异型冲压工件边缘检测算法研究
2014-08-07王延年刘成涛马丽娜
王延年,刘成涛,马丽娜
(西安工程大学电子信息学院,西安710048)
异型冲压工件边缘检测算法研究
王延年,刘成涛,马丽娜
(西安工程大学电子信息学院,西安710048)
为了不断提高产品质量和生产效率,冲压工件缺陷自动在线检测技术在生产过程中显得日益重要。针对这一需求,提出了基于小波分解的神经网络和快速模糊算法相融合的异型冲压工件边缘检测算法。神经网络算法的引入,克服了快速模糊算法在图像边缘检测时高频信号得不到有效利用和检测速度较慢等问题。在提高算法效率的同时,增强了算法的适应性。与经典的边缘检测算法相比较,得到的处理图像更加清晰完整。
异型冲压工件;小波分解;神经网络;快速模糊算法;边缘检测
1 引 言
在精密冲压生产线上异型冲压工件的自动检测和识别过程中,图像处理算法会在很大程度上影响检测与识别的效果和速度。其中关键是对工件图像进行边缘检测,获得清晰的工件轮廓线。但采用传统的边缘检测方法对工件进行图像处理的效果不理想,容易丢失边缘信息,边缘轮廓线不清晰,给进一步处理带来困难。因此,一种能够准确快速获得冲压工件边缘信息的检测算法非常重要。
针对上述问题,提出了一种神经网络和快速模糊算法相融合的异型冲压工件边缘检测算法。首先用小波变换对图像分频,然后用神经网络和模糊算法对图像的不同频段分别处理。图像的高频部分用神经网络方法检测,而图像的低频分量边缘比较模糊,将模糊集理论引入到图像低频边缘检测方法中,能够达到较好的效果;然后对分离出的边缘图像运用差影法进行融合。两种方法检测出的图像边缘具有良好的互补性,检测出的边缘精确度较高。
冲压工件图像的获得方法是将工件的特征信息进行光学成像,通过图像传感器将光信号转变成为电信号,传递给计算机的图像数据采集卡;然后图像采集卡再将其转换成为数字信号送入计算机,之后采用具体算法对冲压工件图像进行处理。
2 冲压工件传统边缘检测算法
