基于零相差前馈跟踪的中密度纤维板连续热压系统PID控制1)
2014-08-02刘亚秋朱良宽黄晓舟石广宇
刘亚秋 朱良宽 黄晓舟 石广宇 曹 军
(东北林业大学,哈尔滨,150040) (沈阳松新机器人自动化股份有限公司) (东北林业大学)
基于零相差前馈跟踪的中密度纤维板连续热压系统PID控制1)
刘亚秋 朱良宽 黄晓舟 石广宇 曹 军
(东北林业大学,哈尔滨,150040) (沈阳松新机器人自动化股份有限公司) (东北林业大学)
针对中密度纤维板连续热压控制系统非线性、迟滞、时变性及模型参数不确定性问题,在传统PID基础上引入零相差前馈补偿控制策略,完善了PID控制器的性能。在Matlab7.0环境下进行了仿真,结果表明:与常规PID控制器相比较,该控制器明显提高了热压位置伺服控制系统的跟踪精度和响应速度,减少了在高频响应的相位误差,改善了系统的控制性能。
中密度纤维板;零相差;前馈控制;PID控制器;位置伺服控制
For non-linear characteristic, pure delay and time varying characteristics and model parameters uncertainty of MDF continuous hot pressing control system, we introduced a zero phase feed-forward compensation control algorithm for conventional PID controller to improve the performance of the PID controller. Under the Matlab 7.0 simulation environment, the proposed controller can significantly improve the dynamic tracking accuracy and the response speed of the system, reduce the phase error in high-frequency response and improve the control performance of the system. The control performance of the system was improved.
