸收了曼内斯曼(Mannes&mann)技术,生产出YT70E2250型全自动液压式粉末成形压机。
6) 重庆江东机械厂生产YJ79E系列全自动粉末制品液压机。
自20世纪80年代开始,随着我国粉末冶金工业的快速发展,国内众多企业引进了德国、美国、日本、瑞士等发达工业国家的粉末冶金成型设备,同时,国内的粉末冶金专用设备制造通过引进--消化吸收—再创造,在机械式粉末成形压机的研发方面也得到了快速发展,从而有力地促进了我国粉末冶金行业的再发展。
以下从几个方面论述国内机械式干粉成型压机制造业的发展历程:
1.1 行业规模及市场占有
20世纪90年代,一些在粉末制品行业从事技术、设备工作的人员,通过股份制合资、合作等形式,成立了国内机械式干粉成型压机专业制造企业。
1) 南通锻压机床厂(南通电子专用设备厂)引进和消化吸收国外先进技术,1993年开发和研制TPA6.1,NPA20,NPA50系列机械式粉末成形压机。
2) 海宁三强精密机械有限公司于1995年制造出了C35160型机械式全自动干粉压机,其后该公司还和日本玉川机械(株)技术合作制造S系列机械式压机和T-HS系列高速压机。
3) 南京东部精密机械有限公司于1997年开始也是通过消化吸收再创造研发成功C35系列机械式全自动干粉压机。
4) 波汇众粉末机械制造有限公司于1999年开始研发FY系列机械式干粉压机。
发展至今全国已有大约40多家机械式干粉压机专业制造厂家,其中大部分集中在江、浙一带。年销售额在5 000万元以上的有宁波汇众粉末机械制造有限公司、海宁天通吉成机器技术有限公司、南京东部精密机械有限公司等。
目前,国内机械式粉末成形压机总的市场规模大约有3~4亿元,这其中国产占80%左右,其余为进口。
1.2 产品研发与技术进步
制约粉末冶金工业发展的两个主要因素是粉末材料和粉末冶金的专用设备。近年来,由于高精度、高强度、复杂形状零件产量在粉末冶金零件中所占比重增加,并将逐渐占主导地位,对粉末冶金压力机的压制精度和性能提出了更高的要求。粉末冶金压力机应具备更多的功能,完成更复杂的动作。
先前由于国内机械式粉末成形压机制造水平距国外发达国家有相当大的差距,企业开始时走了引进—消化吸收—再创造之路,经过十几年的不懈努力,发展至今已建立了比较完整的产品门类及系列。
1) 已有机械式干粉成型压机、整型压机、快速压机、旋转压机、数控压机、HVC高速压机等产品门类,压制吨位系列从1t到800t。压机的机械结构形式有偏心滑块式(类似于德国DORST型),曲柄连杆式(类似于日本YOSHIZUKA型),偏心肘杆式(类似于日本TAMAGAWA型)等。基本上国外生产的压机国内都 有同类替代机型。
