流花油田FPS伸缩节修理
2014-08-07许宏峰
许宏峰
(中海油田服务股份有限公司综合服务事业部 天津300456)
流花油田FPS伸缩节修理
许宏峰
(中海油田服务股份有限公司综合服务事业部 天津300456)
伸缩节是海上油田开采设施(深水钻井平台)的重要水下设备。这类设备由国外专业厂商生产,磨损、老化或其他原因失效后会影响整个设施的安全运营。故障发生后,通常需要从厂家购置整套设备。2012年,南海某油田设施上发现故障,在考虑设施整体停产大修时间短、采办周期长和综合经济分析等因素后,在国内实施了伸缩节修复,满足了油田开发的正常使用。修复过程采用较常规的成熟工艺(并不是原厂家推荐或指导工艺),目前该设备正常使用。介绍了修复过程及注意事项。
FPS 伸缩节 质量策划
1 项目背景
1.1 油田概况
流花 11-1油田距香港东南约 220,km,海域水深约310,m。1996年3月投产,油田生产井25口,是南海东部海域重要的生产设施。
1.2 油田设施(见图1)
1.2.1 南海挑战号FPS
“南海挑战”号 FPS前身系 SEDCO 700系列钻井平台,1975年在加拿大制造,1995年在新加坡大修改造为钻井、生产支持平台,有 130人的生活模块,配备4台3.3,MW重油发电机。具有钻井、完井、修井、发电、电潜泵供配电、水下设备安装维修、水下系统控制、ROV支持作业等功能。
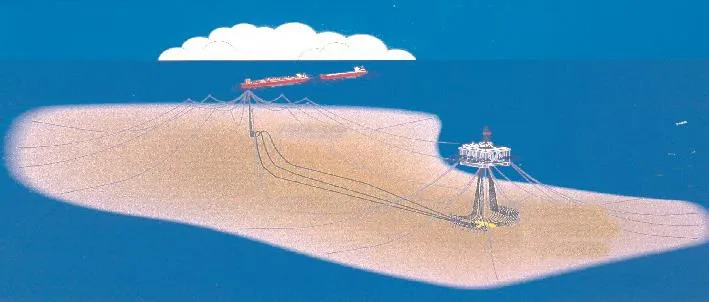
图1 LH11-1油田生产设施Fig.1 LIUHUA 11-1 Offshore Oil Facilities
1.2.2 FPS系泊系统
FPS系泊系统为多点分布式永久系泊系统,系统由 11台锚机驱动,锚机控制系统可控制锚机收放各锚腿的平台链,使平台可以移动到任意井口上方进行钻修井作业。
1.2.3 南海胜利号FPSO
南海胜利号FPSO为1座14万t原油处理、储存、外输油轮。长280,m、宽44,m、高23,m、吃水深度17,m。1975年在日本制造,1995年在新加坡进行改造升级。有 85人的生活模块,内转塔式锚腿单点永久系泊系统,最大日处理油11,130,m3(70,000桶)。
1.3 南海挑战号FPS目前状况
流花11-1油田预期经济寿命15年,未来潜在的流花 11-1E油藏如果要实现经济开发也必然依托现有流花 11-1设施。自 1995年在新加坡大修后,到2010年,FPS已经超期服役 5年,部分设施老化。为满足后续油田开发的要求,FPS预计进行为期 128,d的进坞大修。
1.4 坞修依据(略)
① FPS整体强度校核报告,2007年CCSI。
② FPS结构评估报告,2008年GRENLAND。
2 设备状况
2.1 主要设备(其他略)
2.1.1 井架
井架生产厂家:LEE C. MOORE(本次升级改造进行了更换)。
有效高度:48.768,m(160,ft)。
理论自重:130,000,kg。
底部开裆:15.24,m×12.2,m(50,ft×40,ft)。
二层台高度:25,m(82,ft)。
配套天车系列号:WA12449。
吊车:柴油机驱动全回转桁架式,额定载重量为30650,lb@124.8,ft,86450,lb@40,ft。
2.1.2 伸缩节
生产厂家:美国HYDILL。
主要指标:见表1。

表1 伸缩节主要指标Tab.1 Main parameters of an expansion joint

