高含硫净化装置酸性气分配控制的优化与应用
2014-08-02赵景峰张钢强李庆男张苏猛张小龙
赵景峰 张钢强 李庆男 张苏猛 张小龙
(中国石化达州天然气净化有限公司,四川 达州 636156)
普光气田是国内最大的整装海相高含硫气田,其高含硫净化联合装置主要工艺包括脱硫单元、硫磺回收单元和尾气处理单元。硫磺单元采用克劳斯工艺的部分燃烧法,将脱硫单元再生出的酸性气引入克劳斯炉,部分燃烧后进入两级转化器,最终将H2S转化为单质硫。中国石化达州天然气净化厂共有6个联合12列高含硫天然气净化装置,单列处理能力3×106m3/d,除了上述主要的工艺单元外,还共用一套天然气脱水和酸水汽提单元[1]。笔者以此装置为背景,分析影响生产稳定的不利因素,介绍酸性气的控制原理,并针对控制系统的设计与组态进行优化。同时,根据装置特点,对两列酸性气分配和克劳斯炉的操作进行优化。
1 工艺流程简介①
高含硫净化联合装置的工艺流程如图1所示,硫磺回收采用克劳斯工艺,原料酸性气来自脱硫后的富胺液再生,再生出的酸性气经塔顶回流罐(D-103)和酸性气分液罐(D-301)进入硫磺回收单元。

图1 联合装置工艺流程
2 酸性气控制的技术特征
2.1 酸性气生产控制原理
正常生产时,脱硫单元胺液再生塔产生的酸性气经塔顶回流罐D-103和酸性气分液罐D-301进入硫磺回收单元。回流罐D-103上设有压力两分程控制[2],用来自动调节进入克劳斯炉的酸性气管网压力。控制器PC11701控制调节阀PV11701A阀(以下简称A阀)和PV11701B阀(以下简称B阀),控制器输出0%~50%时B阀开,输出50%~100%时A阀开。酸性气通过B阀进入硫磺回收装置中的克劳斯炉进行燃烧反应。酸性气管网压力超高时,通过A阀进行放空。经分液罐D-301分液后的酸性气在进入克劳斯炉之前,酸性气控制采用串级控制,主控为压力控制,副控为流量控制。
2.2 生产不利因素
在实际生产中,有两点不利因素导致生产不能平稳进行:
a. 由于受上游原料气量和再生塔底温度波动的影响,胺液再生塔塔顶回流罐D-103压力不稳定,压力PV值会产生波动,那么当PV值稍高设定值SV时,A阀就会打开造成酸性气放空;PV
