烟化炉生产危险气体的形成与控制
2014-08-10刘虔,王辉
刘 虔, 王 辉
(湖南水口山有色金属集团有限公司, 湖南 衡阳 421513)
综合利用与环保
烟化炉生产危险气体的形成与控制
刘 虔, 王 辉
(湖南水口山有色金属集团有限公司, 湖南 衡阳 421513)
分析了烟化炉处理炼铅炉渣时危险气体形成的原因和种类,指出了应采取的有关安全技术控制措施。
炼铅炉渣; 烟化炉; 危险气体; 形成原因; 控制措施
1 烟化炉生产基本概况
在“氧气底吹熔炼- 鼓风炉熔炼”炼铅工艺中, 烟化炉主要用于综合回收电热前床熔渣中Zn、Pb等有价元素,有些企业直接采用烟化炉富集炉渣中的Sn、In等稀散金属。烟化炉具有金属回收率高、原料适应性强、机械化程度高、余热可利用、可用廉价的低级煤等特点,同时兼有经济和比较环保的优点,是一种目前应用较广的冶金炉。
烟化炉生产的原料是鼓风炉熔渣,燃料和还原剂是烟粉煤,工艺流程如图1所示。
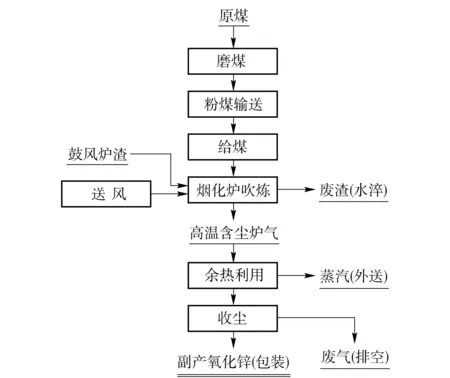
图1 烟化炉生产工艺流程图
烟化吹炼实质是一种还原挥发过程,空气和粉煤吹入烟化炉的熔渣中,燃烧后产生热量和一氧化碳,熔渣维持高温,熔渣中呈化合和游离态的氧化锌、氧化铅被还原为锌、铅蒸气挥发至炉子上部空间,当其遇到二氧化碳或吸入的空气再被氧化成氧化锌、氧化铅以烟尘状态被收集,炉渣中的铅也有一部分以硫化铅及氧化铅形态挥发。熔渣中的锡在吹炼过程中生成金属锡、氧化锡或硫化锡而挥发,锡在炉子上部再被氧化成二氧化锡。因此收集的烟尘大部分为氧化锌和氧化铅,此外,还有少量的二氧化锡及铅、锡的硫化物,及一些易挥发的稀有元素。
烟化过程可以归纳成以下三类反应:
① 燃烧反应
C+1/2O2=CO+Q
(1)
C+O2=CO2+Q
(2)
H2+1/2 O2=H2O+Q
(3)
② 金属氧化物(MeO)的还原反应
MeO+CO=Me+CO2-Q
(4)
MeO+C=Me+CO-Q
(5)
③ 挥发的金属蒸气重新氧化反应
Me+1/2O2=MeO
(6)
Me+CO2=MeO+CO
(7)
本文所述危险气体是指能够引发安全事故,危害员工健康和造成企业财产损失的有害有毒气体,如烟粉煤气粉混合物、CO等。
2 烟化炉生产危险气体的种类和形成的原因
烟化炉生产过程中形成的危险气体贯穿工艺过程的始终,然而危险气体对烟化炉生产安全的影响并未引起生产管理者和作业人员的足够重视,近些年烟化炉生产安全事故频发,广西某冶炼厂、湖南株洲某冶炼厂、桂阳某有色冶炼有限公司、水口山某厂等均发生过安全事故,给企业造成了一定的损失和负面影响。作者长期从事烟化炉的基层技术和管理工作,下面就该方面问题进行探讨。
2.1 危险气体种类
