浆网速变化对纸张物理性能的影响
2014-08-09张方东裴继诚周程熙
张方东 裴继诚 李 静 刘 苇 周程熙
(天津科技大学天津市制浆造纸重点实验室,天津,300457)
动态纸张成形技术是模拟高速长网造纸机的生产条件、抄造与纸机生产的纸张物理性能非常相似纸张的过程。动态纸张成形器作为传统的手抄片抄造系统和中试纸机生产的一个中间阶段,可以利用较少量的浆料抄造出足够的纸张,方便用于后续的涂布、压光以及评价印刷性能等。相关研究利用动态纸张成形器考察添加高得率浆对低定量涂布纸性能的影响[1-2];加填和白水循环对含高得率浆成纸性能的影响[3],并通过改变喷嘴喷射次数考察加填后定量的变化,抄造的纸张具有明显的纵横向性能。
在动态纸张成形器抄造纸张过程中,成形器搅拌桶内分散均匀的浆料经过浆泵加压,由成形筒内的一个上下往复直线运动的喷嘴喷射到网上,经过离心脱水形成纸幅。其中成形桶的转速 (即网速)及喷浆的速度和喷嘴的角度可以自由调整,即可调整浆网速比和着网点。浆料高速喷在旋转的成形网上时会产生较大的扰动和剪切力,如同纸机上的生产,不同的抄造条件会使纤维在纸张中的分布方向不同[4]。TR Hess等人[5]利用动态纸张成形器研究得出网部形变、干燥过程以及纤维偏移会对抗张挺度取向 (TSO)和纤维分布产生不同的作用效果。
超声波测量作为一种非破坏性、快速、用于测量物体弹性性质的测量方法,目前已广泛用于制浆造纸上来评估设备和产品的性能,解决工厂实际生产问题[6-8]。纸张抗张挺度取向测试仪 (Tensile Stiffness Orientation Tester,TSO测试仪)是利用超声波测量纸张在圆周各方向的抗张挺度,快速回归纤维在纸张中的定向分布。采用TSO测试仪不仅能得到纸张纵、横向的抗张挺度指数 (Tensile Stiffness Index,TSI),还能直接地测试到纸张的抗张挺度取向角 (Tensile Stiffness Orientation Angle,TSOAngle)(测试结果见图1),通过TSI和TSO数据可以获取生产过程中的动态信息,来调整纸机以优化纸张强度、成本以及其他质量参数[6,9]。

图1 TSO测试仪测量所给出的极坐标图
国内对TSO测试仪的测试原理、测试方法及影响因素进行了一定的介绍[10-12],并利用TSO测试仪对新闻纸[13]、涂布灰底白纸板[11]的TSO性能参数进行测定,对纸机的运行性能进行调整优化。国外研究[14]得出涂布原纸生产过程中,浆网速差在-3 m/min,TSOAngle为+1.7°时获得最低的卷曲 (2 m-1)和最佳匀度 (7.8%)效果。
本实验通过改变动态纸张成形器在抄造过程中浆网速比,考察对成纸物理性能的影响;同时利用TSO测试仪对纸张的TSO性能参数进行测定,分析不同浆网速下TSI和TSOAngle的变化规律。
1 实验
1.1 实验原料
漂白硫酸盐针叶木浆:智利银星牌商品浆。
1.2 实验仪器
No.2505瓦利打浆机,日本KRK公司制造;动态纸张成形器,FDA法国TECHPAP公司制造;150 TSO测试仪,瑞典L&W公司制造;066抗张强度测定仪,瑞典L&W公司制造;166透气度测试仪,瑞典L&W公司制造;LAD07匀度仪,加拿大OPTEST公司制造。
1.3 实验方法
1.3.1 浆料准备
取360 g绝干漂白硫酸盐针叶木浆板浸泡4 h后,根据GB/T 24325—2009采用瓦利打浆机打浆,目标打浆度 45°SR。
1.3.2 纸张抄造
采用动态纸张成形器在不同浆网速条件下 (如表1、表2)抄造纸张,浆浓0.3%,纸张定量为60 g/m2。

