长网造纸机大烘缸的托辊改造
2014-08-03余章书
余章书
某纸业公司拥有2台3150 mm四烘缸(直径均为3000 mm)双托辊长网造纸机,车速可达360~380 m/min,单台造纸机日产量可达70~80 t。这2台造纸机在双托辊结构使用成熟的基础上,现已改为三道托辊长网造纸机,车速可达400~430 m/min,单台造纸机日产量可达90~100 t,抄造定量为30~80 g/m2的餐巾纸(平板卫生纸)和特种纸(如定量滤纸、定性滤纸、滤油纸、pH值试纸原纸、化纤滤纸、绢花纸、擦镜纸、种子发芽纸等),广泛应用于科学研究、工业、农业、医药卫生和环境保护等领域。在长网造纸机上设置三道托辊的结构装置目前在国内尚属首次应用[1]。设置三道托辊的3150 mm四烘缸长网造纸机结构示意图如图1所示。
该公司对2台长网造纸机装置三道托辊后主要生产餐巾纸和特种纸。表1是造纸机烘缸托辊对餐巾纸质量的影响。由表1可以看出,带三道托辊的造纸机生产的餐巾纸质量最好,成品率最高。本文对改造设计方案及使用特点进行介绍,供同行参考。
1 改造设计方案
三道托辊安装在整体独立的机座上,分别设气动升降加压结构,并设置相应加压仪表装置。整体机座底部安装3对铁轮和拖动轨道(底轨),并在造纸机底板上安装运行时的固定装置。造纸机在停机检修或更换辊子时,可借助烘缸下面的轨道整体拉退,在造纸机操作侧和传动侧设置固定受力支点,采用2台手动葫芦配合起吊行车拖动,操作方便,维修和更换安全可靠。
改造主要针对长网造纸机的四个大烘缸结构进行。
其中将第一个大烘缸改装三道托辊,干毯设真空吸移辊、7个真空箱和导辊等装置;将第二个大烘缸至第四个大烘缸的3个烘缸的3条干毯改为1条干毯。在第一个大烘缸改装三道托辊的同时,需将从第一个大烘缸至第二个大烘缸湿纸幅的悬空运行距离缩短为300 mm,而第二个大烘缸至第四个大烘缸的3条干毯改为1条干毯结构,仍均由原来3个烘缸配备的3台37 kW电机(不变)带动1条干毯,大大减少高速运行干毯走弯路的摩擦,但运行电流有所下降。3个烘缸配备的3台电机对烘缸线速度进行必要的微调。且前面3个烘缸的干毯带动湿纸幅经过压光辊时(保护压光辊不直接受热加压、寿命长),没有悬空运行,不易断头,从而减小了纸张两面差,改善了纸张松厚度。

图1 设置三道托辊的3150 mm四烘缸长网造纸机结构示意图
注 成纸定量50 g/m2。
这种改造结构,减轻了操作工和维修工的劳动强度,运行安全可靠;同时且大大减少干毯导辊、张紧器、校整器等零部件装置和维修费用,简化了造纸机的结构;且干毯是有端的,更换操作方便。第二个大烘缸至第四个大烘缸纸幅烘干包角由改造前的270°改为310°,从而充分利用烘缸干燥面的干燥能力,使烘缸的散热损失减少10%。
2 各种形式托辊的使用特点
2.1 单托辊
长网造纸机大烘缸使用单托辊是传统造纸机的结构装置,如图2所示。但使用单托辊的缺点是:①脱水能力差;②强干燥,纸张紧度高,柔软性、手感、吸水性、湿强度差;③纸张容易出现水痕、压花、透光点等纸病现象;④单托辊托烘缸负荷运行,消耗功率大;⑤造纸机高速运行受限制,纸幅粘缸、断纸频繁,成品率低。
普通单托辊均为右偏心,进托辊前逆干毯脱水,但绝对不能在右偏心配置长盲孔带沟纹托辊,这是由于脱水对干毯和湿纸幅的回湿严重,容易破坏纸幅。
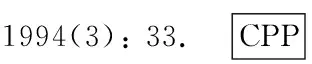
2.2 双托辊