2) 整体已达到国外20世纪90年代及本世纪初制造能力及水平,这其中HVC高速、高密度压制技术,压机专用多关节机器人技术,双向脱模技术,伺服仿形技术,精整压机的影像定位及测量控制技术,浮动精整技术,压机专用开放式数控系统及嵌入式PC+运动浮点控制技术等均达到或接近目前国际上机械式粉末成形压机及整形压机行业的前沿技术及水平,上述技术目前已成功地运用于粉末制品压制中。
南京东部精密机械有限公司是目前国内压机技术开发方面走在前列的厂家,至今已研发出了8大系列30多个品种,包括偏心滑块型、曲柄连杆型、偏心肘杆型机械式成形压机,标准型、冲床改造的简易型机械式整形压机,几乎涵盖了市面上所有种类。在国内率先制造出了压制吨位达到8000kN的EPM-800C型数控机械式干粉压机,该机配置可成形上三下五多层台阶产品的模架,有5个数控轴,能实现伺服送料及多轴关节式机器人取坯、称重、分拣、码垛等自动生产线压制。图 1为PM-800C型数控机械式干粉压机,该机已投入市场。

图 1 EPM-800C型数控机械式干粉压机
该公司与瑞典的合资企业希顿—东部精密机械有限公司研发出了当今世界最先进的HVC高速压机。它所运用的高速压制技术是一项低成本、高效率成形高密度(7.4g/cm3~7.8g/cm3)粉末冶金零件的新技术。HVC压机锤头速度高达2~30m/s,粉末在0.02s之内通过高能量冲击进行压制,压制时产生强烈的冲击波。通过附加间隔0.3s的多重冲击能达到更高的密度。锤头的质量和它在冲击瞬间的速度决定了压制能量的大小和材料致密的程度,其密度甚至达到了最高理论密度7.8g/cm3。图 2为HVC的基本原理示意图。
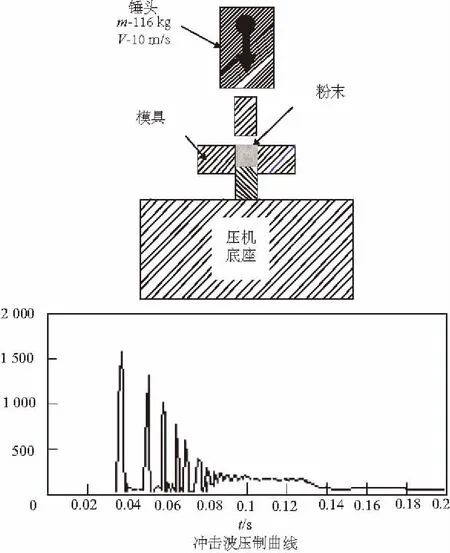
图 2 HVC基本原理示意图[1]
在成形大零件(质量高达5kg) 方面具有独到的优势,适于大批量工业生产,具有广阔的应用前景,在不远的将来其实用性将不断取得突破,图 3为HVC高速压机压制成形的齿轮。
宁波汇众粉末机械制造有限公司和海宁天通吉成机器技术有限公司是目前国内销售额最高的两家压机制造厂家。他们通过引进—消化吸收—再创造之路,分别将曲柄连杆式(类似于日本YOSHIZUKA型),偏心肘杆式(类似于日本TAMAGAWA型)压机做到了在品质上与进口机不相上下的程度,同时利用地域优势,为用户做好售前售后服务,进行个性化改造及优化,形成了大批量生产能力。