(1)烟粉煤气粉混合物,即空气和烟粉煤的混合物。烟粉煤的爆炸浓度范围与煤的成分、粒度、引火源的种类及环境条件有关,一般认为煤尘爆炸浓度极限为30~2 000 g/m3;烟粉煤与空气混合物着火温度为350~500 ℃,这种温度条件,几乎一切火源均可达到,如爆破火焰、电气火花、机械摩擦火花、瓦斯燃烧或爆炸等[1]。煤粉扬尘时也会形成气粉混合物,甚至会发生“燃爆”现象。
(2) CO。CO在空气中的爆炸浓度极限为12~74.5%[2],在空气中的自燃点为609 ℃, CO与空气混合物遇明火、炽热会引起燃烧爆炸;CO通过呼吸道进入人体后,立即与血液中的血红蛋白结合,从而使人体组织缺氧而中毒,人吸入最低致死浓度为5 000×10-6/5 min,空气中含有0.1%~0.12%的CO时,持续1 h以上会致人死亡,岗位空气允许最高浓度不得超过30 mg/m3[3]。
(3)水蒸气。水受热汽化时,体积增大1 700多倍[2],瞬间汽化,轻则会烫伤人,如果在密闭容器内发生瞬时汽化,则会发生爆炸。
烟化炉生产中出现的安全事故,绝大部分是没有控制好已形成的危险气体造成的。
2.2 危险气体形成的原因
烟化炉生产中,烟煤既作燃料又作还原剂,是形成烟粉煤气粉混合物和CO危险气体的根源。烟化炉为水(汽)冷水套或烟化炉- 余热锅炉一体化结构,生产岗位间断操作,通常冷却水强行冷却、炉体水套漏水或冷却水套浸没入熔渣等都会使水蒸气成为危险气体。
2.2.1 粉煤制备和输送过程危险气体形成的原因
粉煤制备过程中,烟煤经过热风干燥→球磨机磨煤→粉煤风机抽风→布袋室过滤将粉煤捕集,在粉煤风机抽风过程中,形成的气粉混合物可能在爆炸浓度极限范围内。
如某厂烟粉煤磨煤能力为8 t/h,粉煤风机风量为35 420~61 179 m3/h,经计算,有效磨煤时气粉混合物烟粉煤浓度为131~226 g/m3,超出烟粉煤爆炸下限浓度,其遇到火源极易爆炸。
粉煤从制备系统储仓用压缩空气输送到烟化炉体旁的中间粉煤仓。某厂中间粉煤仓8.5 m3,含固定碳45%、-200目占80%以上烟粉煤的比重约0.65 t/m3,每个中间仓粉煤实际储量约5 t,控制输送时间60~30 min/仓,压缩空气流量25 m3/h,气粉混合物烟粉煤浓度经计算为152 940~247 620 g/m3,远远超过烟粉煤爆炸上限浓度,如在泄漏的情况下,很容易转化为引起爆炸的危险气体。
吹炼时,鼓风机鼓风将中间粉煤仓储存的粉煤经过螺旋输送机输送到烟化炉内燃烧。某厂烟化炉炉床面积8.0 m2,鼓风量为14 000 m3/h,正常吹炼时间90 min,其中氧化期45 min,还原期45 min,实际操作时还原期给煤量约是氧化期的3倍(进料30 min、放渣15 min的给煤量约为氧化期的70%),每炉吹炼需用粉煤约5.2 t,经过喷嘴的气粉混合物烟粉煤浓度经计算氧化期为108 g/m3,还原期为324 g/m3(进料、放渣时为75.6 g/m3);由于一次风/二次风=3.5/6.5,只有一次风输送粉煤,一次风气粉混合物烟粉煤浓度经计算氧化期为308.6 g/m3,还原期为925.7 g/m3(进料、放渣时为216 g/m3)。这一系列输送过程,气粉混合物烟粉煤浓度均在爆炸浓度极限范围内,生产过程中遇到火源即可产生爆炸。