边缘是图像中局部区域像素灰度值的突变,它是图像的基本特征之一,包含着图像绝大多数的有用信息。异型冲压工件的缺陷检测是实际图像处理中较高层次的一个应用。图像边缘检测的手段多种多样,经典的边缘提取方法是通过考察图像的每个像素邻域内灰度的变化,即利用边缘邻近的一阶或二阶方向导数变化规律来检测边缘,主要有Robert、 Laplace、Sobel、Prewitt、Canny等算子[1]。随着科学技术的不断发展,近年来在图像边缘检测领域涌现出了一些新的技术和方法,例如小波多尺度算法[2]、模糊算法[3]、遗传算法[4]、蚁群算法[5]等。但是上述几种传统检测方法都有一定的缺陷,如图1为待处理的原图像,图2,图3,图4分别是经过sobel算法、canny算法、模糊算法对冲压工件图像进行边缘检测后得到的处理图像。
图1 源图像
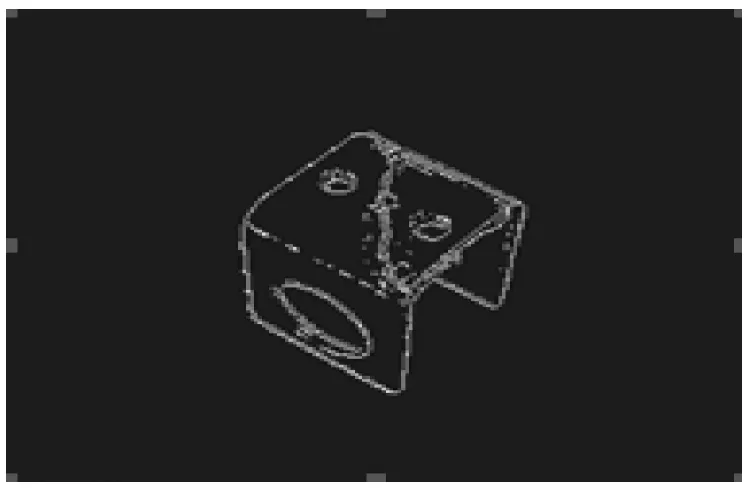
图2 sobel算法检测的图像
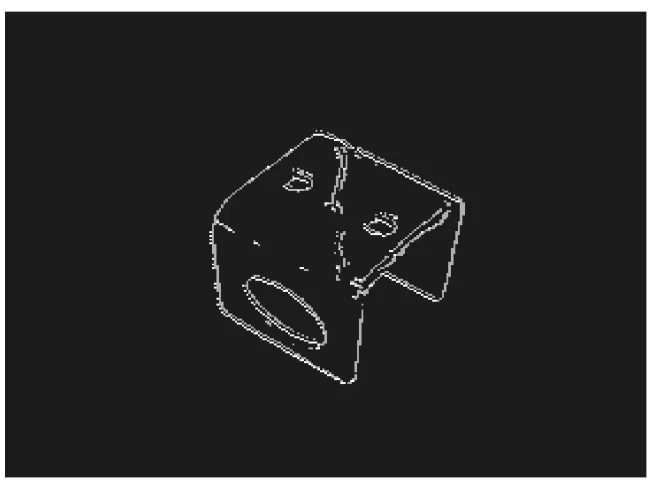
图3 canny算法检测的图像
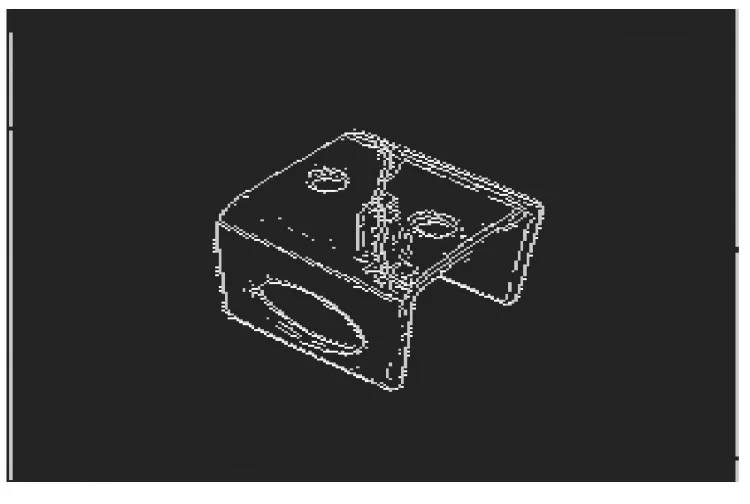
图4 模糊算法检测的图像
通过实验证明,常用的这些图像边缘检测方法无法准确有效地进行冲压工件图像的边缘检测,从而给后期对冲压工件图像的缺陷分析带来很多困难。基于此,提出将神经网络和快速模糊算法相结合的方法来提取冲压工件图像的边缘。
3 神经网络和快速模糊算法相融合的图像边缘检测方法
3.1 小波分解
小波变换[6]具有将图像分成不同频带的特性,首先对图像进行多次变换,每经过一次变换,图像被分解为四分之一的子频带区域,如表1所示。

表1 小波分解过程
其中,LL频带保持了原图像的内容信息;HL频带含有水平方向的高频边缘信息;LH频带含有竖直方向的高频边缘信息;HH频带含有对角线方向的高频边缘信息。接下来通过高通滤波器将LL频带数据全部清零,而HL、LH、HH三个子频带的数据保持不变,再经过逆变换即可得到高频分量图像。同理,通过低通滤波器保留低频带信息,去除图像中大量边缘信息,仅保留LL频带的内容,再经过反变换即可得到低频分量图像。
3.2 LVQ1神经网络对图像的高频部分边缘检测
学习向量化LVQ1网络是双层网络结构,第一层是无监督的竞争学习层;第二层是有监督学习的直线层[7]。通常第二层的神经元比第一层少,通过减少输入层神经元数,消除冗余信息,进行信息压缩。像素点的特征向量作为输入向量Pij=[Mij,Qij,Kij]T,边缘点的输出向量为[1,0]T,非边缘点的输出向量为[0,1]T。神经网络的学习包括以下几步:
1)首先指定第一层的每一个神经元为输出神经元,得到第二层的矩阵W2为

第一层矩阵W1是一随机矩阵。
2)每次迭代将Pij输入到网络,第二层的输出指出了Pij的像素级。
3)如果Pij的像素级是正确的,则第一层的i*为输出神经元,则有

其中:q表示迭代次数;α为学习率。
4)如果Pij的像素级是错误的,则有

5)返回到3),验证每一个Pij,直到获得想要的W1。
3.3 快速模糊算法对图像低频部分边缘检测
对于低频部分,人们很容易丢失,但它也含有很有用的信息,所以需要对低频部分单独进行边缘检测。而低频部分的边缘比较模糊,通常使用Pal King模糊边缘检测方法[8]提取边缘。但是这种方法消耗时间比较长,运算十分复杂且效果不是很理想。
在快速模糊边缘检测算法中采用了简单的隶属度函数,它可快速地完成图像到隶属度矩阵的转换和隶属度矩阵到图像的逆变换,因而减少了运算时间;而且只作一次增强迭代处理,也减少了运算量。
算法的具体步骤如下:
1)行归一化处理作为G变换,其中l是图像的原始数据矩阵;
2)行初始化。若突出主干边缘信息,则取μc=0.85;若突出细节边缘信息,则取μc=0.4;
3)μc的值。
4)T变换。
在模糊域对图像进行模糊增强,采用的增强算子如下:

该变换增大了大于μc或减小了小于μc的μmn值。
5)G-1运算,得到模糊增强的图像。
6)Max和Min算子结合起来,可以获得图像边缘信息。变换后图像的边缘矩阵为:
7)结果是否理想。如果理想,则转8);否则,有两种情况,一种是μc值过小,说明提取了过多次要边缘,这样将无法突出主要的边缘信息,则Up=1;另一种情况是μc值过大,从而使细小的模糊边缘信息消失,则Up=0,在这两种情况下都返回3)。
8)结束。(一般μc的取值缺省值为0.4)
3.4 差影法对两幅检测的图像融合
差影法实际上是对图像进行代数运算的一种不同叫法,代数运算是指对两幅输入图像进行点对点的加减乘除计算而得到输出图像的运算。结合神经网络和快速模糊算法的优点,使用差影法对两幅边缘图像进行融合,设低频边缘图像为GL(i,j),高频边缘图像为GH(i,j),融合后的图像为G(i,j),这里考虑到加权问题,融合算法公式为:

式中,α,β为加权因子,且α+β=1。将两幅图像的对应像素点进行加运算得到的融合图像能清晰、全面地再现图像边缘。采用步骤如下:①获取第一幅图像的首地址以及图像的高和宽。②开辟一块内存缓冲区,并初始化为255。③选取进行加运算的第二幅图像的首地址以及图像的高和宽。④将两幅图像的对应像素点进行加运算,结果大于255,则置255,不大于,则将结果保存下来。⑤将内存中的结果复制回第一幅图像的数据区。
4 实验与结果分析
下面以异型冲压工件图像为例进行实验。具体步骤如下:
1)先对图像做一些预处理,如图5。如利用直方图均衡函数histeq等。

图5 预处理后异型冲压工件图像
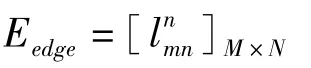
2)小波多尺度对图像进行分解,分别对高频和低频部分进行边缘检测。如图6所示。
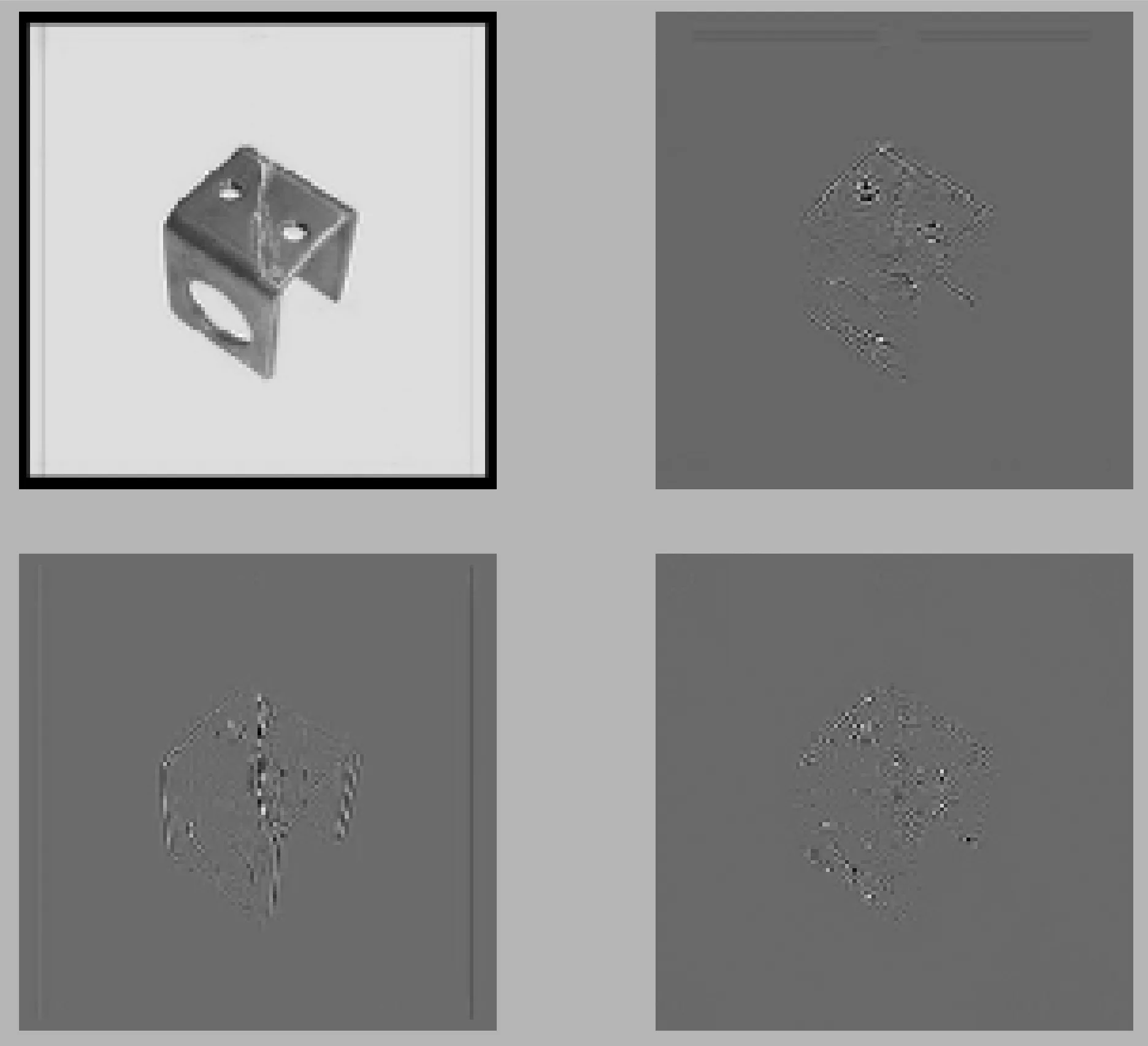
图6 小波分解后异型冲压工件图像高低频信息
3)提取和图像融合及比较。分别用LVQ1神经网络和快速模糊边缘检测算法得出图像后再进行图像融合。最终处理图像如图7所示。
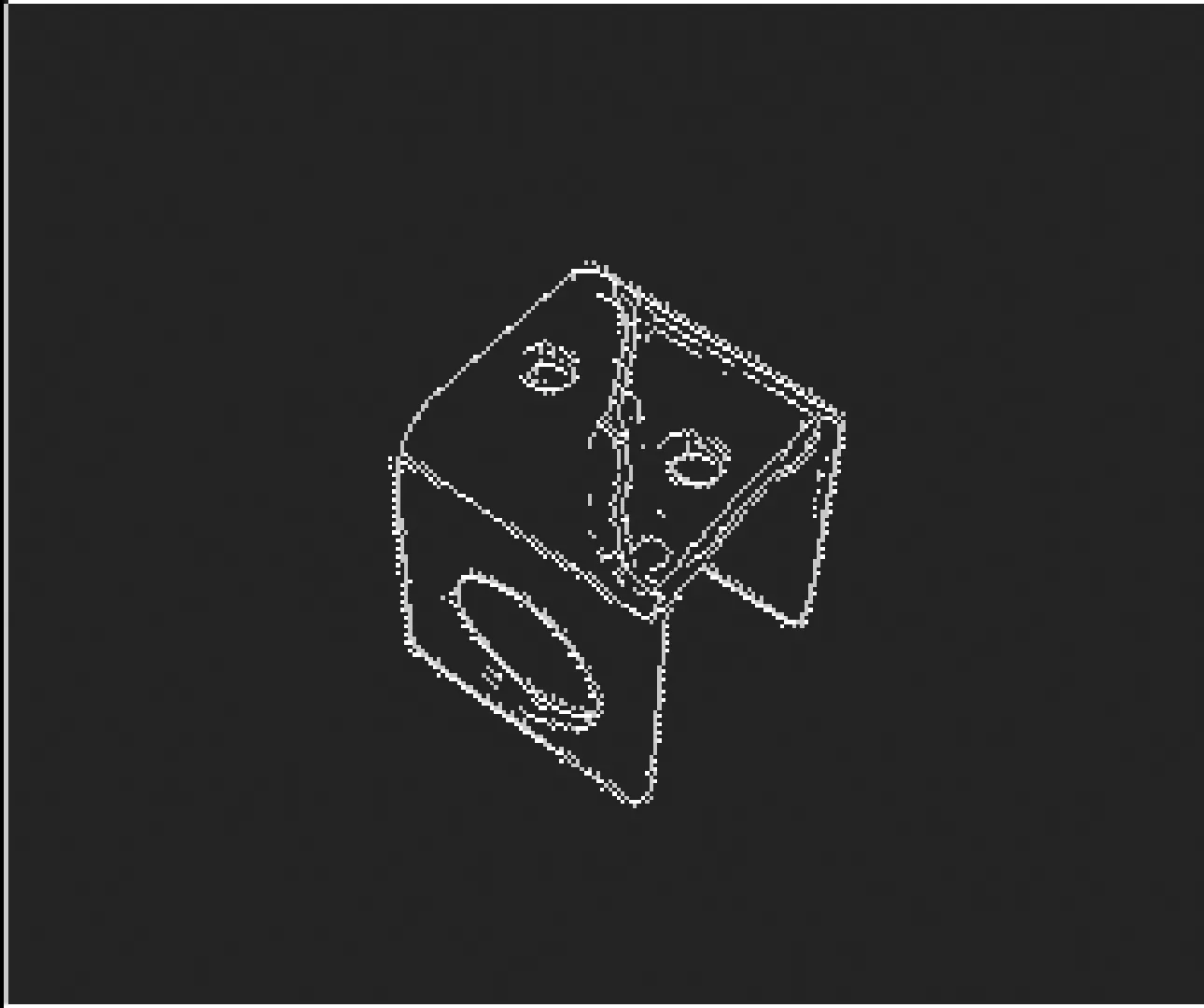
图7 本文算法提取的异型冲压工件边缘图像
上面得出的图像(图7)与图2、图3及图4经过比较可以看出,上述方法较好地融合了LVQ1神经网络边缘检测方法和快速模糊算法的优点。从实验结果看,经小波分解后的图像所分成的高频部分和低频部分,分别用两种不同方法所检测出的图像边缘具有较好的互补性,图像边缘有了较大改善,与经典的边缘检测算法相比,不仅检测出的边缘更为完整,而且算法的速度提高了近1倍以上。它既能够提取主干边缘,也能实现对细小边缘的提取,适应性较强。
5 结束语
经过实验对比,提出的异型冲压工件边缘检测算法能够准确快速的获得工件缺陷图像。这种算法结合了神经网络和快速模糊算法的优点,通过实验可以看出这种方法检测出来的图像边缘轮廓比经典算子检测出来的边缘轮廓更加清晰,而且耗费时间较短。从一定程度上克服了经典算法对低灰度边缘检测的不足。若本算法应用于实际冲压工件检测系统之中,必将对我国自动化产业的产品在线检测方面产生重大意义。