他们的产品已完全能够替代同类进口压机。
对某些特殊的粉末压制件的成形,如气门导管。扬州锻压集团有限公司的FSP系列数控高效精密粉末成形压机能够做到一模六出成形,并且保持六件很好的一致性。扬州鼎隆机械有限公司制造的气门导管专用压机,其独特的压制技术、模架结构以及送粉方式使得压制出的气门导管的密度差能够做到0.15~0.2g/cm3范围内,高出国家标准一倍以上。
在整形压机方面,南京东部精密机械有限公司研发的EPS系列精整机,运用影像定位及控制系统,配合机械手自动送料,可完成定位要求甚高的零件整形要求。由于其利用影像定位代替传统的机械定位方式,实现了定位柔性化,极大地降低了成本,同时实现了快捷化。图 4所示为影像定位及控制系统。该系统由奥地利独资的苏州—米巴精密零部件(中国)有限公司用于BMW、AUDI等高档小型乘用车的粉末冶金制品整形。

图4 影像定位及控制系统
3) 计算机控制的粉末冶金制品压力机
我国从20世纪80年代初开始,数控技术在粉末压机以及锻压设备上的应用发展很快。数控系统的控制模式从集中式控制开始,然后发展为分布式控制,相应CNC的控制系统模式有:集中式控制模式、STD总线结构的网络分布式控制模式、以ISA总线工控机为平台的分布式控制模式、计算机的虚拟分布式控制模式等。所有这些控制系统与所使用的硬件有关,随着高性能芯片的发展,性能价格比的提高,为性能更高的控制系统的开发创造了条件。
计算机的虚拟分布式控制模式是当前粉末冶金制品压机控制系统体系结构的发展方向。虚拟分布式数控系统利用高性能计算机,用软件的方法实现在分布式数控系统中用硬件实现的功能,缩小了硬件规模,降低了成本,提高了可靠性和可维护性,从而更易开发、升级和扩充。
典型的粉末冶金制品压机的控制系统选用586工控机,控制面板由8051单片机管理。系统有位置、速度控制和压力控制两个闭环控制回路。系统操作方式有调整、手动、单次、自动等四种方式。系统软件由数据处理系统,监控系统与智能控制系统组成。其中数据处理系统对输入数据进行错误检查和排除,存贮以往操作数据,统计分析关键数据,计算存储显示其平均值和方差值。监控系统监测参数有:上缸压制位置、下缸压制位置、零件质量或系统压力偏差值;智能控制系统对液压系统的电液比例位置控制系统进行智能控制。
专用压机数控系统,采用开放式结构,由嵌入式PC机辅以高质量运动控制卡,在嵌入式操作系统下编制压机控制程序、触摸屏截面等构成,具有功能扩充方便、维护简单、升级容易等特点。