表1 网速条件设定

表2 喷浆速度计算
1.3.3 纸张物理性能测试
纸张在温度为 (23±1)℃,相对湿度为 (50±2)%(即标准恒温恒湿条件)的条件下平衡处理一定时间,根据相应标准方法分别测定纸张的定量(GB/T 451.2—2002),厚度 (GB/T 451.3—2002),抗张强度 (GB/T 12914—2008),透气度 (GB/T 458—2008)等性能。
采用加拿大OPTEST公司的LAD07匀度仪测试纸张的匀度,测试面积980 mm2。LAD07匀度仪是根据不同定量的纸张对可视光吸收程度的不同,测量纸张定量的微区分布,进而计算求出纸张的匀度指数。仪器采用卤素光源输出可视光 (380~740 nm)的全部波长,调整光强使透过纸样后形成的总灰度值在(128±3)GL(Grea level),通过一个高分辨率的CCT摄像机采集图像,经软件分析得出纸张的匀度性能,主要测试指标包括匀度指数、对比强度、比周长以及斑点尺寸等。其中匀度指数是基于比周长和对比强度的比值关系计算得出;比周长与斑点在纸张中的尺寸分布有关,通常情况下絮体或颗粒越小,比周长越大,纸张形貌越好;对比强度根据光密度的变异系数计算得出,数值越小匀度越好。

