电磁搅拌参数对电磁扭矩的影响
2014-08-08马忠存吴华杰熊洪进
郭 鑫 马忠存 岳 峰 吴华杰 熊洪进
(1.北满特殊钢有限责任公司技术中心,黑龙江161041;2.北京科技大学冶金工程研究院,北京100083)
电磁搅拌技术在铸坯液相穴内钢水中所产生的强制循环流动强化了固液界面的对流换热,有助于液相穴内钢液热量的迅速散失,并降低了液相穴内的温度梯度,从而有利于铸坯内部等轴晶的形成和生长,能够提高铸坯的等轴晶率、细化凝固组织、改善夹杂物分布并促进成分均匀。而且它还具有不直接接触金属熔体,对金属熔体无污染等优点,成为促进铸坯凝固组织细化及均质化必不可少的技术措施之一[1~4]。
随着对钢铁产品质量要求的不断提高及新钢种的开发,在现有工艺条件下更加需要充分发挥电磁搅拌的冶金功能。为此,我们对连铸机的电磁搅拌性能进行了研究。在连铸电磁搅拌的搅拌性能中,扭矩是最能体现综合性的参数,可作为衡量搅拌能力强弱的最佳指标[5~7]。对磁场的控制通常是通过调节电流和频率进而改变磁场的扭矩来实现的。本文研究了结晶器和末端电磁搅拌的表观参数(电流强度和频率)与电磁扭矩的关系。这对改善铸坯质量、降低电耗具有重要的指导意义。
1 试验方法
三机三流大圆坯连铸机的结晶器电磁搅拌、
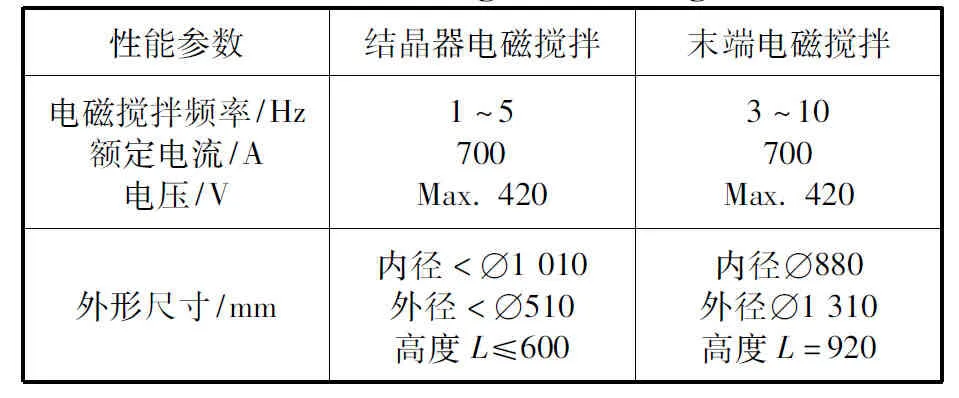
末端电磁搅拌的主要性能参数见表1。
试验采用扭矩仪测量电磁扭矩,测量位置分别是3流的结晶器中心线离上口800 mm处和末端电搅中心位置。
2 结果与分析
2.1 结晶器电磁搅拌参数与电磁扭矩的关系
结晶器电磁搅拌不同参数下的扭矩测试结果见表2,结晶器电磁搅拌扭矩与电流强度的关系如图1所示,结晶器电磁搅拌扭矩与电流频率的关系如图2所示。
由表2可以看出,对于圆坯连铸机的结晶器电磁搅拌,在试验参数范围内,电磁扭矩在(1~7) N·cm之间。
由图1、图2可知,电磁扭矩随着电流强度的增加而增加,且增加幅度变大,电流每增加100 A,电磁扭矩相应的增加(1.4~2.2)N·cm;扭矩随着频率的增加也增加,但增加幅度相对电流的影响较为平缓。在试验过程中,结晶器电磁搅拌最大电流只能调至450 A,低于设备设计值。考虑到该连铸机的特殊性,最佳电流的选择需要根据不同电搅参数下的铸坯质量而定。