为提高压机滑块运动精度,采用位置全闭环控制,在曲轴、肘杆、滑块和各浮动冲上分别装有测量曲轴位置、肘杆、滑块和各浮动冲位置的传感器,使滑块、各浮动冲在整个压机工作全程都具有高的运动控制精度。此外,在自主研发的专用数控系统上,还可以增加力反馈,以保证压制产品的质量。
4) 各企业已获得了200多项国家专利证书,其中发明专利占30%左右,并以每年20%的幅度递增。
5) 编制了国家、行业及企业标准,其中行业标准《机械式干粉压力机通用技术条件》获得了国家标准创新贡献奖。
6) 通过产、学、研合作方式,不断提高产品设计水平、工艺水平。
1.3 替代进口并出口返销
由于技术水平及产品品质的提高,目前普通的机械式干粉压机国家已基本不进口,需求由国产替代。替代同类型进口压机产品,为粉末冶金制品行业提供了高性价比(主要性能与国外相当,价格为国外的1/3~1/4)的压制成型设备,使相关制品的成本降低、品质提高,从而大大提高了市场竞争力。
目前,国产压机还已出口到了世界上30多个国家和地区,某些企业的出口值达到了总产值的1/3以上。特别是出口到了传统上压机制造强国如德国、美国、日本等国。
1.4 职业培训造就人才
伴随着国内粉末冶金制品行业的发展,机械式干粉压机制造企业也发展壮大起来,在龙头企业的带动下,多数厂家建立了自己的研发部门和加工基地,并培养、引进了专门人才。同时,为了更好地为用户厂服务,还培训了不少粉末冶金行业的工程技术人员和现场操作人员,对于引领、推动企业从使用液压机发展到机械压机,进而加快企业技术进步及产品升级换代起到了重要的作用。
2 国内外发展比较分析
国外机械式干粉压机制造业始于20世纪40年代,最早是由美国的盖斯巴尔(Gasbarre)将其制造的冲床改造成曲柄连杆式粉末压机。目前主要厂家有德国的道尔斯特(Dorst)公司,美国的盖斯巴尔(Gasbarre)、辛辛那提(Cincinnati)
日本的良冢(Yoshizuka)、玉川(Tamagawa)、上泷(Kohtaki),瑞士的奥斯特瓦尔德(Osterwalder)、SMS Meer等。
国外的压机厂家经过产业更新换代目前几乎不生产传统意义上的机械式粉末成形压机,而向产业链的高端发展,其产品技术有以下特点:
1) 高精度压制成型:精度可达微米(μm)级,代表厂家道尔斯特(Dorst)公司;
2) 数控机械液压混合式成型压机及整形压机:通过CNC控制+液压力+双肘杆机构,其特点是减少传动链,使运动平稳,传动精度高,并利用较小的液压力驱动机械双肘杆增力机构,同时不降低速度,代表厂家-日本上泷精机(Kohtaki);