中密度纤维板(MDF)是人造板工业体系中的一个重要组成部分,虽然我国MDF工业起步晚,但因其产量大、品种多、质地优而价廉等特点,目前已形成较为完善的工业体系,并广泛应用于国民生活及经济建设的各个领域。纤维板是由植物纤维交织成型,并利用纤维固有的胶黏性能或辅以胶黏剂等制成密度为450~880 kg/m3的人造板。因其强度较高、结构均匀、厚度范围大等独有特性获得类似木材并优于木材的美称,被广泛应用于建筑、家具、车辆船舶行业及民用电器材上。对于森林资源十分缺乏的我国而言,提升中密度纤维板品质,对提高国家经济发展、森林资源的保护都具有十分重要的意义[1-2]。
热压是MDF生产中最重要的工序,影响着生产效率以及成本,同时也影响着板坯的厚度、含水率、板坯密度分布的均匀性、胶合强度等相关物理力学特性,所以能否按照工艺的需求,在连续热压机的相应位置达到温度与压力的指标是热压控制的关键所在。连续热压平压机在压机的横向方面设有压力补偿装置,用以解决由于铺床不均、板坯横向蒸气压力不一等因素引起的板坯厚度不均的问题;在压机的运行方向上,可分为数段进行独立控制,以满足不同阶段热压工艺对温度、压力等条件的要求。在同一段中液压缸也有主动与从动之分,系统通过分析毛坯的各种因素设定工艺曲线,实现对主动液压缸的位置控制与热压时间调整,而从动液压缸跟随主动液压缸动作,从动液压缸跟随性能与位置稳定性直接影响板坯的质量。因此,提高电液位置伺服控制系统跟踪控制性能对提高MDF连续生产具有重要意义。
在电液伺服系统中采用高性能光栅作为检测元件,构成了基于偏差的反馈系统,保证了当负荷以及外界条件变化时系统的稳定性。本研究的主要贡献是针对MDF热压系统传统PID控制基础上引入零相差跟踪控制策略,设计了零相差数字前馈控制器,在消除静态误差的同时提高了电液伺服控制系统的跟踪性能。
1 MDF连续热压控制系统