COUPLING PIN END下接头类型 Hydril 21,in HST MARINE RISER COUPLING BOX END压井/阻流高压管额定工作压力 5,000,PSI压井/阻流高压管是否耐硫化氢 是
2.2 伸缩节现状
2.2.1 钻井隔水管及防喷器系统
与浅水钻井平台相比,半潜式平台和浮式钻井船的优点是工作水深大,移动灵活,但设计难度大、投资高、维持费用高,需有一套复杂的水下器具。
钻井隔水管及防喷器系统是深水浮式钻井必不可少的设备,是指从海底防喷器到月池的一段管柱,主要功能是隔离海水,引导钻具,循环钻井液,起、下海底防喷器组,系附高压节流和压井管线、泥浆补充管线、液压传输管线等。由防喷器组、液压联接器、隔水管底部总成(LMRP)、挠性接头、隔水管柱、伸缩短节、张紧器等组成。
伸缩节的作用是补偿平台的升沉运动,使隔水管柱不至于因平台的上下运动而断裂。一般安装在隔水管柱的上部,由内管和外管组成,2管可以上下相对运动。外管柱由张紧器张紧,以防隔水管柱在轴向压力作用下被压弯,使其处于稳定的受拉状态。伸缩节主要由内筒、外筒、连接头、密封函及压井放喷管等组成。
2.2.2 本次维修内容
FPS现有钻井系统长期遭受腐蚀,已经不能满足正常使用功能。本次坞修期间要对1#、2#伸缩节进行解体,检查后决定本体维修或者换新,更换密封件后,依原样装复、试压、完工。
现伸缩节内筒公头内壁密封面由于长期使用,腐蚀和磨损严重。其中,1#伸缩节的内筒必须更换,2#伸缩节的内筒视检测结果决定。2#伸缩节转喷器隔水管连接头和伸缩节内筒公头连接时,转喷器隔水管连接头的密封和伸缩节内筒公头密封面的密封效果不佳,钻井液从两者的连接处泄漏,估计本体损坏。如图2所示。

图2 伸缩节损坏情况Fig.2 Damaged conditions of an expansion joint
3 实施策划
3.1 总体原则
综合服务事业部深圳基地在赤湾石油基地 D5库拥有 10,000,m2办公及工作场地,硬件条件优越。其中,露天龙门吊载荷 40,t,高度 12,m,跨距 22,m。拥有华南地区最先进的井控设备试压装置,自有叉车、焊机、车床等辅助设备,非常适合进行伸缩节大修。
本次 FPS改造中,综合服务事业部承揽了井架及左舷吊车更换工作。因为深圳基地具有硬件优势和适任人员,经与业主接触,同意议标由我方完成伸缩节修理项目。提交报价和技术标时,明确说明对于隐含工程,需视情况与业主确定工艺及增加费用和工期。根据油田所在区域海况和检修间隔长等特点,业主确定的大致原则是:尽量选用原厂配件或结构本体,若无法满足要求,则选用成熟工艺进行局部修理。
3.2 安全交底
该设备由平台人员整体拆除后,装船运下,检修结束后再装船出海,因此设备整体吊装和安装无需由我方负责。对我方场地维修期间该项目主要工序进行分析,将吊装、内筒抽出与回装、边管试压列为重大作业(主要工序的JSA在本文中略)。
3.3 技术交底
由深圳基地维修1班承担本次维修任务,基地有关结构专业工程师参与。
主要工序包括:进场→清洁→解体→检测→修复→回装→试压→涂装。
1#、2#伸缩节结构相同,只是在解体后发现需要修复的位置和方案不同,下文简介本次伸缩节检修的常规步骤。
3.4 解体
①制作固定伸缩节内筒的工装;②拆除伸缩节内筒连接头,保证伸缩节处于水平位置,用工装固定伸缩节内筒,利用40,t龙门吊及钢丝绳将内筒连接头从内筒上旋下;③拆下伸缩节盘根盒和外筒连接螺丝,松开盘根盒上的内筒锁紧螺丝,用吊机、叉车等将盘根盒取下;④拆下阻挡环及防磨环,取下 O型密封圈;⑤依次拆下伸缩节轴套、伸缩节活塞、锁块螺丝,取下锁块及弹簧;⑥用叉车将伸缩节内筒拉出;⑦拆除节流压井管线,用吊机将节流压井管线吊住后,拆除固定节流压井管线的 U型卡箍,吊下节流压井管线。