值稍低于设定值SV时,B阀就会逐渐关闭,造成克劳斯炉流量波动,燃烧不稳定甚至会出现酸性气流量低低联锁停车。
b. 当天然气脱硫装置因事故或其他原因造成停工检修时,硫磺回收和后续所有单元都得停车。因为硫磺回收停车要经过吹硫、钝化、升温及降温等及其复杂的操作工序,需消耗大量的人力物力。
3 生产控制原理的优化操作
3.1 再生塔塔顶回流罐D-103压力控制优化
为了实现压力波动范围内A阀不放空,在压力超高时A阀可以快速打开放空的目的,将总控制器PC11701低限位输出设定为50%,那么B阀的最低开度就是100%。正常生产压力会在60~80kPa之间波动,可以设PC11701的SV值为90kPa。当PV值超过90kPa时A阀会迅速打开放空;PV值低于90kPa时A阀会关闭,但B阀始终开启。进入克劳斯炉的酸性气压力可通过克劳斯炉前压力控制PC-30405进行调压。
3.2 酸性气管网设计优化
针对因上游脱硫单元停车,硫磺回收装置必须被迫停车的缺陷,在两列硫磺回收装置酸性气管线增加一条DN300mm的连通线,优化后的工艺流程如图2所示。
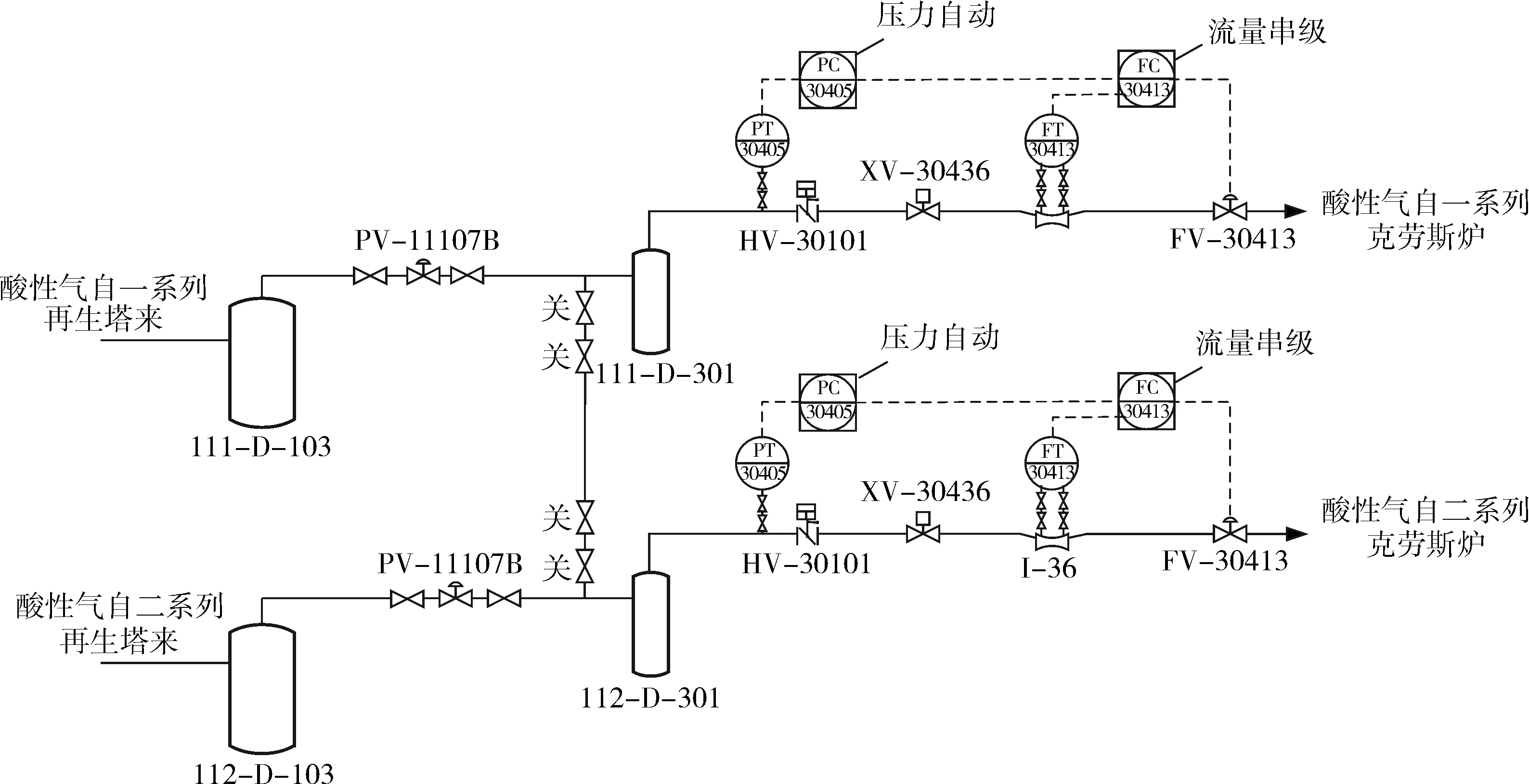
图2 优化后的酸性气分配流程
正常操作条件下,每列胺液再生塔产生的酸性气进入本列硫磺回收单元。当其中一列天然气脱硫装置因事故或其他原因停工检修时,另一列天然气脱硫装置的酸性气可以通过两列硫磺回收装置的连通线分别进入两列硫磺回收装置,以维持两列硫磺回收装置的连续操作。
3.3 酸性气分配的自控优化
目前,天然气净化厂一个联合两列装置同时开工时,为了避免其中一列脱硫装置突然跳车影响硫磺回收单元,两列酸性气连通线处于打开状态。在上述操作模式下,设定一列硫磺回收装置的酸性气进料为定流量控制,而另一列硫磺回收装置的酸性气进料为压力、流量串级控制,以适应上游装置酸性气进料的压力波动,控制流程如图3所示。第二列硫磺回收装置酸性气进料管线上的压力控制PC-30405与同在酸性气进料管线上的流量控制FC-30405为串级控制[3],压力信号为流量控制的设定值。当酸性气进料上游压力升高超过设定值时,PC-30405增加流量控制FC-30405的设定值;反之,当酸性气进料上游压力降低低于设定值时,PC-30405减少流量控制FC-30405的设定值。