本研究讨论结合电液伺服控制系统和位置伺服控制方法的液压控制板厚的系统控制技术。在MDF连续平压热压生产线上,不同长度的连续热压机在生产过程中的钢带速度虽然不同,但都通过控制液压缸的下降率和热压时间来调整中纤板的厚度。只在生产不同厚度的中纤板产品时,才会根据工艺要求,通过上位机调节钢带开档工艺曲线。一般来说,连续平压热压过程可分为预热压阶段和主热压阶段[3]。图1是典型的连续热压机的压力曲线图。
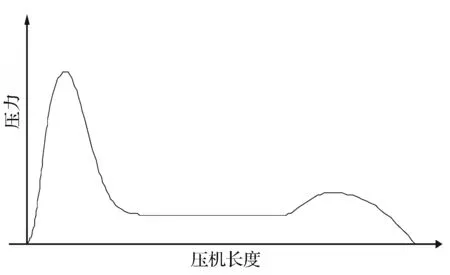
图1 连续热压机压力曲线图
预热压阶段。①快速压榨段:经预压处理的板坯随钢带进入热压机,由于钢带间隙迅速减小将板坯压缩到一定的厚度,压力也迅速上升到最高压力,最大压力值一般在2.0~3.0 MPa;板坯表面温度同时快速上升,并向板坯内部传递热量,形成较大的温度梯度。在板坯反弹力、压板压力以及温度梯度的共同作用下,在板坯表面快速形成很薄的预固化层。该阶段的板坯压缩速度由钢带开档的大小和钢带运行速度决定。②减压阶段:在板坯被压缩到一定厚度,压力上升到最大值后,压力开始逐渐减小,以便减小板面硬层厚度,使断面密度分布更为合理。
主热压阶段:约占压机总长度的75%,产品厚度和胶的固化主要在该阶段完成。①低压段,在压机的一定长度内保持较低压力,低压压力一般为0.1~1.0 MPa,以控制断面密度分布更加合理和有利于板坯内部水分顺利排出。随着水分的排出和胶黏剂的不断固化,克服了板坯的反弹力,压力又逐渐上升到毛坯规定厚度的状态。②保压段,当板坯压缩到一定厚度后,压机进行较长时间的位置保持,钢带间隙不变,保压压力一般为0.2~1.0 MPa,以便控制厚度;板坯内部胶黏剂基本固化后,毛坯会产生干燥现象,其压力趋于零,毛坯随钢带前行,离开保压段,热压结束。
2 热压伺服控制系统
热压位置伺服控制系统一般是由增量式数字阀,液压缸和高精度位置反馈元件——光栅传感器组成的,以低频的动力机构为主要因素,电液伺服控制系统近似为三阶控制系统,其基本结构如图2所示。当光栅传感器检测到的输出位移与给定值产生偏差时,增量信号控制步进电机驱动液压阀产生位移,带动液压缸活塞在油腔内运动产生压力,使热压板运动到给定位置。
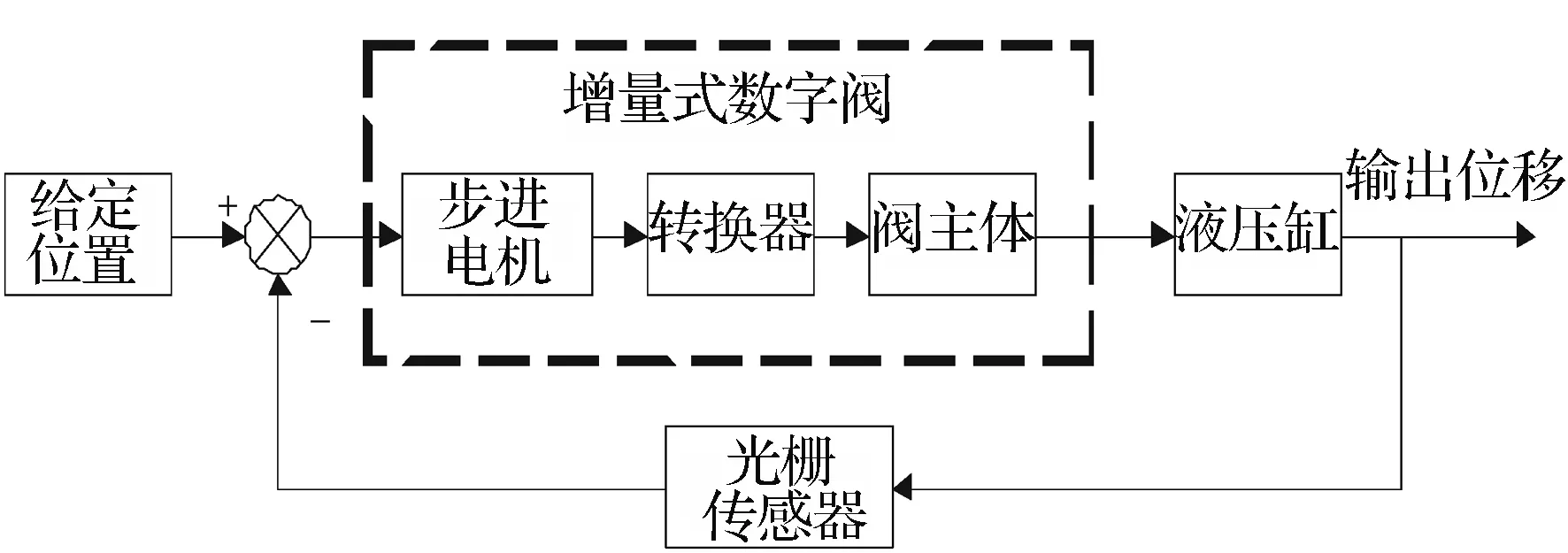
图2 电液位置伺服系统基本框图
3 零相差前馈跟踪控制器设计
3.1 零相差前馈控制原理