3.5 检测
①检查伸缩节公母头相关部位的丝扣状态;②测量内筒顶部连接头尺寸;③检查阻挡环和中间法兰的O圈槽和防磨环;④检查盘根状态;⑤检查轴套内外面状况;⑥检查活塞状况;⑦对伸缩节内筒锁紧块及螺丝进行探伤检测;⑧检查锁块、弹簧及螺丝;⑨内筒锈蚀严重,进行除锈保养;⑩对内筒和外筒本体焊缝承载部分和吊耳进行探伤检验,局部进行测厚和探伤;⑪对节流压井管线进行除锈清理并检查探伤;⑫检查所有密封、螺栓,螺栓经探伤合格后使用;⑬对所有拆下部件进行清洗检查、维护保养。
3.6 修复
修复伸缩节活塞磨损严重处的工艺及控制,伸缩节内筒顶部连接头更换位置修复以及节流压井管线公头处涂层处修复见本文第4部分。
3.7 回装
①安装锁紧螺母,更换 O型圈、锁紧销、黄油嘴等。②组装盘根盒:更换活塞上的密封,按顺序装上活塞、轴套、盘根及阻挡环。打紧伸缩节盘根盒和阻挡环连接螺丝,扭矩:(1,600~1,900)lb-ft(2,169~2,576,N.m)。③对安装完成的盘根盒进行压力试验,试验压力为 50,psi,10,min。④将清洁保养后的内筒装回伸缩节外筒。⑤将组装完成的盘根盒回装到伸缩节外筒上,打紧连接螺丝,要求扭矩:(1,600~1,900)lb-ft(2,169~2,576,N.m)。⑥更换伸缩节内筒顶部连接头的 2道 O型密封,将顶部连接头在内筒上旋紧。⑦用叉车将内筒推回伸缩节外筒内,旋紧内筒锁紧螺丝。⑧对伸缩节做油漆防腐保护。
4 质量控制
4.1 活塞密封位置修复
伸缩节活塞工作位距口端约 60,mm 处磨损,特涂层剥落,工件表层密布磨损锈蚀剥落现象,磨损带宽度约 40,mm,深度达 0.80,mm,已不能满足工作需要,须恢复其原始尺寸及功能。
4.1.1 技术要求
①修复后活塞工作位尺寸¢609.20±0.10;②恢复工件磨损位置尺寸,焊接变形量≤0.1,mm,焊接后杜绝裂纹等缺陷出现;③工件修复后表面光洁度1.6;④工件整体作特氟龙涂层喷涂处理。
4.1.2 工具、设备及材料
CW62100C车床、HYUNDAI J300变频器、专用1∶20减速机、车床专用磨头、DML-V02B等离子粉末堆焊机、ST380A红外测温仪、千分尺(600~625)、游标卡尺(200,mm)、着色探伤剂、氢氩混合离子气、氩气、SCWC313铁基耐磨耐蚀合金粉。
4.1.3 修复过程
①清除工件磨损位涂层,距活塞口端 60,mm处磨损位置密布坑点,为老化疲劳剥落所致,坑点最深达 0.8,mm。②测量活塞几何尺寸(见测量记录)。③将工件夹持在车床并调整其径向跳动≤0.01,静态下检测活塞口端,中端及颈端径向跳动静态下均≤0.01,活塞轴向直线度≤0.01。④车削去除磨损位置老化剥落层,宽度 40,mm,单边车削深度0.50,mm。⑤剩余少许较深坑点用打磨机磨削去除,做着色探伤,检查无裂纹等缺陷。⑥进行等离子精密焊补:将等离子焊枪水平夹持在工件正上方,枪口离焊接面 4,mm;焊接电流调至 67,A,离子气调至 1.0;送粉速度调至 20,送粉气调至 1.8;车床转速调至0.15,r/min,进给速度调至 0.85,mm/min;参数调整后进行焊补修复,测量工件表面温度为 35,℃;焊接过程中测量工件表面温度为 65,℃;约 150,min后焊接工作完成,测量工件表面温度为 78,℃。保温缓冷处理。⑦精磨至要求尺寸(见粉末堆焊加工后测量记录)。⑧磨削工件表面光洁度 1.6。⑨探伤(自检着色探伤及第三方放射性射线探伤):清洁所需探伤工件表面;用渗透剂均匀喷涂工件表面,保持湿润 6,min;清洗工件表面残余渗透剂;喷涂显影剂;无发现裂纹及缺陷;第三方放射性射线探伤报告。⑩特涂处理:喷涂具有一定韧性且耐腐抗磨的特氟龙材质;喷涂厚度为0.03~0.05;涂层表面均匀,颜色光泽,要求无起泡及皱折;喷涂后活塞几何尺寸测量(见修复后测量记录)。修复过程部分图片见图3。