煤粉如遇热空气或明火极易产生自燃,若在煤仓储存时间过长,由于其表面积大,碳与空气中的氧缓慢发生化学反应,放出的热量如果不能及时释放而积聚,导致局部温度越来越高,可能达到粉煤燃点而产生明火,着火的煤粉遇到扬尘或通风时,有可能形成达到爆炸浓度极限的气粉混合物而产生爆炸。
2.2.2 炉内CO形成危险气体的原因
正常生产时,在中间粉煤仓不出现操作失误的情况下可以使气粉混合物受控燃烧, 烟化炉内CO浓度处于工艺受控状态,生产过程不会出现危险。但是,烟化炉放完渣停煤时间不长,一次风管和混合箱内残存粉煤喷到炉膛内因停止鼓风而发生不完全燃烧,此时如果停止抽风,产生的CO不能被及时抽走,空气和CO比重非常接近,CO难以快速扩散到炉膛上部空气中而导致局部积聚,CO在炉膛局部浓度可能达到12%以上,从而形成危险气体,遇到明火便产生爆炸。停止鼓风、抽风状态下,烟化炉内CO形成过程如图2。
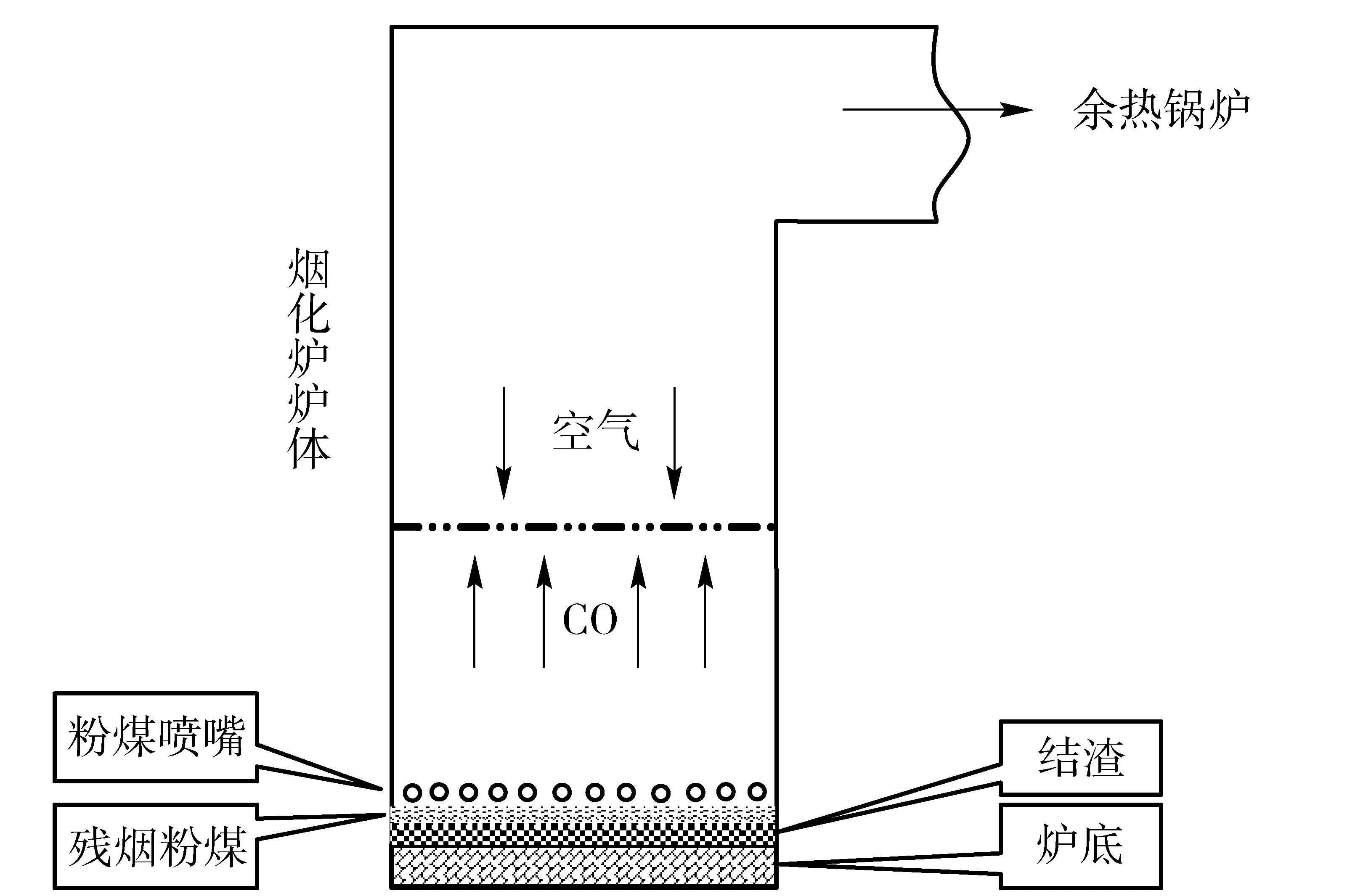
图2 CO形成过程示意图
2.2.2.1 停止鼓风、抽风状态下烟化炉内CO浓度达到爆炸浓度极限时所需残煤量
某厂烟化炉炉床面积8.0 m2,炉膛净空高度9.5 h,假设炉膛中燃烧残煤CO浓度全部达到12%,则:
CO气体量=[12%/(1-12%)]×炉膛容积
=[12%/(1-12%)]×8.0×9.5
=10.364(m3)
在近似标态下1 mol的CO为22.4 L,则:
需要C含量=[(10.364×103)/22.4]×12
=5 552(g)
忽略挥发份含碳量,换算固定碳为45%的烟粉煤量,则:
烟粉煤量=5 552/0.45=12 338(g)
特别强调:炉膛局部CO浓度要达到12%,残煤量远低于12.338 kg即可满足要求,这在中间粉煤仓停煤过晚、输送管道和混合箱残煤过多时很容易实现。如果炉膛局部CO产生爆炸,破坏力也十分惊人。
2.2.2.2 CO浓度积聚形成危险气体的前提条件
在收尘系统通风良好的情况下,粉煤在炉膛燃烧很难形成危险气体,因为产生的CO很快被吸风稀释。但下述情况极易形成危险气体,导致发生CO中毒或爆炸事故:
(1)收尘抽风机人为停机或故障停机,导致CO积聚。
(2)进料档板没有打开,炉内CO不能及时对流抽走。
(3)放渣孔没有捅穿,炉内CO不能及时对流抽走。
上述第(1)种情况发生时最容易产生危险气体,甚至可能使CO外溢到操作场所导致操作人员中毒,或在出现明火的情况下发生爆炸。
2.2.2.3 可能出现明火的情况
无论是烟粉煤气粉混合物还是CO,即使达到爆炸浓度极限,也只有在出现明火的情况下才能发生爆炸。出现明火的情况通常有以下几种:
(1)炉膛上部内壁挂渣掉落砸到炉底,而炉底熔渣未完全结固,直接砸出红渣,导致出现明火,这种现象几乎不能控制。
(2)炉内发水冷却时炉底熔渣未完全结固,沸腾的水蒸气将表层熔渣结固层冲裂,导致里面灼热熔渣露出,这种现象容易被忽视,这是很多爆炸往往在炉膛发水冷却和清理放渣口时发生的根本原因。
(3)人为点火、吸烟等。
(4)电气火花。
(5)机械摩擦。
需要指出的是:第(1)、(2)种情况实际生产中控制难度大,主要是通过控制CO局部积聚来规避安全风险;第(3)、(4)、(5)种情况通过加强管理完全可以避免。
2.2.3 冷却水产生水蒸气形成危险气体的原因
烟化炉炉膛熔渣温度达1 150~1 250 ℃,通常是间断性生产,岗位操作也具有间断性,如进料→放渣→清理进料溜槽→清理放渣孔和渣槽→转入下一炉进料吹炼,其中清理进料溜槽、清理放渣孔和渣槽均要采用强行发水冷却方式,水量控制不当可能流入炉膛导致出现明火或水蒸气直接伤人;生产过程中发现炉体水冷水套缺水发红,如果立即通水,最先进入的冷却水可能快速转化为水蒸气,体积迅速膨胀,轻则导致水套变形,重则产生爆炸;如果水套浸没入高温熔渣内,水套内冷却水瞬时转化为水蒸气,体积急剧膨胀将产生爆炸。
3 安全技术控制措施
根据上述分析,有针对性地采取安全技术控制措施,可以有效地消除或控制危险气体。
3.1 加强安全技术培训,建立动火审批制度
粉煤制备系统、粉煤输送管道、粉煤储存仓等设备设施检修不能擅自动火,否则可能引起严重后果;必须确认动火部位无气粉混合物、无残煤,对焊渣实行隔离控制,保持在微负压状态下作业,消除可能存在的安全隐患,否则必须将粉煤清理干净,或采取必要的安全措施。为了确保以上安全技术措施到位,必须建立动火审批制度,经过车间、维修工、安全部门甚至厂领导批准,确认安全和应急处理措施到位后,才能动火。
3.2 保证炉体内外通风畅通,防止CO积聚
保证烟化炉收尘风机正常运转、使炉内吸风,是防止CO积聚最有效的手段。经调查,烟化炉出现的安全事故大多是收尘风机停止运转引发的,如果停炉时间不长,在烟化炉炉体内外作业均要开启收尘抽风机,防止CO积聚。
收尘抽风机出现故障停机时,最好能够自动向中控室报警,并与炉前操作岗位轴流风扇自动联锁启动。如故障不能立即排除,立即通知炉前放渣,检查操作岗位轴流风扇是否开启,加强通风,防止CO在操作岗位积聚;禁止作业人员在炉体周围没有通风措施的场所逗留,此时安排专人现场指挥、检查;紧急放渣停止向炉内供应粉煤后,继续鼓风一段时间,防止CO积聚,但风量可以酌情减少,直到收尘抽风机故障已经排除。特别指出:正常生产时一次风先停煤3~5 min之后才能停风。有些厂家在一次风管转弯处设置混合箱以减轻管道磨损,但为了防止残煤过多并增大阻力损失,应控制混合箱大小和数量。
3.3 控制粉煤质量和贮存时间