3) CNC+机械传动+伺服仿形技术:机械主体传动,运用计算机控制伺服模架,利用高精度位移传感器和电液比例控制技术,能压制高精度,多台阶制品,代表厂家-德国SMS Meer;
4) 大吨位压制成型:最大压制吨位达16500kN,不但压制吨位大,且精度高并且保持性好,代表厂家-美国的辛辛那提(Cincinnati)、日本的良冢(Yoshizuka);
5) 高速、高密度压制成型技术:利用高速锤头冲击压制(30m/s),可压制密度达到7.6 g/cm3以上,代表厂家-瑞典希顿公司。
综合起来,国外先进压机在技术上具有的共同特征:
a) 压制及精整精度高,其压机及模架本身的几何精度均很高,模架多数经过冷冻处理,精度保持性好,不易变形。
b) 技术规格及参数合理、先进,工艺适应性广,基本能够满足制品厂家要求。
c) 品质上乘,尺寸及形位公差一致性好,通常其CPK值都能达到1.67。
d) 压机工作稳定,耐用度高,故障率低,大修理周期均超过20年,这与材料及热处理水平均有密切关系。
e) 技术先进:CNC闭环控制技术、电液比例伺服控制技术、专用机器人生产线运用技术、数控机械液压复合一体机技术、多层模架多台阶成型技术等均达到很高水平。该领域国际上处于领先的是欧洲的四家公司,按字母顺序为Dorst,Komage,Osterwalder,SMS Meer。这些压机大多数是以开式预应力四柱拉杆框架为基础。
2.1 CNC机械-液压混合式压机
由于伺服液压位置控制轴与适当位置编码器能使压机的轴向精度达到了机械系统无法企及的程度,同时因为混合式压机既有机械式压机的高生产率,又随着多层板伺服液压模架的进展该压机能够成形几何形状复杂的零件。图 5为SMS Meer混合式与液压式压机的比较。图中右侧所示是机械式上冲头驱动的压机,而包括模具在内的所有其他功能都是用液压驱动的。Osterwalder公司制造的混合式压机上部的主压头驱动和下部的驱动装置,后者用于拉下阴模和若阴模板与压机框架连接的话,用于下模冲组件脱出压坯。所有其他模具用模板都是由流行的闭环控制的伺服液压模架提供的。处于压制位置时,各个模冲都是支撑在可调的机械挡块上或者用液压支撑着。为支撑整个压机质量,机械挡块要有足够高的强度。
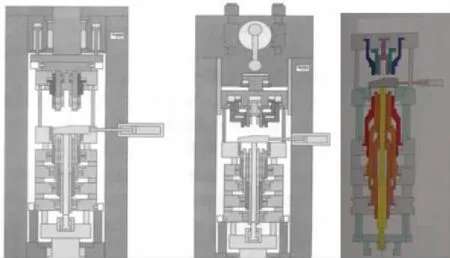
图5 全液压CNC压机与混合式压机的示意图比较,二者都使用多层板模架 (SMS Meer)