针对伺服系统,前馈控制具有提高系统跟踪性能,拓展系统频带的特点。前馈控制器的设计是基于不变性原理,将前馈控制器设计为闭环系统的逆,使校正后系统的传递函数为1。但闭环系统经离散化后得到的传递函数为非最小相位系统,依据不变性原理则将不稳定的零点设计为数字前馈控制器极点,此时的前馈环节是不稳定的。此时若采用复合控制思想设计前馈控制器会导致前馈环节不稳定或使响应产生剧烈震荡[5]。日本学者M. Tomizuka[6]提出的零相差跟踪控制原理,可以针对非最小相位系统设计数字前馈控制器,对闭环系统的零极点和相位进行对消,对于不稳定的零点则引入零点近似值,“近似对消”,求得闭环系统较大频率范围内的逆,使校正后的伺服控制系统在较宽的频带内增益为1,并消除系统的相位误差[7]。
基于零相差前馈跟踪PID控制系统如图3所示,虚框内所示为单入单出闭环PID控制系统,C(z-1)为系统的闭环控制器,Gp(s)为被控对象的传递函数,Fu(z-1)为系统的前馈控制器。设Gc(z-1)由连续的闭环系统经零阶保持器(ZOH)离散化而得,Gc(z-1)具有s个非最小相位零点,其静态增益为1,则Gc(z-1)可表示为:
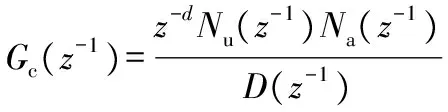
(1)
其中:d为包含采样时间、计算时间等在内的系统延迟时间,d为非负整数;z-d为系统d步延迟;D(z-1)为分母多项式;Nu(z-1)包含了Gc(z-1)中所有的单位圆上及单位圆外的零点;Na(z-1)包含了Gc(z-1)中所有单位圆内的零点;Nu(z-1)可表示为:Nu(z-1)=n0+n1z-1+…+nsz-s,n0≠0。

图3 零相差前馈跟踪PID控制系统框图
3.2 系统相移
定理1[6]: 对于式(1)中定义的Nu(z-1),设H(z-1)=Nu(z)Nu(z-1),则有:
①∠H(ejωτ)=0,∀ω∈R。
②|∠H(ejωτ)|2=Re2[Nu(e-jωτ)]+Im2[Nu(e-jωτ)],∀ω∈R。
根据不变性原理对图3中闭环系统设计前馈控制器Fu(z-1),由于离散化的闭环传函含有不稳定零点,为此,将Nu(z)引入前馈控制器中,对消不稳定零点。Fu(z-1)可表示为:
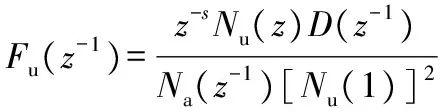