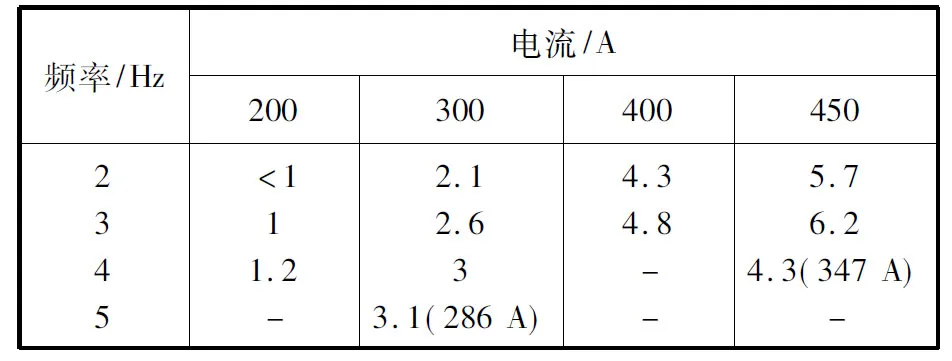

图1 结晶器电磁搅拌扭矩与电流强度的关系Figure 1 Relation between current and torque for M-EMS
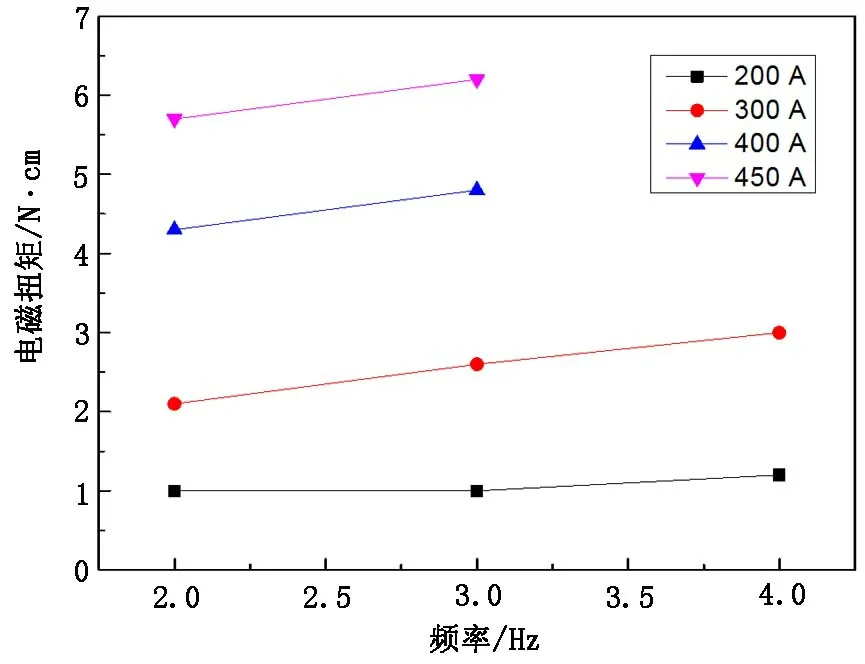
图2 结晶器电磁搅拌扭矩与电流频率的关系Figure 2 Relation between frequency and Twisting Moment for M-EMS
2.2 末端电磁搅拌参数与电磁扭矩的关系
末端电磁搅拌不同参数下的扭矩测试结果见表3,末端电磁搅拌扭矩与电流强度的关系如图3所示,末端电磁搅拌扭矩与电流频率的关系如图4所示。

表3 末端电磁搅拌扭矩测试结果(3流)/(N·cm)Table 3 Test result of twisting moment for F-EMS (3 Flow)
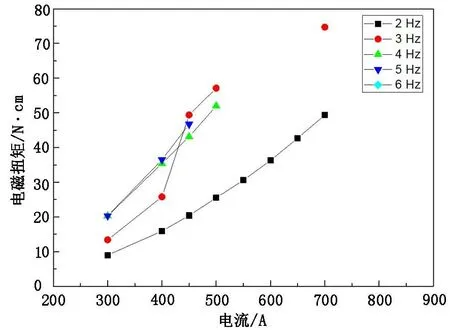
图3 末端电磁搅拌扭矩与电流强度的关系Figure 3 Relation between current and torque for F-EMS
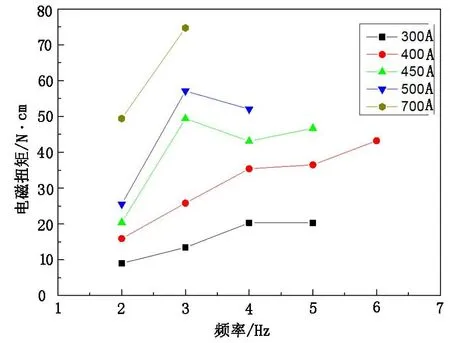
图4 末端电磁搅拌扭矩与电流频率的关系Figure 4 Relation between frequency and torque for F-EMS
由表3可以看出,对于圆坯连铸机的末端电磁搅拌,在试验参数范围内,电磁扭矩在(10~75) N·cm之间,比结晶器搅拌强度大一个数量级,这与末端电磁搅拌测试时没有屏蔽衰减有一定的关系。
由图3、图4可以看出,电磁扭矩随着电流强度的增加而增加,且增加幅度随电流增加而增加;扭矩随着频率的增加也增加,在较小的频率范围内,扭矩增加趋势较明显;而在较大的频率范围内,扭矩增加趋势变缓。在300 A和400 A电流强度条件下,扭矩增加趋势在频率4 Hz时开始变缓;在电流大于400 A的条件下,扭矩在频率3 Hz就开始变缓,甚至出现下降。