图6为Osterwalder公司的压机与模架。
混合式压机之所以适用于成形几何形状复杂的零件,这要归功于近年来多层板伺服液压模架的进展,所有液压功能都为编程提供了高度的自由度。在大多数情况下上压头的行程是模具的所有其他动作的参照基准,在压制时,模具的一切动作都应该和上压头同步于成比例。

图6 新一代压机的典型压机框架与相应的模架 (Osterwalder)
鉴于混合式压机功能优越,这种设计原理在欧洲得到了普遍认同。现在欧洲主要的粉末压机制造厂商都可提供系列的混合式压机。经过若干改进后,在吨位较小的粉末压机市场中,占主导地位是,采用机械主压头驱动和利用伺服液压驱动模冲与装粉靴的粉末压机。
图 7所示为多层板伺服液压模架在压制过程中的位置。

图7 多层板伺服液压模架在压制过程中的位置 (Osterwalder)
表 1所示现有压机的型号与其一些特性概况。所有压机都附带有像保护模具的安全垫上模冲压紧荷载,连续监控力及调节零件高度之类的上模冲功能。
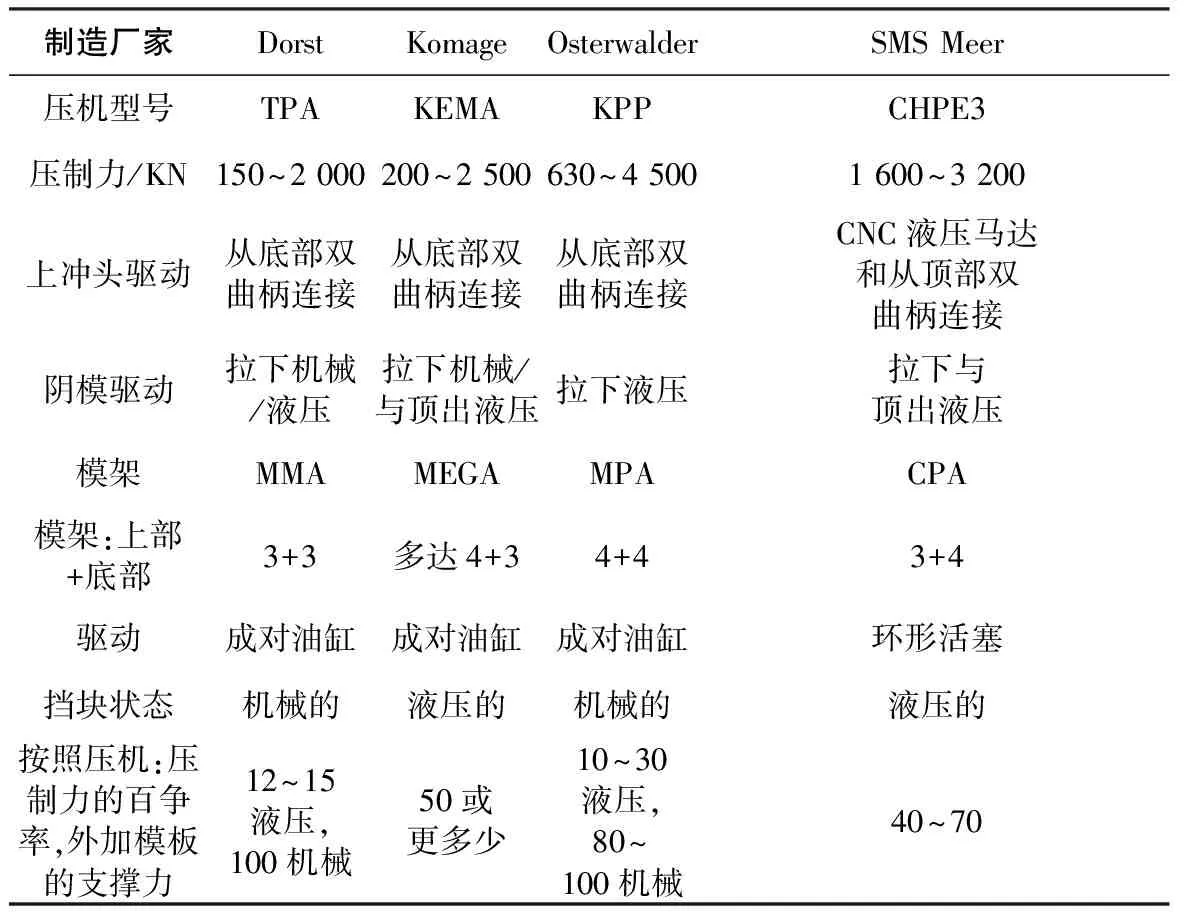
表1 多层板混合式压机
2.2 液压式压机
目前硬质合金刀片压制已改用全液压式CNC压机,这种压机的轴向精度现已达到迄今无法想象的程度,成型的刀片的全部几何形状已不再需要研磨加工。
现代液压式压机能够成形的零件压坯精度最高,形状复杂以及没有裂纹,已为整个市场采纳。以前,所有大吨位液压式压机的运行速度慢,这在生产率方面,是一个主要缺欠。近年来,压机制造厂商成功地解决了这个问题,为了使整个系统的弹性柔性最小,将所有阀都密集地紧挨着必须控制的油缸进行安装。现在,在许多情况下,其高速已可与混合式压机相竞争,这种高速通过对于上压头和模具采用低压、快速动作油缸与蓄压器实现的。实际上,粉末压制成形时的所有行程都是利用蓄压器完成的。对每个油缸所需液压动力的先期计算是减小液压式压机能耗的另外一种方法,液压式压机的能耗现已接近可与之比拟的混合式压机。这种显著进展可能是由于采用较快、功率较大的微信息处理机和利用高灵敏度伺服比例阀技术取得的。图8所示为KOMAGE公司制造的顶出式压机。
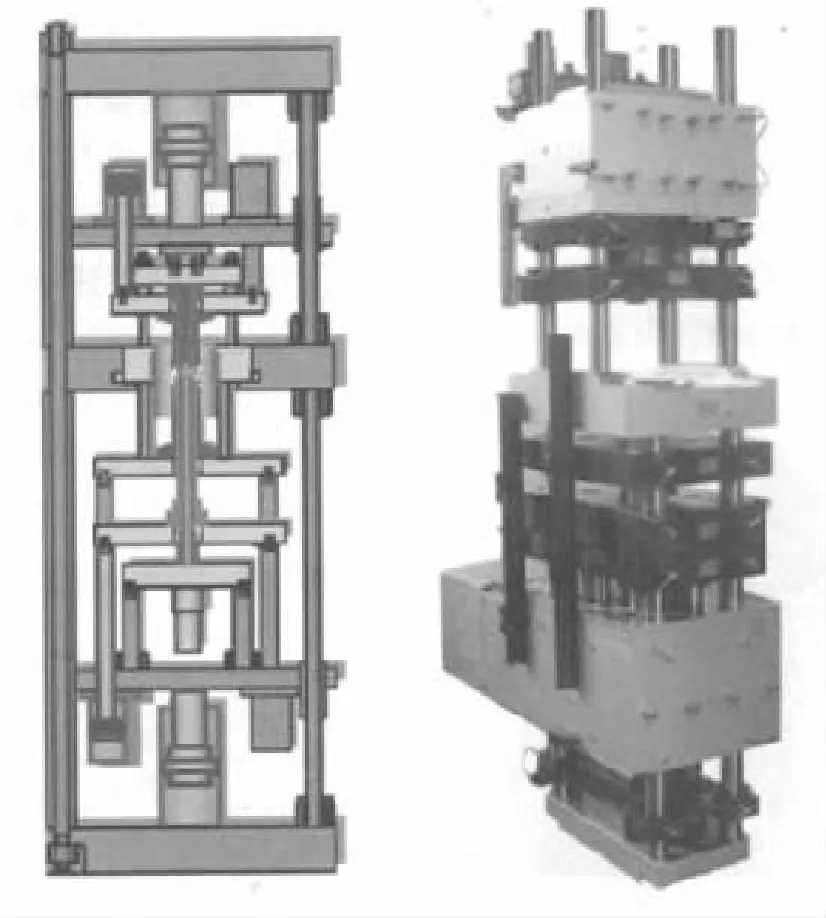
图8 顶出式压机的从动模架和顶部与下部有巨大油缸体的主动模架的比较,顶出式压机中装的所有柱塞都是操控压机框架中模架模板的。
表2汇集了CNC液压式压机与其能力的一些数据。
