聚乙烯装置反应区温度联锁可靠性评估与改进措施
2014-08-02方向荣朱建新庄力健亢海洲袁文彬
方向荣 朱建新 庄力健 亢海洲 袁文彬
(合肥通用机械研究院,合肥 230088)
低密度聚乙烯(Low Density Polyethylene,LDPE)是目前世界上产量最大、成本较低且用途广泛的通用塑料之一,其生产装置根据反应器类型可分为釜式法和管式法两种[1]。管式法的主要流程为乙烯单体压缩后在引发剂(氧或有机过氧化物)、共聚单体及调整剂等的共同作用下分段反应制得聚乙烯产品。管式反应器的操作条件一般为高温(175~330℃)、高压(250~320MPa)(具体操作参数根据产品牌号及引发剂等略有不同),因而具有较大的火灾和爆炸风险,其反应区作为整个装置的核心区域,往往设有众多的温度联锁以免反应器内发生超温自分解。根据现场运行经验,反应区众多的联锁保护也是造成装置大量误跳车的主要原因。因此,如何科学地对反应区的温度联锁进行可靠性评估,从而在保证反应区安全运行的同时,适度降低因联锁而导致的误跳车,提高装置的运行效率和生产效益是一个值得深入探讨的问题。
1 LDPE装置误跳车主要原因分析①
LDPE装置连续运行的时间普遍较短,一般每年停车20~70次,对装置安全生产影响很大[2],图1反映了LDPE装置联锁系统的误跳车比例相比一般炼油装置要高出很多。影响LDPE装置停车的因素很多,主要原因可从生产工艺控制和仪表联锁两方面分析。
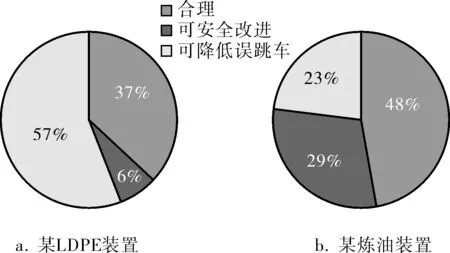
图1 某LDPE装置与炼油装置联锁
1.1 生产工艺控制复杂
LDPE装置具有工艺过程复杂、工艺条件苛刻及不易操作等特点。
首先,原料经两级压缩机压缩增压至250~320MPa,机组功率大,介质压力高,使得机组振动大,仪表设备故障率高,易造成机组联锁停车。另外,二次压缩机出口的乙烯气体若温度过高,会造成局部热点,进而使乙烯发生分解反应。因此在压缩阶段就必须对压缩机各段压力和温度进行密切监控。根据某装置一年的运行统计,46%的停车原因是因仪表设备故障而引起的[3]。
再者,管式反应器内的聚合反应对温度和压力较敏感,在有引发剂存在且压力高于100MPa的情况下,增加压力可使反应加快,反应速度几乎随压力的继续增加而直线上升。乙烯的自分解反应是聚合中的一种失控状态,在高温高压条件下,聚合反应的不稳定性增加,自分解反应发生的可能性就加大。由于催化剂内含杂质、引发剂输送不均匀、反应器换热不良以及系统内混入微量的氧或者杂质均会导致反应失控,因此LDPE装置的工艺特点决定了发生分解反应是不可避免的[4]。
另外,很多管式反应器上安装有脉冲阀,其目的是通过脉冲技术,使反应器的压力产生周期性的下降,同时使物料的流速也产生周期性的变化,以此来移走反应器内壁的结垢,但是脉冲技术会造成反应器压力周期性的波动,引起引发剂注入量的波动,导致反应不稳定。
综上所述,LDPE装置的工艺特点导致其运行过程中波动因素较多,且工艺波动处于较高水平。
1.2 仪表联锁点众多