图2 浆网速变化对纸张纵向TSI的影响
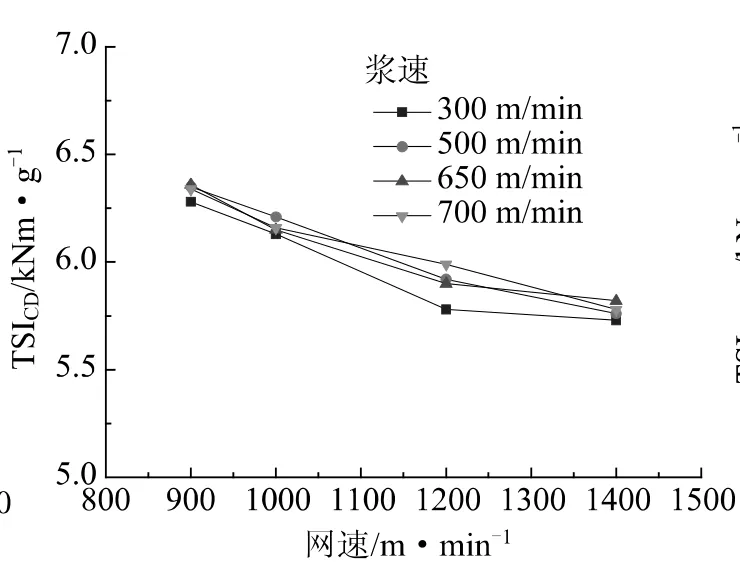
图3 浆网速变化对纸张横向TSI的影响

图4 浆网速变化对纸张TSIMD/CD的影响
1.3.4 TSO测试
采用 TSO测试仪测定纸张的 TSOAngle、TSIMD、TSICD和 TSIMD/CD。
2 结果与讨论
2.1 TSO测试分析
对于大多数纸种,TSIMD曲线分布是接近水平的,TSICD曲线形状应为上凸的“弓形”;造纸机正常运行时,最大和最小TSIMD值偏差应在5% ~10%范围内,TSICD最大值与最小值之间的偏差通常在10% ~20%内[6]。采用动态纸张成形器抄造的纸张TSIMD和TSICD沿纸幅分布相对均匀,测试多点取平均值作为相应浆网速下纸幅的 TSI值,不同浆网速条件下 TSIMD和TSICD的检测结果如图2和图3所示。
从图2和图3可以看出,当浆速一定,网速由900 m/min增大为1400 m/min过程中,TSIMD逐渐增大,TSICD逐渐减小;当浆速为300 m/min时,TSIMD值由13.24 kNm/g增加为15.8 kNm/g,而 TSICD由6.28 kNm/g减小为5.73 kNm/g。当网速一定,随着浆速的增大,TSIMD逐渐减小,TSICD逐渐增大;浆速由300 m/min增加到700 m/min的过程中,TSI变化幅度相比网速变化条件下要小。
图4为不同浆网速下纸张TSIMD/CD的结果。纸种不同,需要控制的 TSIMD/CD比值也不同,通常TSIMD/CD比值控制在1.1~5.0之间,比值1.1适合纸袋纸,比值5.0适合新闻纸。由图4可以看出,在实验条件下,TSIMD/CD值介于2~3之间;浆速一定时,TSIMD/CD随着网速的提高成增加趋势;当网速一定时,TSIMD/CD随着浆速的增加成降低趋势。
在生产过程中,TSI与浆料的性质、浆网速差、压榨和干燥等条件有关。在实验过程中,所选浆料种类及压榨、干燥等条件相同,浆网速的变化是影响TSI的主要因素。浆网速差是形成剪切力的最初动力,无论浆速超前或滞后于网速,浆网速差越大,形成的剪切力越大,沿造纸机纵向排列的纤维就越多,纸张 TSIMD和 TSIMD/CD值越大。实验设定浆速由300 m/min增加到700 m/min,喷浆速度低于网速,为拖浆状态下运行,纤维更多取向于造纸机纵向排列。在浆速为300 m/min,网速为1400 m/min时,TSIMD和TSIMD/CD值最大,分别为15.8 kNm/g和2.74。
TSOAngle不仅与纸张在抄造过程中产生的应力和应变有关,还与纤维定向有关,纤维的定向可以在很大程度上影响纸张质量和造纸机的运行性能[15]。在实验过程中,仅改变网速和喷浆速度,控制压榨、干燥条件和切纸方式一致,沿成形网运行方向测试(纸机纵向),结果如表3所示。
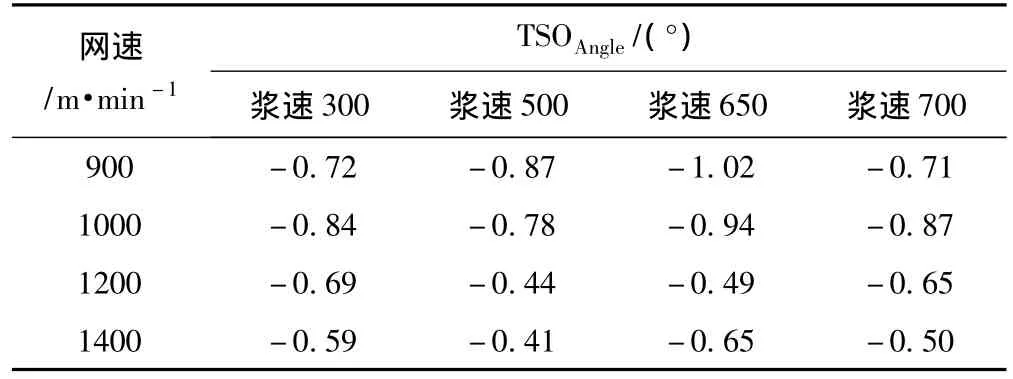
表3 不同浆网速下纸张TSOAngle
由表3可知,TSOAngle基本都在-1°以内,说明TSIMax几乎位于造纸机纵向,在实验条件内通过改变动态纸张成形器的浆网速对TSOAngle影响不大;TSOAngle为负值,说明TSIMax略微偏离纵向。原因是在纸张成形过程中,由成形筒内的喷嘴上下往复直线运动将浆料喷射到成形网上,由于网的牵引力和浆料的本身的重力作用使纤维取向向下偏移,纸张抗张挺度的最大值不在纸机纵向,而是具有一定的角度 (见图5)。