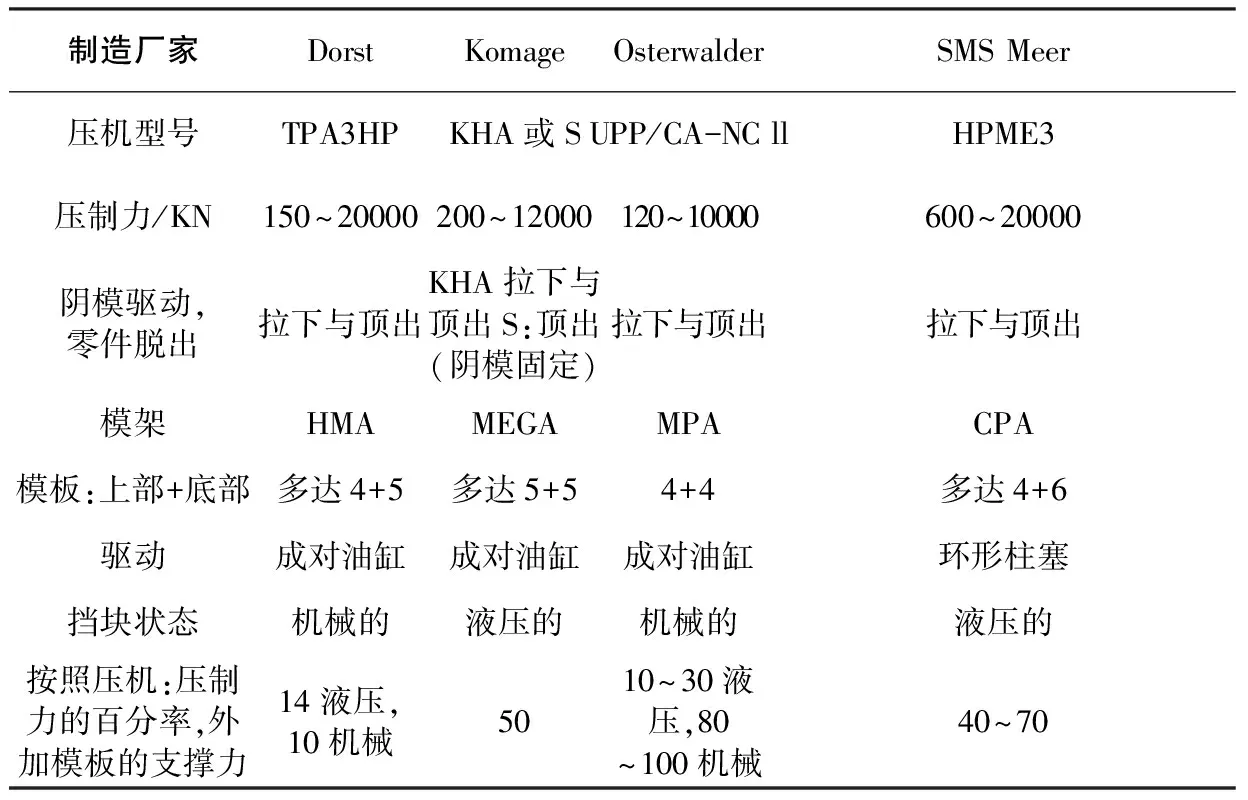
表2 液压式压机
关于伺服液压上模冲的行程,已不再需要单独的上模冲压紧载荷,这是由于用液压支撑在压制位置,每个模冲都能单独补偿所有的弹性挠曲。图9所示为Dorst公司液压式压机及多层模板。

图9 组合式多模板模架,浮动芯杆由压机控制 (Dorst)
国内制造的机械式粉末成形压机、整形压机虽经过十几年的较快发展,具备了一定的产业规模及集群效益,产品的设计水平、工艺水平、产品质量已能够满足业内对同档次产品的需求,具有较强的市场竞争力和市场占有率。但我们在技术上与国际先进水平还存在一定的差距,主要反映在:CNC控制水平,精度等级,压机的稳定性,耐用度,以及受限于国内整体制造业水平所产生的材质、热处理的落差。另外,装配水平,细节处理,表面涂装等在今后相当一段时间里仍旧会存在。
3 国内机械式粉末成形压机的展望与对策
回顾国内机械式粉末成形压机、整形压机的发展历程,取得了比较显著的成就,仅仅用十几年时间跨越了国外半个多世纪取得的进展,产品已大大缩短了与世界同类先进产品的距离,部分还取得了突破和超越。但凭心而论,在产品的先进性、实用性、耐用性等方面还有一定的差距。这要求我们必须正视自己面临的挑战,坚持技术创新和技术进步,坚持服务于制品生产制造企业,树立以市场为导向,以用户需求为最高宗旨的企业理念,通过不懈努力,尽快赶上或超过国际先进水平。
1) 瞄准当今国际上最前沿的粉末成形压制技术及理念,研制出适合国情的先进制备,缩短与发达国家的差距并形成赶超能力。如上述四家欧洲公司开发的用于CNC机械液压混合式以及CNC液压式压机及其可控冲头模架,能根据位置或压力对多达9个冲头进行快速的、准确的闭环控制,从而解决由于变形块回弹导致的压裂缝等一系列问题。
2) 加强CNC控制和具有动力源的模架研制和开发,能压制更加复杂的零件,开发新的压制方法和工艺过程。
3) 进一步深入研制和开发温压系统。日本的丰田公司(Toyota)采用2000MPa的超高压+模壁润滑技术,压制出密度达到7.84g/cm3的铁基粉末冶金机械零件。德国的Fraunhofer应用材料研究所开发出了以温压技术为基础并结合金属注射成形工艺的优点发展,关键技术是提高混合粉末的流动性,可成形形状非常复杂如垂直于压制方向的凹槽、孔以及螺纹孔等。美国的EL2TEMP、MICRO2MET温压系统及其技术运用。