长网造纸机大烘缸配置双托辊示意图如图3所示。使用双托辊的优点是:①脱水效果好,比单托辊脱水能力强;②消除强干燥,纸张的柔软性、手感、湿强度及吸水性好;③纸张不易出现水痕、压花等纸病现象;④双托辊托烘缸对称负荷运行,所消耗功率只是单托辊的60%;⑤双托辊长网造纸机比单托辊长网造纸机抄造车速约快1倍。双托辊结构设置为:第一道托辊的位置为左偏心,使用长盲孔沟纹聚氨酯辊,出托辊顺干毯脱水,该左偏心绝对不能使用普通托辊,因加压脱水的湿纸幅将会产生水痕、压花等纸病,造成湿纸幅粘缸严重,引纸操作困难。出第一道托辊的热的湿纸幅进入第二道托辊,第二道托辊可使用聚氨酯普通托辊,为右偏心,进托辊前逆干毯脱水,但绝对不能使用长盲孔带沟纹托辊。
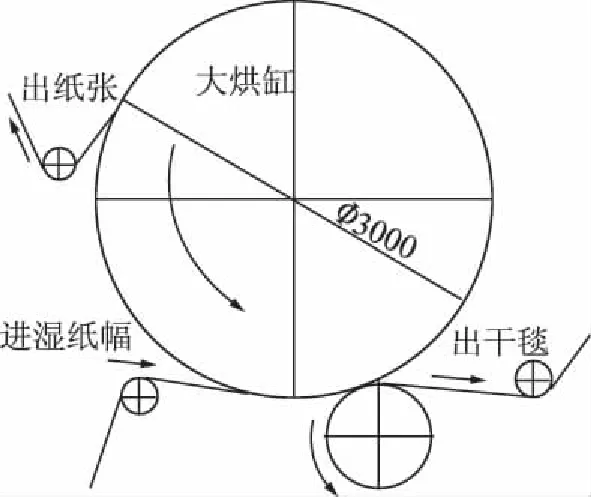
图2 大烘缸配置单托辊示意图

图3 大烘缸配备双托辊示意图
2.3 三道托辊
长网造纸机大烘缸配置三道托辊示意图如图4所示[2-3]。使用三道托辊的优点是:①脱水效果好,辊面宽,脱水均匀、连续、稳定,脱水量较双托辊增加2~3倍,适应高速造纸机运行;②设三道托辊,纸张细腻,柔软性、吸水性、湿强度、手感好;③纸张不易出现水痕、压花等纸病;④设三道托辊托烘缸,半悬空轻松运行,消耗功率仅为双托辊的70%~80%;⑤三道托辊长网造纸机比双托辊长网造纸机抄造车速快30%;⑥长盲孔沟纹辊辊面孔形状结构的使用,在三道托辊改造中发挥着重要作用,但其发挥的作用随三道托辊所在作用位置的不同而不同;⑦第一个大烘缸设置三道托辊结构,实际是替代了造纸机的压榨部,减少了造纸机的占地空间,若按正常设计,长网造纸机要装置2~4道压榨,改造为三道托辊后省去了原压榨传动的动力装置,简化了造纸机结构,还可大大降低操作工、维修工的劳动强度。以配置2套压榨计算,1年2台造纸机可节省130万kWh的电能,节电效果显著。
由图4可以看出,第一道托辊使用长盲孔沟纹聚氨酯辊(左偏心),在出辊处顺干毯脱水;第二道托辊采用圆盲孔沟纹聚氨酯辊(烘缸轴中心位置),也是在出辊处顺干毯脱水;第三道托辊采用聚氨酯普通平辊(右偏心),在进辊处逆干毯脱水。托辊辊面包覆聚氨酯材料,能耐热、抗加压,使用寿命长,且弹性好,中高不易磨损。
3 辊面开孔形状的创新设计与优点
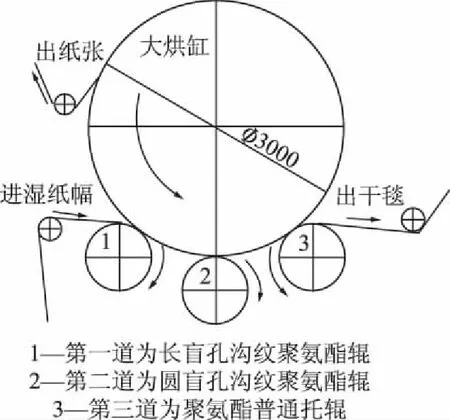
图4 第一大烘缸设置三道托辊示意图
所谓长(圆)盲孔沟纹辊, 既是长(圆)盲孔辊,又是沟纹辊,是双功能复合的辊结构,承担了互补调节脱水效应的作用,当高速运转的长(圆)盲孔沟纹辊进、出压区时,具有较强的脱水吸引力和排水离心力,宽幅脱水均匀连续,且长(圆)盲孔沟纹辊比普通辊脱水量增加2~4倍[4-7]。充分利用辊面脱水有效面积的合理设计,提高湿纸幅的脱水能力,且不影响辊面强度和使用寿命。本身长(圆)盲孔与沟纹成为辊子围绕圆周串联的连接结构,因此,长(圆)盲孔沟纹辊的白水回湿干毯和湿纸幅的吸附力很小,车速越快向上吸附力回湿越小,脱水效果越好,越有利固化湿纸幅纤维交织能力。
长(圆)盲孔沟纹辊的优点是:①长盲孔沟纹辊结构(见图5)和圆盲孔沟纹辊结构(见图6),克服了普通托辊存在的将白水吸附回湿干毯与湿纸幅的弊病,有利于造纸机车速的提高;②长(圆)盲孔沟纹辊脱水效果好,比改造前运行的普通托辊托烘缸加压重力减少20%~30%,而烘缸带动三道托辊动力消耗减少35%~45%;③三道托辊对称托烘缸加压半崖空运行负荷轻松,烘缸运行稳定,其轴承使用寿命长,三道托辊加压线压力分别为50 kN/m、55 kN/m、60 kN/m,根据生产实际情况灵活调整;④三道托辊两端轴承不易发热,轴承增加2~3倍的使用寿命,包聚氨酯的辊子增加1~2倍的使用寿命;⑤由于长(圆)盲孔沟纹托辊包覆聚氨酯的硬度与普通辊包覆的聚氨酯辊硬度相同,在相同线压力下,前者形成的压区更宽,压区压力更均匀,并且长(圆)盲孔沟纹辊具有较强的自清洗能力;⑥长盲孔沟纹辊在高速运转下,脱水与排水具有连续性和均匀性,且有强大的脱水效果;⑦采用长(圆)盲孔沟纹的结构改造造纸机托辊系统,可提高造纸机车速和产量,降低能源消耗和动力消耗;⑧广泛应用于生产餐巾纸(卫生机)和特种纸的造纸机, 配置长(圆)盲孔带沟纹的托辊装置,纸幅具备吸水性、柔软性、湿强度、手感好等优点;⑨长(圆)盲孔沟纹辊不仅可用在造纸机烘缸上,还可用在普通压榨、复合压榨、脱水辊等造纸机部位上。