图5 重力作用对纤维取向的影响
2.2 浆网速变化对紧度和透气度的影响
表4和图6分别为不同浆网速对纸张紧度和透气度的影响。从表4、图6可知,随着网速的增大,纸张的紧度增大,透气度减小。浆速为300 m/min时,网速由900 m/min增大为1400 m/min过程中,紧度由0.57 g/cm3增大为0.61 g/cm3,透气度由5.28 μm/(Pa·s)减小为2.33 μm/(Pa·s);当网速一定,改变浆速时纸张的紧度和透气度变化不明显。纸张的紧度与纤维的物化特性、打浆程度、加填和施胶、网部脱水成形工艺、压榨、干燥、压光等因素有关。在纸张成形过程中,随着网速的提高,纸料上网时受到剪切作用增强,能促使纤维更好地分散,纤维更易沿着纸机的方向排列;纸张在强制干燥时,横向收缩增大,紧度增加。透气度主要受紧度的影响,紧度越大,透气度越小。
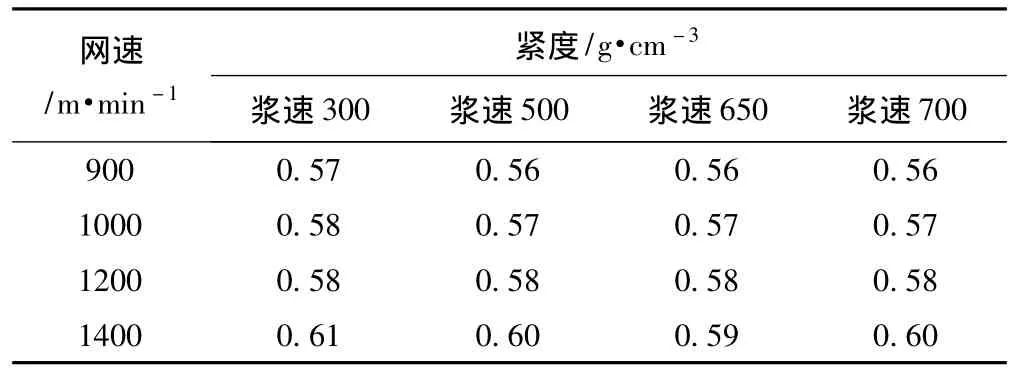
表4 浆网速变化对紧度的影响