(2)
因此,构成的前馈反馈控制系统的实际输出可表示为:
(3)
若s+d=0,整个系统的传递函数为:

(4)
证明:
Nu(z-1)Nu(z)=(n0+n1z-1+…+nsz-s)(n0+n1z+…+nszs)=
(n0+n1e-jωs+…+nse-jωsT)(n0+n1ejωs+…+nsejωsT)=[n0+n1(cos(ωT)-jsin(ωT))+…+ns(cos(ωsT)-jsin(ωsT))]× [n0+n1(cos(ωT)+jsin(ωT))+…+ns(cos(ωsT)+jsin(ωsT))]=[n0+n1cos(ωT)+…+nscos(ωsT)-j(n1sin(ωT)+…+nssin(ωsT))]×[n0+n1cos(ωT)+…+nscos(ωsT)+j(n1sin(ωT)+…+nssin(ωsT))]=(n0+n1cos(ωT)+…+nscos(ωsT))2+(n1sin(ωT)+…+nssin(ωsT))2=Re2[Nu(e-jωτ)]+Im2[Nu(e-jωτ)];
(5)

(6)

由表达式(2)、(3)可见,零相差前馈控制跟踪轨迹时要知道开始运动前带跟踪轨迹,即要求指令的超前值已知。但当采样时间很小时(如1 ms),可以当前采样周期指令代替超前指令,实现零相差前馈控制。
3.3 控制器设计步骤
基于零相差前馈的PID控制系统如图4所示,设计步骤如下。
①定步长高频扫描,闭环系统采用P调节方式,并采用最小二乘法求得闭环系统的幅频、相频特性。
a.因为采样频率较高,所以采用正弦函数作为参考输入,理想输入表示为:
rin(k)=Asin(2πFk)。
(7)
式中:rin(k)、yout(k)为系统输入、输出信号。
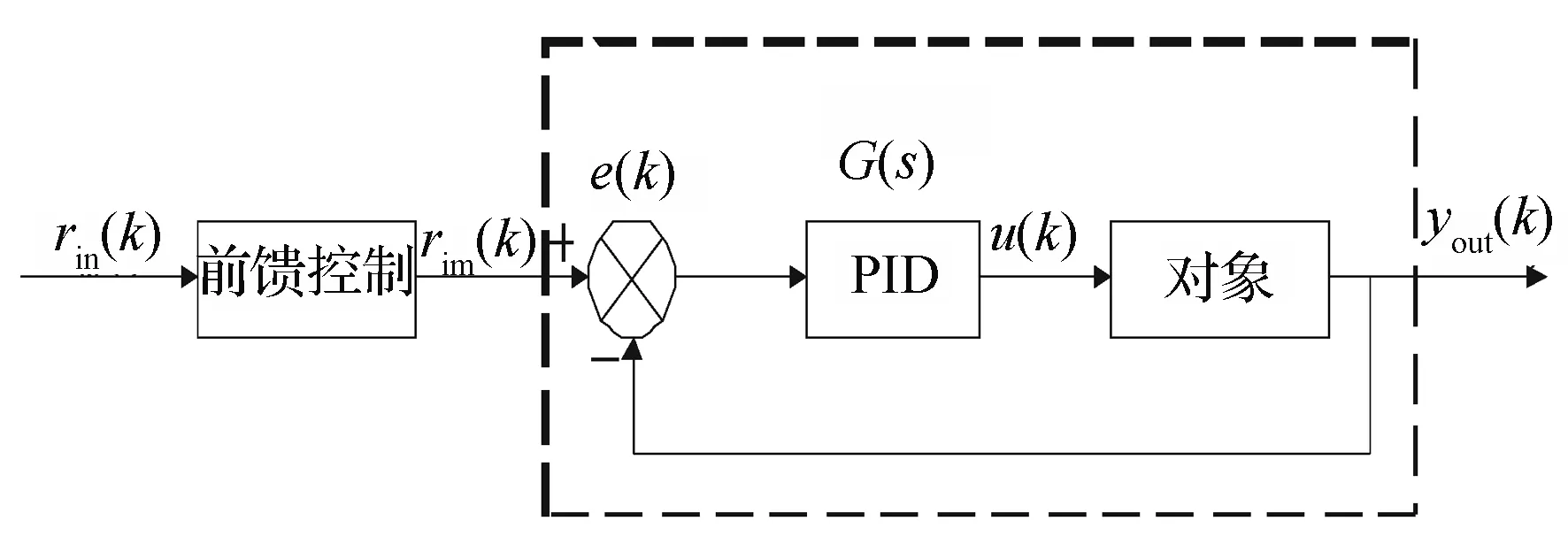
图4 基于零相差前馈的PID控制系统结构
扫描测试频率F:
F=Fint+N×Fstep。
(8)
式中:Fint为初始扫频频率,Fstep为扫频固定步长。
b.P调节的控制规律:
e(k)=rin(k)-yout(k)。
(9)
c.最小二乘法原理:
当系统为线性时,其输出角位置可表示为

(10)
在时间域内取t=0,h,2h,…,nh,其中h=0.001,n=1 000。
