Z系列直流电机整圆冲片电枢铁心装压工艺方法
2014-08-02崔海龙
崔海龙
(哈尔滨电气动力装备有限公司, 黑龙江哈尔滨 150040)
Z系列直流电机整圆冲片电枢铁心装压工艺方法
崔海龙
(哈尔滨电气动力装备有限公司, 黑龙江哈尔滨 150040)
结合直流电机产品的市场需要,提出了一种优化的直流电机整圆冲片电枢铁心的压装工艺方法。通过对电枢铁心压装具体加工方法的介绍,详细阐述了工艺过程及压装力的计算方法、压装工艺的检查方法及铁心齿部胀量的允许数值等参数数据。为工艺技术人员提供一定的参考和借鉴。
直流电机;整圆冲片;电枢铁心装压
0 引言
Z系列直流电机包括大型直流电机(指电枢直径超过1 m)和中型直流电机,大型直流电机主要用于过载能力高和升降速度快的可逆或不可逆大型金属轧机及辅助机械,矿井提升设备,以及其它大型机械设备的驱动;而中型直流电机适用于传动轧机,轧机辅助设备,金属切削机床,挖掘机、造纸机、卷扬机等机械设备。电枢是直流电机的重要部件,电枢的质量直接影响电机的性能,而电枢铁心装压是电枢的重要工序,它是否符合图纸要求,将影响电枢的质量。
为适应市场及满足用户的要求,提高电机的性能,对电枢铁心装压工艺在原有工艺基础上进行改进。将电枢铁心的不同形式进行了细化,对电枢铁心装压提出了更高的要求。
1 具体加工方法
1.1 电枢铁心装压工艺前准备过程
1) 根据图纸要求准备好所有零部件。
2) 检查电枢冲片质量,并除去油污、灰尘,冲片应附有检查合格证方可应用。
3) 检查槽样棒是否变形及磨损。
4) 点焊的电枢端板,点焊要牢固,点焊处不许有烧伤和未焊牢现象,点焊端板应整齐。
5) 准备好环键、圆头平键清除毛刺,锉倒角要与键槽研配好,紧密配合于轴上。
6) 检查磅秤的准确度及灵敏度,如有故障及时修理。
7) 按图纸规定秤冲片的重量(不包括端板)允差±1%。
8) 检查油压机系统工作是否正常。
1.2 不带电枢支架的电枢铁心装压工艺
1) 吊转轴垂直地放在装压平台上,装一端电枢压板、电枢端板。将电枢冲片一张张套入轴上进行叠装,当叠至30~40 mm时(相对120°)放3根槽样棒以保证槽形整齐度。
2) 每叠至20~30 mm时,用橡皮锤敲打,压紧并校正槽形。
3) 叠完冲片后吊到油压机平台上保证水平,放预压工具进行预压(见图1)。按工艺守则进行。
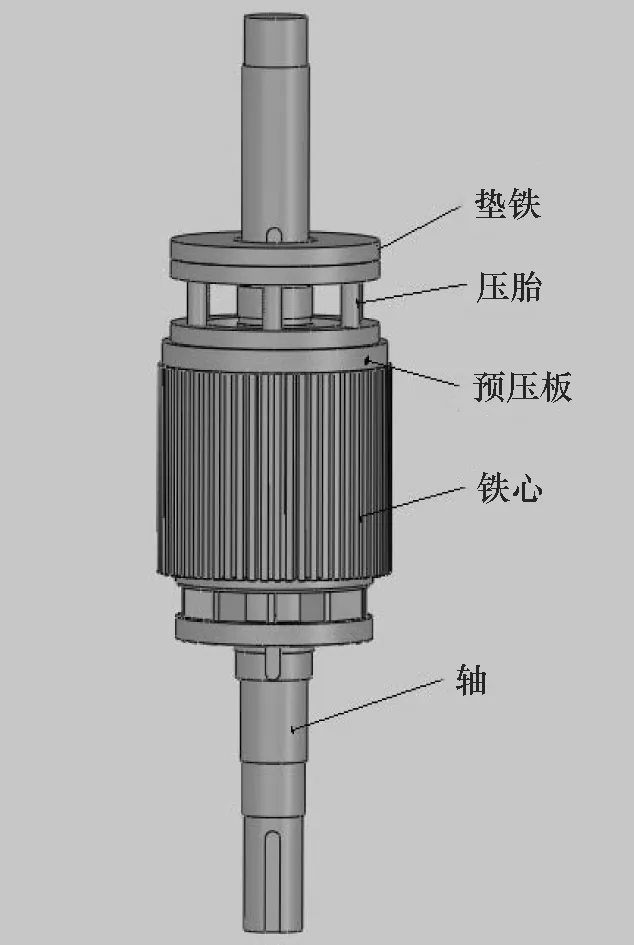
图1 铁心的预压
预压吨位:
压铁心所需总压力
P=ρ×S(N)
ρ为单位面积压力,取3.5~4.5 N/mm2
S为冲片净面积mm2
4) 用测量紧量刀片插入铁心齿部,插入深度不超过3 mm为合格。再测量铁心长度,以便增减冲片,使之符合尺寸要求。测紧量和长度时,以不同位置测三点为准(长度测量以测量槽底尺寸为准)。
5) 铁心长度尺寸达到要求后,除去压力,取下预压工具,继续叠片,装上电枢端板,电枢压板,再最后压紧。
6) 加压时,缓慢开动油压机,压力逐渐上升。达到要求后,放入环键,除去压力,再次测量紧量和长度尺寸,均合格后方可拆去压紧工具及槽样棒。
7) 检查铁心长度其允差为(0~+2)。
8) 槽形整齐度以通槽棒能通过为准。铁心均合格后用电焊焊牢环键,并清除焊渣。
1.3 带电枢支架的电枢铁心装压工艺
1) 按图纸检查电枢铁心支架是否符合要求,并除去毛刺和倒角。
2) 用吊车将电枢支架吊放于平台上,在一端装电枢压圈、齿压板,开始叠第一段硅钢片。检查支架键是否太高太宽,并修理之。
3) 进行叠片时要注意毛刺方向,必须一致(如图2)。