图6 浆网速变化对纸张透气度的影响
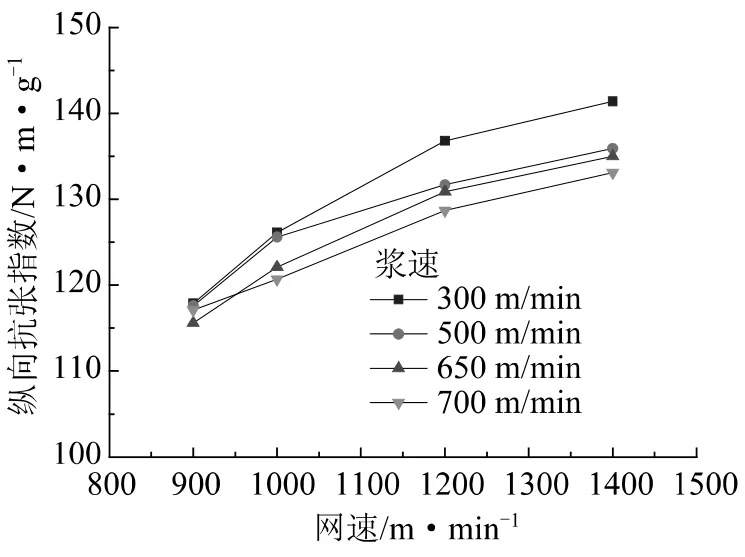
图7 浆网速变化对纸张纵向抗张强度的影响

图9 浆网速变化对纸张纵横向抗张强度比值的影响
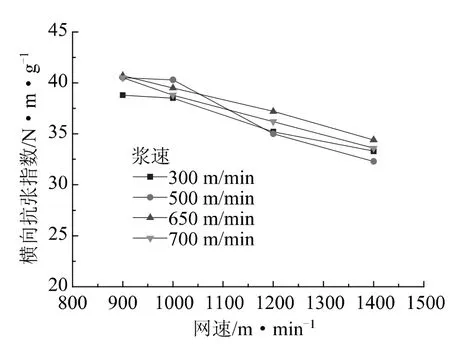
图8 浆网速变化对纸张横向抗张强度的影响
2.3 浆网速变化对抗张强度的影响
图7、图8为浆网速变化对纸张纵、横向抗张强度的影响。纸张的抗张强度主要取决于纤维间的结合程度,较好的结合有利于纸张抗张强度的提高。随着浆网速差的增大,纵向纤维分布数量增加,纤维间结合程度提高,在测定纸张纵向抗张强度时,单位断裂面积上受力的纤维数量增加,纸张的抗张强度增加。而在纸张的横向,处于应力状态的纤维数量减少,纸张的抗张强度降低。从图7和图8可以看出,当浆速固定,随着网速的增大,纸张的纵向抗张指数逐渐提高;当网速固定,随着浆速的增大,纸张的纵向抗张指数逐渐减小;浆网速差越大,纵向抗张指数越高。横向抗张强度变化规律与纵向的结果相反。
图9为不同浆网速下纸张纵、横向抗张指数比值。由图9可以看出,在实验条件下,纵横向抗张指数比值介于3~5之间;当浆速或网速一定时,浆网速差越明显,纵横向抗张指数比值越大,当浆速为300 m/min、网速为1400 m/min时,纵横向抗张指数比值为4.25。
抗张能量吸收 (TEA)是评价纸张强韧性的重要指标,用纸张拉伸到断裂时应力应变曲线下的面积来表示。纤维的定向性极大地影响了纸张的纵向和横向断裂韧性的差别。随着浆网速差的增大,在纸张纵向,单位断裂面积上受力的纤维数量增加,单根纤维所受到的应力减小,故纸张的断裂韧性增加。在纸张的横向,处于应力状态的纤维数量减少,单根纤维所受到的应力增加,横向断裂韧性降低。浆网速变化对纸张TEA的影响如图10和图11所示。从图10和图11可以看出,随着网速的增大,纸张的TEAMD逐渐提高,TEACD逐渐减小,浆速变化对纸张 TEAMD和 TEACD影响不明显。
2.4 纸张匀度分析

图10 浆网速变化对纸张TEAMD的影响

图11 浆网速变化对纸张TEACD的影响
纸张匀度是指纸张中纤维及填料、胶体等固体成分的分布均匀程度,包括纤维的分散程度、纤维的空间定向程度和方式,以及固体组分的靠紧程度。它是评价纸张质量一个重要的物理指标,影响到几乎所有的物理和光学性质的平均值和数值的均一性。纤维絮聚是导致匀度变差的主要原因之一[16],在纸张成形过程中,随着浆网速差的增大,纸料上网时受到的剪切作用增强,能促使纤维更好地分散,纤维絮聚的数目、大小和面积减小,匀度指数提高 (见表5),当浆速为300 m/min、网速为1400 m/min时,纸张的匀度指数最大为112。