设YT=[y(0)y(h)…y(nh)],c1=Afcosφ,c2=Afsinφ,且有:

(11)
则求出c1、c2的最小二乘解为:

(12)
从而得到幅频和相频特性:
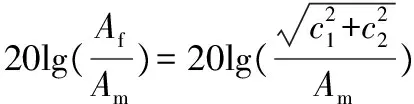
(13)
②利用Bode图对闭环系统进行拟合,离散化后获得闭环系统离散传递函数为,依据零相差原理式(1)~(5),设计零相差前馈控制器。
③采用零相差前馈控制:
e(k)=rmin(k)-yout(k);u(k)=kpe(k)。
(14)
其中:rinn(k)为前馈控制器的输出。
4 仿真结果及分析
对电液位置控制系统各环节建模,系统开环传递函数[8]如式(15)所示:
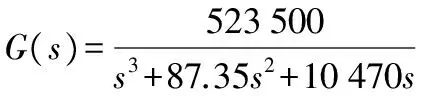
(15)
闭环系统的比例环节kp=7.0,求得离散化的前馈控制器Fu(z-1)为:
Fu(z-1)=(4 984-1.501×104z-1+1.561×104z-2-6.06×103z-3+484.7z-4)/(1+0.561 8z-1)。
(16)
在Matlab仿真环境下,分别在正弦信号与随机信号输入的情况下,对数字PID控制与零相差前馈跟踪PID控制的闭环控制系统进行仿真比对。
仿真情形一:选择正弦信号作为系统跟踪的参考信号,设位置跟踪信号为:rin(k)=0.50sin(3πFk),取F=3.0。其位置跟踪及跟踪误差仿真结果如图5、图6所示。可以看出:采用零相差前馈方法的跟踪误差远远小于数字PID控制系统,并且没有跟踪延迟。实现了快速无偏差、无超调的动态跟踪。
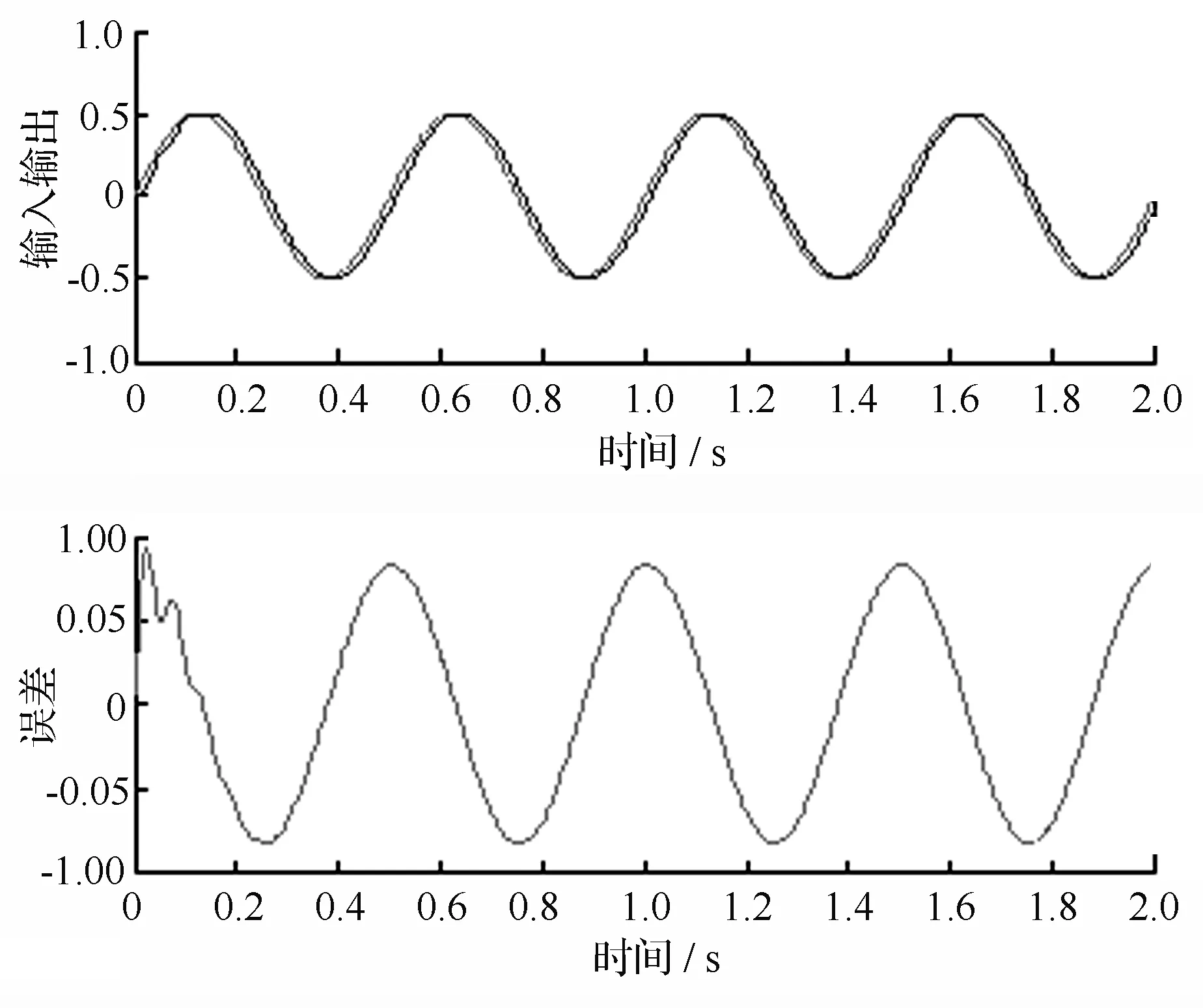
图5 数字PID正弦位置跟踪

图6 零相差前馈补偿PID控制正弦位置跟踪
仿真情形二:以3个幅值与角频率不同正弦信号的叠加作为随机信号,设位置跟踪信号:rin(k)=0.50sin(3πFt)+1.0sin(6πFt)+1.0sin(10πFt),F=1.0。其位置跟踪及跟踪误差仿真曲线如图7、图8所示。分别求取闭环PID控制Gc(z-1)Bode图与零相差前馈补偿PID控制系统Fu(z-1)Gc(z-1)的Bode图,如图9、图10所示。在引入了前馈补偿控制后,系统输出的相位跟踪误差大大减小,在低频段一定范围内实现了输出的高精度跟踪输入。