[1]Alerto Carpinteri,Pietro Cornetti,Kiran M kolwanker.Calculation of tensile and flexural strength of disordered material using fractional calculus[J].Chaos,Solutions and Fractals,2004,21(3):623-632.
[2]RAKESH R,CHAUDHURI P,MUHIHY CA.Thresholding in edge detection:a statistical approach[J].IEEE Tram.on image Processing,2004,13(7):927-936.
[3]耿彦峰,马钺.快速模糊边缘检测算法[J].计算机工程,2002,5(10):21-25.
[4]Koza J R.Genetic Programming[M].Cambridge,MA:MIT Press,1992.
[5]胡小兵.蚁群优化原理、理论及其应用研究[D].重庆:重庆大学,2004,3(10):5-6.
[6]赵登峰,许纯新.小波分析及其在数字图像处理中的应用[J].同济大学学报,2001,29(9):1054-1057.
[7]吴桂芳,徐科,徐金梧.基于LVQ神经网络的冷轧带钢表面缺陷分类方法[J].北京科技大学学报,2005,27(6):732-735.
[8]周德龙,潘泉,张洪才.图像模糊边缘检测的改进算法[J].中国图像图形学报,2001,6(4):353-358.
Study on Edge Detection Algorithm of Irregular Stam ping Workpiece
WANG Yan-nian,LIU Cheng-tao,MA Li-na
(College of Electronic Information,Xi'an Polytechnic University,Xi'an 710048,China)
In order to continuously improve quality and efficiency of product,automatic online inspection technology for the defects of the stamping workpiece appears increasingly important in the process of production.So,an irregular stamping workpiece detection algorithm based on wavelet decomposition,which integrates the neural network and the rapid fuzzy algorithm,is put forward in this paper.The shortcomings of the fast fuzzy algorithm,finding high frequency signal inefficiently and slow detection speed,are overcome by the neural network algorithm.The adaptability of algorithm is enhanced with the efficiency improved,and the processed image ismore clear and completed comparing with the classical edge detection algorithm.
Irregular stamping workpiece;Wavelet decomposition;Neural network;Fast fuzzy algorithm;Edge detection
10.3969/j.issn.1002-2279.2014.06.013
TP301.6
:A
:1002-2279(2014)06-0043-04
王延年(1963-),男,吉林省长春市人,教授,主研方向:工业控制信息系统。
2014-03-17