4) 鼓励达到一定规模的企业,加快技术进步和产品的升级换代,重心向产业链的上游转移,研发高端、高附加值产品,带动行业技术进步。特别现在许多粉末冶金制品企业纷纷建立粉末冶金汽车机械零件生产线,由于其要求比较高,指定要进口压机。这一块的市场很大,必须争取。
5) 加强行业自律行为,克服因无序竞争、恶意竞争、自杀性竞争带来的偷工减料,以次充好,品质下降行为。恶性竞争也使得企业无法获得合理的利润,在开发上有心无力,减少了企业发展的后劲。
6) 在研发上加大投入,拥有自己的核心技术和知识产权,同时,建立自我知识产权保护机制,防止侵权行为。
7) 制定完整的国家及行业标准,指导、规范行业行为。(目前只有一项行业标准,健全后约有40多项)建立机械式粉末成形压机、整形压机标准化分委员会,提高行业影响力和话语权。
8) 利用本企业的人力成本优势,为用户定制特定产品,如高装粉、大行程压机,各种机器人技术、机械手、排坯机、码垛机等,提高市场占有率。
9) 利用本企业的地域优势,加强售后服务的及时性,经济性,通过减少用户的维修成本,(特别是“三包”期后的维修)打动用户,赢得市场。
10) 利用多种方式宣传粉末冶金成型压制设备行业及产品,克服因产业相对封闭与社会产生的距离感。争取国家及各级政府部门的关注和重视,争取在产业政策、税收减免,项目扶持,融资减息等方面予以相应地扶持。
11) 依托粉末冶金专业院所,开展产、学、研合作,提升产品档次,加快技术进步。同时注意人才的培养及梯队建设。
[1] Paul Beiss.粉末冶金零件的粉末成形压机、模架及成形能力发展趋向[J].粉末冶金工业,2011,21(5):12-20.
[2] 韩风麟.粉末冶金设备实用手册[M].北京:冶金工业出版社,1997.
[3] 沈元勋,肖志瑜,温利平,等.粉末冶金高速压制技术原理、特点及其研究进展[J].粉末冶金工业,2006,16(3):19-23.
[4] 张华诚.粉末冶金实用工艺学[M].北京:冶金工业出版社,2004.
[5] 叶途明,彭元东,易健宏,等.粉末冶金温压工艺的研究进展及其展望[J].冶金冶金材料科学与工程,2003(4):323-328.
[6] Aslund Christer.High velocity compaction (HVC) of stainless steel gas atomized powder [A].Herbert D and Raimund R.Euro PM2004 Conference Proceedings[C]: Shrewsbury UK: EPMA, 2004(1): 533-564.