表5 浆网速变化对纸张匀度的影响
3 结论
3.1 利用动态纸张成形器可以模拟高速长网造纸机浆网速条件抄造出不同纵横向比的纸幅,在实验设定的浆网速范围内,通过对纸张的抗张挺度取向(TSO)检测得出:当浆速一定,随着网速的增大,纵向抗张挺度指数 (TSIMD)和纵横向抗张挺度指数的比值 (TSIMD/CD)逐渐增大,横向抗张挺度指数(TSICD)逐渐减小;当网速一定,随着浆速的增大,TSIMD和TSIMD/CD逐渐减小,TSICD逐渐增大;浆网速差越大,形成的剪切力越大,沿纸机纵向排列的纤维就越多,纸张 TSIMD和 TSIMD/CD值越大;在浆速为300 m/min,网速为1400 m/min时,TSIMD和TSIMD/CD值最大,分别为15.8 kN·m/g和2.74。
3.2 纸张纵横向抗张强度变化趋势与TSI变化趋势相一致。随着网速的增大,纸张纵向抗张能量吸收(TEAMD)逐渐提高,TEACD逐渐减小,而浆速变化对纸张纵横向TEA影响不明显。
3.3 纸张紧度和透气度检测结果表明:当浆速一定,随着网速的增加,纤维更易沿着纸机的纵向排列,纸幅在强制干燥时,横向收缩增大,纸张的紧度增加,透气度降低;改变浆速,纸张紧度和透气度变化规律不明显。匀度测试结果表明:浆网速差越大,纤维得到更好地分散,纸张匀度越高。
[1] Kaitang Hu,Yonghao Ni,Yajun Zhou,et al.Substitution of hardwood kraft with aspen high-yield pulp in light weight coated wood-free paper.I:Synergy on base stock properties[J],Tappi Journal,2006,5(3),21.
[2] Kaitang Hu,Yonghao Ni,Xuejun Zou.Substitution of hardwood bleached kraft pulp with aspen high-yield pulp in light weight coated wood-free papers.Part II.Impact on coated paper quality[J],Tappi Journal,2007,6(1),26.
[3] Hongjie Zhang,Zhirun Yuan,Daniel Gilbert,et al.Use of a Dynamic Sheet Former(DSF)to Examine the Effect of Filler Addition and White Water Recirculation on Fine Papers Containing High-Yield Pulp[J].Bioresources,2011,6(4),5099.
[4] Anczurowski E,Jones A Y,Rutland D F.Simulation of fourdrinier paper machine forming in the laboratory[J].Pulp and Paper Canada,1983,84(12):283.
[5] TR Hess,PH Brodeur.Effects of Wet Straining and Drying on Fiber Orientation and Elastic Stiffness Orientation[J].J.Pulp and Paper Sci.,1996,22(5):160.
[6] Gunnar Lindblad,Thomas Fürst.The ultrasonic measuring technology on paper and board[R].Lorentzen & Wettre,2001.
[7] Johan Sandstrom,Magnus Titus.Field experience in prediction of corrugated board strength with ultrasonic testing[J],Tappi Journal,1995,78(10):19.
[8] Bruce Kopkin.On-line measurement of strength and elastic properties of a running paper web[J].Tappi Journal,1999,82(5):137.
[9] Loewen S,Foulger M.TSO and fibre orientation:an introduction[J].Pulp& Paper Canada,2002,103(5):42.
[10] Sun Guangwei,He Beihai,Hou Yi,et al.The Principle and Application of Tensile Stiffness Orientation(TSO)Tester[J].Paper Science& Technology,2003,22(6):101.孙广卫,何北海,侯 轶,等.纸页抗张挺度测定仪的原理及应用[J].造纸科学与技术,2003,22(6):101.
[11] WANG Lijun,YU Hai,LUO Lingzhi,et al.Optimization of paper machine runability with the help of tensile stiffness orientation measurement[J].China Pulp & Paper Industry,2012,33(22):38.王立军,于 海,罗灵芝,等.测定纸张的抗张挺度取向性能调整纸机的生产[J].中华纸业,2012,33(22):38.
[12] HAN Lili,WANG Haiyi.On-line Application of Ultrasonic Measuring Technology[J].Paper Science & Technology,2008,27(5):32.韩丽丽,王海毅.超声波TSO仪测量技术的在线应用[J].造纸科学与技术,2008,27(5):32.
[13] HOU Yi,LI You-ming,HE Bei-hai.Optimizing the Quality of Newsprint with Tensile Stiffness Orientation[J].China Pulp & Paper,2004,23(11):31.侯 轶,李友明,何北海.利用抗张挺度取向优化新闻纸质量的研究[J].中国造纸,2004,23(11):31.
[14] Juraj Gigac,Mária FišErová.Effect of Velocity Geadient on Papermaking Properties[J]. Cellulose Chem. Technol.,2010,44(9),389.
[15] WEN Biao,ZHANG Dong-ji,GUO Yong-wei.Analysis of Layered Fiber Orientation and Z-Directional Distribution of Filler and Starch on LWC and Pigmented Paper[J].China Pulp & Paper,2006,25(10):1.文 飚,张栋基,郭勇为.轻涂纸和颜胶纸纤维分层定向与填料、淀粉 Z向分布的检测分析[J].中国造纸,2006,25(10):1.
[16] YANG Bojun.Evenness of paper sheet[J].China Pulp & Paper Industry,2004,25(3):32.杨伯钧.纸的匀度[J].中华纸业,2004,25(3):32. CPP