聚乙烯反应器控制系统非常复杂,控制过程涉及的变量达二百多点,内部变量达三百多点,每个变量的变化都对反应器控制系统有直接影响。因此,仪表联锁点众多,各种设备关联度大是造成装置误跳车的重要原因。以某LDPE装置为例,其十多年的运行记录显示,仅记录在案的反应区温度联锁跳车平均每年就有近4次,其中误跳车占52.38%。
2 反应区温度联锁的可靠性评估
由于LDPE装置反应区涉及超高压且管式反应器长度较长,因此通过安全联锁系统进行主动紧急泄压是唯一可行的安全控制方式[5]。也由于此特点,对LDPE装置的温度联锁进行可靠性评估并提出科学的优化建议成为一项必要的工作。目前在流程工业中对安全联锁系统进行功能安全完整性评估主要采用IEC61511和GB/T 21109.1标准[6]。
以某LDPE装置为例,其反应区共设有155只温度传感器,任意一只检测到超温,系统就会联锁跳车。采用EXIDA商业数据库中相关的温度传感器失效数据,λ_SD=0FITS、λ_SU=650FITS、λ_DD=0FITS、λ_DU=5350FITS、TR=8h、TSD=24h、BETA=0.03,考虑周期为8 760h(即1年);另外逻辑运算器单元为2oo3逻辑结构,λ_SD=3813.98FITS、λ_SU=60.02FITS、λ_DD=2711.12FITS、λ_DU=48.83FITS;执行机构为1oo4紧急泄压阀,λ_SD=0FITS、λ_SU=770FITS、λ_DD=0FITS、λ_DU=1270FITS。其中,λ_SD为可检测安全失效概率;λ_SU为不可检测安全失效概率;λ_DD为可检测危险失效概率;λ_DU为不可检测危险失效概率;FITS=10-9次为每小时失效可能性;PFD为危险失效可能性;PFS为安全失效可能性;TR为在线维修时间;TSD为装置误跳重启时间;BETA为共因失效因子。最后得到的评估结果见表1。
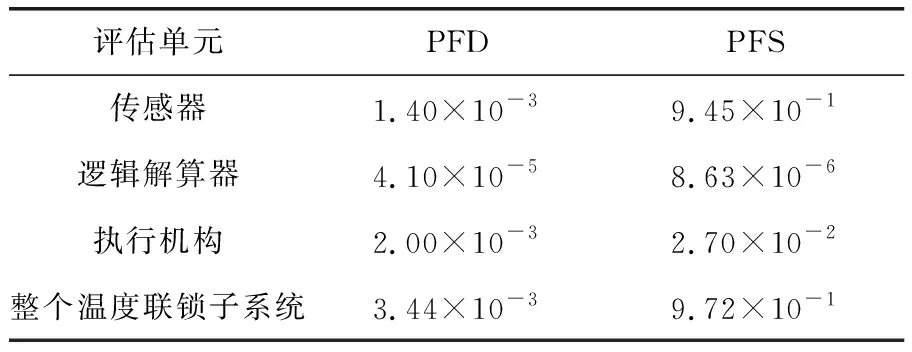
表1 某LDPE反应区温度联锁子系统可靠性计算结果
结果表明,反应区温度联锁的安全失效可能性高达0.972,说明LDPE装置的反应区在一年内仅因仪表联锁故障导致的误跳车概率很高。若再考虑到LDPE装置其他部分的联锁跳车以及工艺波动导致的停车,LDPE装置的跳车次数将上升至一个更高的水平,这也就造成了LDPE装置难以实现长周期运行的状况。
尽管如此,仍然可以通过采取一些措施来提高LDPE装置运行的稳定性。例如某公司的LDPE装置原先平均每年跳车20次左右,通过对联锁系统的评估和优化,并加强日常管理,实现了连续运行二百多天的良好成绩,比以往的运行状况有了很大的改观。从可靠性的角度来看,假如能够利用温度传感器单元的硬件实现双股通信,即每个测温点都能够设双支热电偶且卡件独立,则同样的反应区温度联锁可靠性计算结果见表2。
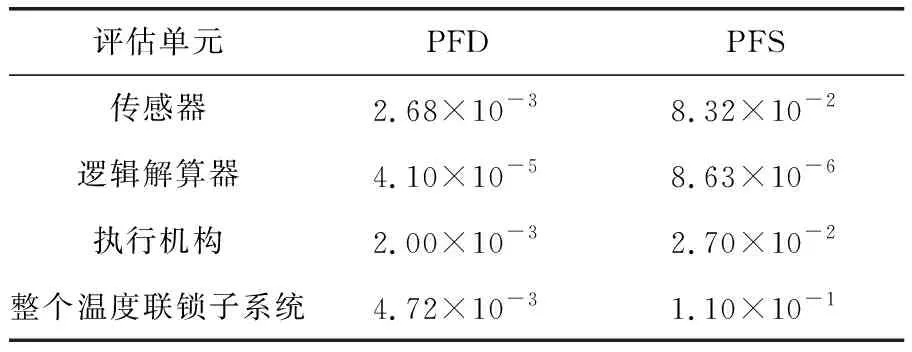
表2 某LDPE反应区温度联锁子系统改进后的可靠性计算结果
通过比较表1、2的计算结果可知,采取上述措施能够在维持联锁安全水平相当的情况下,联锁自身误跳车的可能性比原先降低了88.7%,如图2所示。
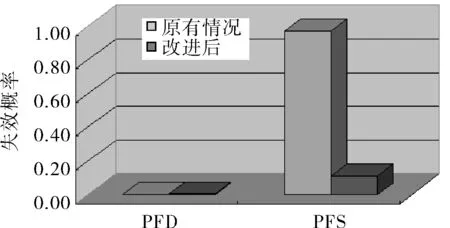