粉煤质量控制在:挥发份16%~21%、固定碳40%、-200目以下不少于80%。尽管优质烟煤可以提高吹炼效果,但是在粉煤制备、输送、储存过程中更容易发生摩擦自燃,严重时甚至引起爆炸,所以中等质量烟煤即可。粉煤仓中的粉煤不宜储存超过半个月,原煤储存仓中的原煤要及时使用、更新,堆煤过多、过久应采取篾筒通风等措施。
3.4 加强岗位操作,保证冷却操作及设备设施安全
烟化炉通常采用渣包吊运熔渣经溜槽入炉的进料方式,溜槽内结有一层渣壳,下一炉进料前必须先用水冷却清理渣壳,该操作存在安全隐患,宜采用喷淋水冷却,尽量避免水流入炉膛;放渣完成后,及时用水冷却清理渣口和渣槽,且尽量避免水流入炉膛;考虑到放渣的安全性,尽量减少冰铜入炉吹炼,避免硫化物氧化不彻底导致放渣冲炮;生产过程中出现炉体水冷套缺水发红时,严禁立即通水冷却,应紧急放渣待水套冷却后再供冷却水;加固炉体水套连接,防止水套掉入炉膛或浸没入熔池内。
3.5 设置可燃气体浓度报警器
在炉体周围操作场所设置烟粉煤气粉混合物、CO等可燃气体浓度报警器,这也是企业安全标准化和HSE管理体系创建要求。
3.6 杜绝人为操作失误
中间粉煤仓操作失误,会导致瞬间大量粉煤涌入炉内,造成喷火甚至爆炸事故。因此,必须对从事中间粉煤仓进煤、给煤操作的工人素质严格把关,加强培训,建立操作资质准入制度。
4 结语
尽管烟化炉生产过程中对烟粉煤气粉混合物和CO等危险气体难以实行全过程定量检测,但只要加强预防,安全技术控制措施到位,烟化炉是可以实现安全生产的。
[1]煤粉制备培训资料[EB/OL]. http:∥www.doc88.com/p-082717317642.html.
[2]中国安全生产协会注册安全工程师工作委员会,中国安全生产科学研究院. 安全生产技术(2011版)[M]. 中国大百科全书出版社,2011.
[3]CO安全技术规程[EB/OL]. http:∥wenku.baidu.com/view/f83781b165ce050876321351.html.
Formingreasonandcontrolofhazardousgasfromfumingfurnaceproduction
LIU Qian, WANG Hui
The forming reason and types of hazardous gas from the treatment of lead smelting slag with fuming furnace were analyzed, and the control measures for safety technology that should be adopted were pointed out in this paper.
lead smelting slag; fuming furnace; hazardous gas; forming reason; control measures
刘虔(1967—),男,湖南衡阳人,本科学历,健康安全环保室主任。

TF812
B