图3 修复过程部分图片Fig.3 Some pictures of the reparative process
4.2 换用连接头
伸缩节原生产厂家 HYDRIL公司已被美国 GE公司收购。承揽项目后,基地采办部反复与美国 GE公司联系订购伸缩节内筒和顶部连接头事宜,历经4个月时间,对方始终不肯提供此单独两项产品的报价和交货期。经过与流花坞修项目组、中海油深圳分公司生产部、南海挑战号有关人员协商后,决定利用现有部件:1#伸缩节内筒在经检测壁厚锈蚀不超标,焊缝探伤合格的情况下继续使用,2#伸缩节内筒顶部连接头,在探伤测量检查合格并修复密封面的情况下使用原部件。
内筒顶部连接头由中海油发展集团油建深圳分公司 2006年在国内制作过一个,使用过程中发生泄漏,后当作备件存储。解体测量连接头,发现密封部位内径比原连接头大 1.6,mm,密封圈位置有一圈深0.3,mm凹痕,影响密封而导致失效。
油建深圳分公司车间内的内筒顶部连接头备件,经探伤检验合格。分别测量 2#连接头密封内孔尺寸为Ф549.5,mm,内孔无变形,只是密封面局部有拉痕。检查与内筒连接的锯齿形内螺纹尺寸:1#连接头锯齿形螺纹牙顶宽 3.4,mm,牙深 3.00,mm,参考锯齿形螺纹 GBT 13576.1-1992标准,连接头可以与之内筒外螺纹配合使用。双方决定伸缩节连接头内孔密封局部拉痕采用金属陶瓷喷涂修复后机械研磨加工至Ф549.45,mm使用。换用连接头部分图片见图 4。

图4 换用连接头部分图片Fig.4 Some pictures of connector replacement
4.3 边管接头修复
解体后发现伸缩节隔水边管公头喷涂层老化已无法使用,边管长度约 20,m,现有设备无法进行加工,经协商确定将公头原焊接位切除,修复后再与边管焊接。
4.3.1 使用工具、设备及材料
CA6140车床、博世角磨机、氧焊设备(加温用)、水平尺、平尺、角尺、米勒 CY-50两用焊机、ST80红外测温仪、千分尺(100~125,mm)、游标卡尺(200,mm)、着色探伤剂、氩气、LKE-48镍基焊条、JG-50焊丝等。
4.3.2 修复过程
测量标记后切除公头与边管原焊接部位;在公头与边管原焊接处做标记,测量顶端至标记处长度并记录;用角磨机从原焊接处切断;边管切除端用角磨机打磨 45,°X10 坡口。
去除公头老化破裂层。将公头部分夹持在车床并调整其径向跳动≤0.1,加工切割端45,°X10坡口;夹持公头切割端,调整公头位置跳动≤0.02,修整公头位置顶锥孔及公头部位颈部基准位;测量公头原始尺寸,然后去除老化破裂涂层,彻底去除损坏涂层后母体直径约为¢109;用着色探伤检查公头车削位置,无裂纹等缺陷;将公头需要堆焊修补位置加热到280,℃;焊接电流调至 95,A,用 LKE-48镍基焊条进行堆焊修补;修补完毕后作中温回火处理(400,℃),确保其硬度在 HRC45左右;精车修补部位至要求尺寸并探伤;将堆焊修补公头夹持在车床上进行车削;车削公头位置尺寸至¢115时,重新修整顶锥孔,并以先前加工基准位置调整公头跳动≤0.02;进行精车至要求尺寸¢114.2,mm;着色探伤检测修复面无裂纹等缺陷;将修复后公头与边管对接,用水平尺调整好两部分管道水平,然后使用平尺调整两管错位至最小,检测长度偏差±1;使用 JG-50焊丝进行定位焊接,固定后重复步骤,确定焊接固定后无变动;使用氩弧焊对称进行打底,填充及盖面,确保焊接后变形最小并记录;焊接完成之后加热至480,℃左右作高温回火处理并保温 24,h。对焊接及修复部位进行探伤,无裂纹、夹渣等缺陷。部分工艺过程见图5。