4 硫磺回收装置控制操作优化
4.1 酸性气燃烧自控设计
在开工或停工时,克劳斯炉燃烧器的进料除酸性气外,还要增加燃料气伴烧。正常生产时,燃料气切断,酸性气(表1)单独燃烧。其中酸性气中所含H2S将部分燃烧,燃烧空气由鼓风机K-301A/B供给。克劳斯炉自动控制流程如图4所示。

图3 酸性气分配自控流程

组分正常工况%最大工况%C10.2200.210CO234.43032.280H2S58.39060.520COS0.0100.007H2O6.9506.970CH4S0.0040.004总流率/kmol·h-11 331.9801 660.770
所需燃烧空气总量为每股进料气所需的燃烧空气量的总和,每股进料气的空气消耗量通过计算每股进料气中单位摩尔可燃烧物质燃烧所需耗氧量乘以进料气中相应摩尔流量计算而得[4]。酸性气的耗氧量计算列于表2。
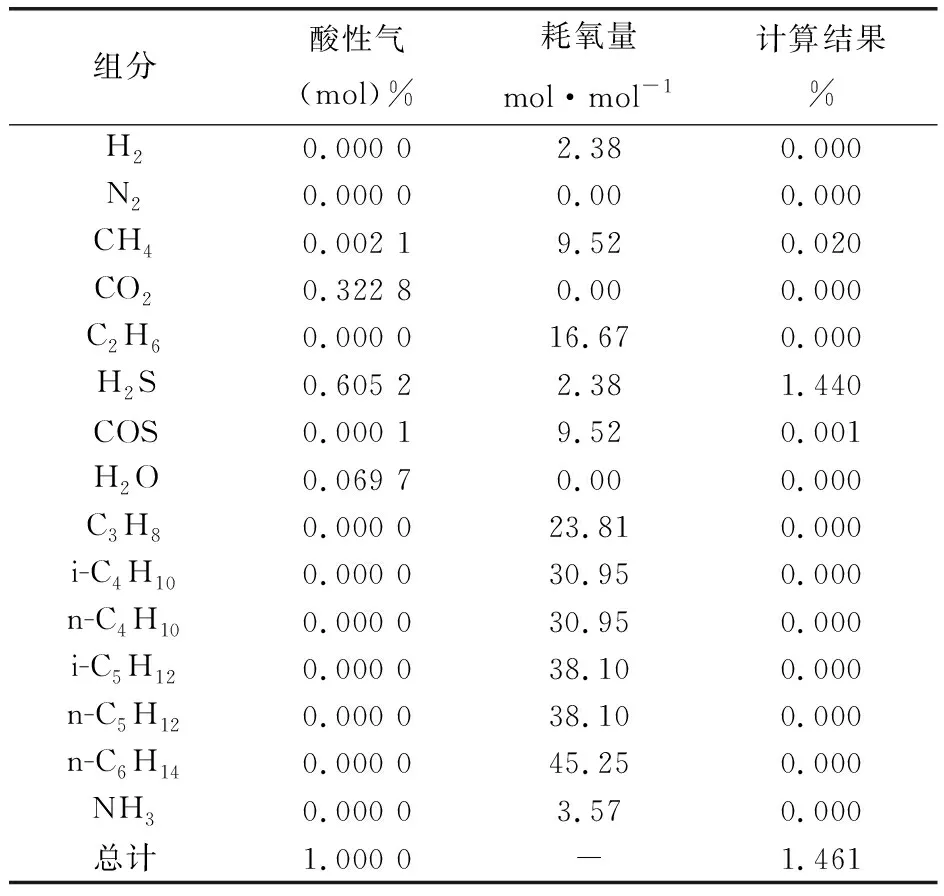
表2 酸性气的耗氧量计算

图4 克劳斯炉自动控制流程
正常操作时,HC-30409中的比例系数应保证通过主燃烧空气调节阀FV-30410调节空气流量为所需燃烧空气总流量的90%~95%,剩余部分燃烧空气通过微调空气调节阀FV-30416,比例系数的设定有效范围为0.7~1.4。通过上述复杂控制回路,酸性气和燃料气的流量变化将会直接反馈到主燃烧空气流量控制系统,酸性气和燃料气的组成变化和测量元件的误差将会通过尾气在线分析仪反馈至微调燃烧空气控制系统[5]。
4.2 自控操作优化
如果反应炉燃烧器的每股进料组分恒定且各个测量元件和调节阀运行正常,控制系统可以准确地控制所需燃烧空气流量。但实际生产情况并非如此,为了保证尾气中H2S与SO2的比例[6,7]为4∶1,以便装置能够达到最大的硫回收率,设置了微调空气调节阀FV-30416。