图2 电枢铁心
坏片及表面有油污者不得叠入。铁心叠到40~50 mm,装键和在圆周三等分插入3根槽样棒,叠片时要经常校正槽形的整齐度。
4) 在装压过程中,铁心每装置300~400片时要进行预压,铁心长超过1 000 mm者,叠至1/3、2/3时预压2次。按工艺守则06HPC39.004进行。
5) 在加压状态时,用楔形刀片测量紧量,在铁心段中间齿顶插入深度不得超过3 mm,槽底不得插入,测量铁心长是否符合图纸。
6) 铁心压好后,再装电枢齿压片、电枢压圈。缓慢开动油压机进行加压,压力逐渐上升。达到要求后,放入环键,除去压力,再次测量紧量和长度尺寸,均合格后方可拆去压紧工具及槽样棒(如图2)。
7) 槽形整齐度(以通槽棒能通过为准)、铁心长度均合格后用电焊焊牢环键,并清除焊渣。
1.4 电枢冲片与转轴过盈配合的电枢铁心的装压
1) 电枢冲片与支架或轴具有过盈配合电枢铁心装压,是将电枢冲片叠装在具有过盈配合的装压工具内(如图3)。

图3 电枢铁心及压装工具
2) 全部工具螺杆旋紧后,测量尺寸及紧量。测量方法同上。
3) 电枢铁心装压之后,把紧装压工具的螺杆压下,装压工具的心轴,按图纸加工内孔。
(4) 车内圆时,要严格按内圆找正其允差在0.02 mm之内。车削尺寸公差和表面粗糙度按图纸。车削时注意不要车倒齿压板和齿压板附近的冲片。
若车倒角时要扶起整好并磨平,以防止堵塞通风孔。
5) 车完内圆后,压轴之前要很好的检查各部分尺寸内径长度,直径是否有椭圆度、锥度等情况。若发生此情况须进行修理达到要求时方可压轴。
6) 电枢铁心套轴时采取加热和加压工艺。若加热温度不超过150℃时,采取即加热又加压,加热温度不允许超过冲片绝缘薄膜的绝缘最高温度,故采用两种方法同时进行。
7) 热套过程参见工艺守则。
1.5 叠片注意事项
1) 冲片表面如有油污,灰尘等必须清除干净。
2) 冲片如有弯折不平,校平后再用,漆膜折损不能用。
3) 转轴轴颈要用毛毡或瓦棱纸包扎,不得损坏。
4) 电枢叠片过程中不允许使用扇形片或半片进行调整。
1.6 质量检查
1) 铁心槽内不得有毛刺或尖角。
2) 槽形整齐,槽壁光滑用用通槽棒检查通过。
3) 齿部涨量符合要求。
4) 冲片紧量符合要求。
5) 铁心压紧后环键电焊是否牢固,焊点是否清除干净。
6) 检查铁心齿部胀量不得超过如下允许值。
(1) 有齿压板时见表1。

表1 有齿压板时的允许值 mm
(2) 无齿压板寸见表2。

表2 无齿压板时的允许值 mm
7) 铁心压轴后不得有弯扭现象。
1.7 技术安全
1) 工具及工件质量超过20 kg时,用吊车搬运。
2) 铁心加压时,垫铁等工具应垫平,使其受力均匀,避免不平而弹出伤人和压坏工件。
2 结语
通过对电枢铁心装压不同形式的细化,更加严格地保证了电枢铁心装压的质量,提高了电枢的质量,也同时提高了Z系列直流电机的性能。