在试验过程中还发现,末端电磁搅拌参数调整范围低于设备设计范围,电磁扭矩增加到一定程度时,搅拌器晃动厉害,设备会停机。在低频率(2~3)Hz时,电流强度最大能调至700 A,4 Hz为500 A,5 Hz为450 A,6 Hz为400 A,7 Hz为349 A,这与电磁搅拌器相关设备磨损老化有关。
3 结论
通过研究结晶器和末端电磁搅拌的电流强度、频率与电磁扭矩的关系,得出以下结论:
在试验参数范围内,结晶器和末端电磁扭矩随着电流强度和频率的增加而增大。频率对结晶器电磁扭矩影响较为平缓,而末端电磁扭矩的变化趋势受频率大小范围影响;电流强度对两种电磁搅拌条件下的电磁扭矩的影响均是增幅变大。由于设备的磨损老化,导致电磁搅拌参数调节范围降低。为避免因电磁搅拌效率下降造成的产品质量等问题,应定期测量搅拌器扭矩值,及时发现和解决电磁搅拌后期电磁力不足的问题。
[1] 张宏丽,贾光霖,王恩刚,等.电磁搅拌改善铸坯内部质量的实验研究[J].东北大学学报(自然科学版),2010,22(3):316-318.
[2] 于洋,李宝宽.钢连铸电磁搅拌工艺中电磁力的计算[J].金属学报,2006,42(5):540-544.
[3] 赵继宇,李结根,刘东夫,等.武钢一炼钢厂方坯连铸二冷段电磁搅拌试验简结[J].连铸,1999(1):28-32.
[4] 于湛.电磁场控制连铸结晶器内流动研究[D].上海:上海大学,2009.
[5] 魏宁,包燕平,吴华杰,等.方坯结晶器电磁搅拌磁场特性研究[J].连铸,2010(6):30-34.
[6] 毛斌.方坯连铸电磁搅拌技术应用中的几个重要问题[C].特钢连铸技术研讨会论文集.西宁:2007:101-108.
[7] Mulcahy A. Rotary Electromagnetic Stirring for Billets andBlooms[J].Iron and Steel Engineer,1984(6):49-52.