图5 长盲孔沟纹托辊布孔排列及其尺寸图
图6 圆盲孔沟纹托辊布孔排列尺寸图
4 干燥部纸幅水分和蒸汽压力控制
湿纸幅在造纸机干燥部运行时,进入第一个大烘缸第一道托辊前的水分为65%~66%,出第三道托辊后的水分为40%,出第一个大烘缸时为30%;出第二个大烘缸、第三个大烘缸、第四个大烘缸的湿纸幅水分分别为22%、15%、10%,出卷纸缸的成品纸水分含量为8%左右。第一个大烘缸至第四个大烘缸的蒸汽压力分别控制为0.45、0.30、0.20、1.50 MPa,可根据实际生产情况灵活调节。
5 结 语
在某纸业公司2台长网造纸机由单托辊改装双托辊运行成熟的基础上,现已顺利改为三道托辊长网造纸机,三道托辊的技术改造取得了明显成效,造纸机运行良好,车速提高,产量增加,可生产高档餐巾纸和特种纸,纸张物理性能指标基本达到用户要求,具有显著的经济效益和社会效益。
参 考 文 献
[1] Ma Bolong. The structure and design principle of paper-making machine[M]. Beijing: China Light Industry Press, 1988.
马伯龙. 造纸机原理结构与设计[M]. 北京: 中国轻工业出版社, 1988.
[2] ZHAO Gang. Application and analysis of roller arranged on the dryer[J]. Tianjin Paper Making, 1985(3): 19.
赵 刚. 我对烘缸设置托辊的应用分析[J]. 天津造纸, 1985(3): 19.
[3] GONG Bo-xiang. Application and analysis of young paper machine roller[J]. Paper and Paper Making, 1985(4): 37.
龚伯祥. 杨格纸机上托辊的应用分析[J]. 纸和造纸, 1985(4): 37.
[4] YU Zhang-shu. The Retrofitted of Tissue Machines[J]. China Pulp & Paper, 2013, 32(7): 46.
余章书. 卫生纸机的改造[J]. 中国造纸, 2013, 32(7): 46.
[5] SONG Xiao-guang. Application Suction Press Roll with Compound Coverage Surface[J]. China Pulp & Paper, 2014, 33(3): 74.
宋晓光. 复合面真空压榨辊的使用[J]. 中国造纸, 2014, 33(3): 74.
[6] YU Zhang-shu. The Structure and application of blind press roll with long conical holes[J]. China Pulp and Paper Industry, 2012, 33(22): 86.
余章书. 长锥形盲孔压榨的结构与应用[J]. 中华纸业, 2012, 33(22): 86.
[7] XIAO Shou-yu. Striation press[J]. Paper and Paper Making, 1994(3): 33.