图7 超前信号未知数字PID位置跟踪
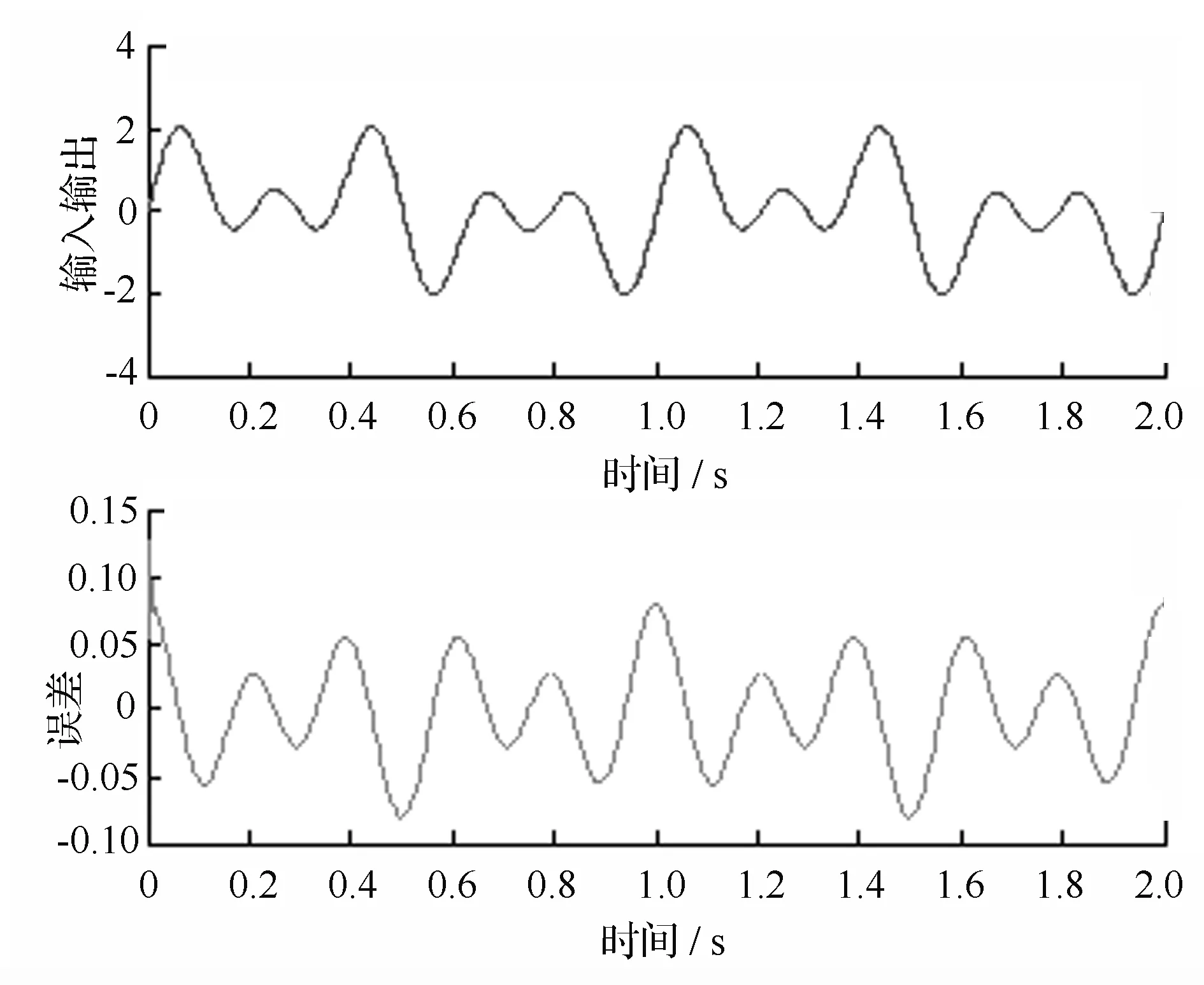
图8 超前信号未知零相差前馈补偿的PID控制位置跟踪

图9 闭环PID控制系统Bode图拟合
综上所述,在随机信号的情况下,与正弦信号比位置跟踪性能有所下降,但采用零相差前馈补偿控制器的电液位置伺服控制系统跟踪速度快、高频相位跟踪误差大大减小,动态位置跟踪误差明显减小,并在低频范围内实现了对输入信号的高精度跟踪。
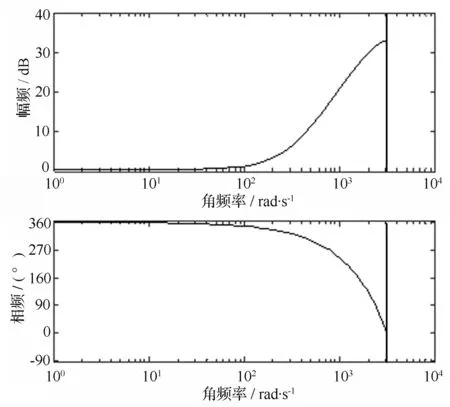
图10 零相差前馈补偿PID控制系统的Bode图
5 结论
针对MDF生产的热压电液位置控制系统的精
准跟踪性能的要求,设计了零相差前馈跟踪的PID控制器,通过与数字PID控制仿真结果的对比试验得出:该方法可以有效提高系统的跟踪速度,明显减小了系统高频响应时动态跟踪误差与高频响应时的相位误差,而且在低频的一定范围内实现了输出的高精度跟踪输入,使系统的控制性能得到改善。
[1] Zheng K Z. Analysis on hot press technology control in production of MDF by continuous press[J]. China Wood Industry,1999,13(6):34-36.
[2] Liu Z T, Wang J Y. Study on factors influencing the heat transfer process in hot press of wood particleboard[J]. Journal of Beijing Forestry University,1995,17(2):64-71.
[3] 陈德旺.连续平压发生产MDF的热压工艺[J].林产工业,2005,32(4):32-34.
[4] Liu Y Q, Wu Q. Cross-coupled synchronized control for Bi-Cylinder servo system[J]. Applied Mechanics and Materials,2011(44-47):1646-1650.