微调空气调节阀FV-30416与主燃烧空气调节阀FV-30410为并联操作,微调空气流量由FT-304016测量,微调空气调节阀的设定值由设置在尾气出装置管线上的在线分析仪AT/AC-31001给定,在线分析仪测定尾气中的H2S与SO2的含量,作为至调节阀的给定值,对微调空气流量进行调节,维持装置过程气中H2S与SO2的比例为4∶1。
组态时设定HC-30409为酸性气耗氧量的比例调节器,如果尾气分析仪AT/AC-31001的给定设定值使微调空气调节阀开度大于70%,调节阀阀位指示FZAH-30416报警,表示微调空气调节阀己经接近流量调节上限。操作人员此时应通过HC-30409调整比例设定系数,使主燃烧空气的调节阀门增加开度,从而使微调空气调节阀在合适调节范围内。如果尾气分析仪AT/AC-31001的给定设定值使微调空气调节阀开度小于30%,调节阀阀位指示FZAL-30416报警,表示微调空气调节阀已经接近流量调节下限。操作人员此时应通过HC-30409调整比例设定系数,使主燃烧空气的调节阀门减小开度,从而使微调空气调节阀在合适的调节范围内。
5 应用效果
再生塔顶回流罐(D-103)出口酸性气压力正常生产时控制在70kPa左右,当酸性气压力缓慢波动时,下游硫磺回收装置酸性气进料管线上的压力控制PC-30405会自动调整压力。当下游一列硫磺回收单元出现异常造成酸性气管网压力上升至90kPa后,两列PV11701A阀同时打开,将酸性气放至火炬系统,保证另一列装置正常生产。有一回,四联合二列脱硫单元跳车,操作人员迅速调整,将一列酸性气定流量分配至二列硫磺回收单元,两列硫磺回收装置生产稳定。脱硫单元排除故障恢复生产后,直接将产生的酸性气进入硫磺回收单元,避免了硫磺单元再次开车带来的麻烦。
6 结束语
联合装置再生塔回流罐顶两分程控制的优化,解决了由于受上游因素导致压力不稳,酸性气时常放空的现象,减少了剧毒气体的外排,避免了大气污染。两列酸性气串联后硫磺回收的自控系统改造,从根本上解决了一列脱硫装置停车后,两列硫磺回收单元能够正常稳定控制,保持了正常的生产状态,从而缩短了装置开停工的时间,节省了大量的人力物力。