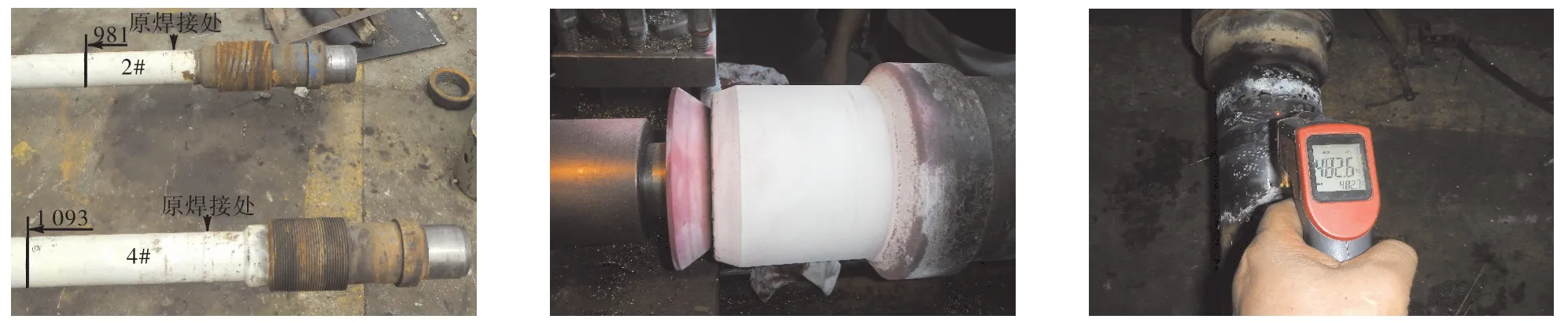
图5 部分工艺过程图片Fig.5 Pictures of some technological processes
5 变更管理
业主要求所有施工项目的承包商应严格按照合同、标准、规范和业主提供的相关设计文件进行施工,所有工作及工作成果必须符合相关标准规范要求,并有保护好复用设施的职责。在整个施工过程中,承包人应按照施工计划及业主的要求,对所承担的工作进行日报、周报、月报,反映实际的施工状态和进度,并及时调整施工进度和计划。
Expansion Joint Repairing for FPS of LIUHUA Offshore Oilfield
XU Hongfeng
(COSL Logistics Services,Tianjin 300456,China)
An expansion joint is an important device in offshore oil facilities(deepwater drilling platform)and is produced by foreign professional manufacturers. Due to wear,aging or other reasons,failure of expansion joints will affect the safe operation of the facilities. When one fault occurs,usually a whole set of equipment needs to be purchased from the manufacturer. In 2012,malfunction of expansion jointswas found in an offshore oilfield in South China Sea. As the overhaul needed to be timesaving,but the purchase period was long and lacked economical efficiency,the repairing of expansion joints were performed domestically,which satisfied the normal operation of the oilfield. The repair process adopted mature techniques(not recommended or guiding techniques from the manufacturer). After the repairing,the equipment is now under normal service conditions. This paper described the repairing process and matters worthy attention.
FPS;expansion joint;quality planning
TE952
A
1006-8945(2014)10-0095-05
2014-09-09