[5] 张春红,刘强.基于插值补偿的零相差直线伺服系统跟踪控制实验研究[J].机床与液压,2011,39(7):18-20.
[6] Tomizuka M. Zero phase error tracking algorithm for digital control[J]. ASME Journal of Dynamic System, Measurement, and Control,1987,109(1):65-68.
[7] 施三保,颜晓河.电动车回馈制动的零相位误差跟踪控制研究[J].自动化仪表,2007,28(9):53-56.
[8] 蔡纪华.谈人造板热压机控制系统的进展[J].森林工程,2002,28(1):9-10.
MDF Hot Pressing System PID Control by Zero Phase Error Feed-forward Tracking/Liu Yaqiu, Zhu Liangkuan
(Northeast Forestry University, Harbin 150040, P. R. China); Huang Xiaozhou(Shenyang Songxin Robotics Automation Co., LTD); Shi Guangyu, Cao Jun(Northeast Forestry University)//
Journal of Northeast Forestry University.-2014,42(6).-133~136,147
MDF; Zero phase error; Feed-forward control; PID controller; Position servo-control
刘亚秋,男,1971年2月生,东北林业大学信息与计算机工程学院,教授。
朱良宽,东北林业大学机电工程学院,副教授。E-mail:zhulk@126.com。
2014年1月13日。
TS653.6
1) 黑龙江省科技攻关项目(GC12A407)、黑龙江省教育厅科技研究项目(12533027)。
责任编辑:戴芳天。