图2 反应区温度联锁子系统改进前、后失效概率对比
3 提高反应区温度联锁可靠性的措施
由上述分析可知,LDPE装置的误跳车次数是由多方面原因造成的,装置固有的系统特性导致其难以长周期连续运行,但是通过对仪表联锁系统进行评估和优化,仍然有可能改善LDPE装置的运行水平,使其稳定性在现有基础上得以提升。
3.1 开展系统安全完整性评估
根据IEC61511和GB/T 21109.1对流程工业的生产装置开展安全完整性评估,找出风险点和误跳源,有助于发现装置中的潜在风险点,从而提出科学的改进建议,在确保安全的前提下降低误跳车次数,使联锁系统的可靠性维持在合理水平,对于减小事故的发生和避免经济损失具有重要意义。
3.2 改善联锁系统的可靠性
部分装置现场设有多重监测仪表,但分别属于安全联锁系统和DCS系统,在仪表可靠性较差的情况下,可以考虑结合DCS系统的仪表信号,充分利用现有硬件条件,从而间接地提高安全联锁系统的可靠性。
以某LDPE装置为例,设计现场原安装有大量的温度监控点用于DCS控制和安全联锁系统,其中每个测温点均使用的是双支高压热电偶,测量信号一路送入DCS用于工艺监控,另一路送入安全联锁系统用于紧急停车(ESD)系统的联锁保护。装置投运后经常跳车,其中因温度联锁引发的误跳车占50%以上,后采取将原先送入DCS系统的信号通过新增的卡件送入安全联锁系统,并与原安全联锁系统信号形成与门逻辑(2oo2)的措施,从而降低了误跳车。
3.3 结合工作环境升级仪表
由于装置现场环境复杂,仪表常处于温度高、压力高、振动大的工况,因此部分仪表易发生故障。以压缩机的温度传感单元为例,若能将铠装电阻体改为防振型电阻体,其抗振效果将得以提高,使用寿命也将延长;另外电阻体可通过自带延长线,将接线移至没有振动或振动较轻微的部位,从而避免接线端子振松的情况,降低仪表因振动而引发的故障[3]。
此外,若装置的仪表装备落后,大量采用单点联锁也可能造成频繁误跳车,充分考虑仪表的现场工作环境,有必要对仪表进行升级或者通过增加冗余设计来提高仪表的可靠性,从而降低误跳车的可能性。
3.4 提高生产工艺的稳定性
工艺波动频繁往往会导致仪表故障率上升并且容易引发装置误跳车,因此提高工艺操作水平也是降低装置误跳车的重要手段。例如加强对一次/二次压缩机组的巡检管理,密切关注压缩机各段的压力和温度变化,避免二次压缩机出口乙烯温度过高导致局部热点的产生,从而降低乙烯发生自分解的可能;关注引发剂注入泵的出、入口压力变化,防止注入管嘴堵塞,避免管嘴顶通后引发剂瞬间流量过大,导致反应温度过高;此外,最大限度地减少系统杂质的含量,严格控制氧的串入,重视压缩机润滑油因氧化而带入活性基团引发乙烯自分解等因素。通过加强对故障源的监控,有利于维持工艺稳定,从而降低装置误跳车的几率。
4 结束语
LDPE装置反应区设置了大量的温度联锁点,安全完整性评估结果证实,这也是造成装置频繁跳车的重要原因。通过对联锁系统进行安全完整性评估,定量分析联锁的可靠性等级,了解装置可靠性的特点,从而采取有针对性的合理措施,使LDPE装置的稳定性在当前运行水平基础上得到较大提升,从而为企业创造更多的经济效益。