Research and Development of Novel Heavy Oil Catalytic Cracking Catalyst RCC-1
2014-07-31ZhangJiexiaoZhouYanXuYunTianHuiping
Zhang Jiexiao; Zhou Yan; Xu Yun; Tian Huiping
(1. SINOPEC Research Institute of Petroleum Processing, Beijing 100083; 2. SINOPEC Catalyst Company Qilu Division, Zibo, Shandong 255336)
Research and Development of Novel Heavy Oil Catalytic Cracking Catalyst RCC-1
Zhang Jiexiao1; Zhou Yan2; Xu Yun1; Tian Huiping1
(1. SINOPEC Research Institute of Petroleum Processing, Beijing 100083; 2. SINOPEC Catalyst Company Qilu Division, Zibo, Shandong 255336)
A novel heavy oil catalytic cracking catalyst RCC-1 was developed by using the ultra-stable zeolite, which was hydrothermally treated and modified through cleaning its pores to serve as the active component. The chemical composition and physicochemical properties of RCC-1 catalyst were studied by XRF, BET, pore volume analysis, attrition index analysis, and particle size distribution determination methods, and its catalytic cracking performance was also evaluated by a microreactor for light oil cracking and the ACE device. The test results showed that the new type of heavy oil catalytic cracking catalyst RCC-1 had good physicochemical properties and heavy oil cracking ability, strong anti-metallic contamination capability, good product distribution, good coke selectivity and gasoline selectivity, and excellent reduction of gasoline olefin content characteristics.
heavy oil, catalytic cracking catalyst, activity, stability
1 Introduction
With an increasing supply of heavier feedstock for the catalytic cracking unit, the FCC catalyst is required to possess a higher activity and more unobstructed porous channels in order to increase the heavy oil conversion and metal contamination resistance[1-3]. Therefore, the Y zeolite as the main active component of FCC catalyst should have such properties as intact crystal structure, proper distribution of acidic active sites, good active sites accessibility, as well as high thermal and hydrothermal stability[4-8]. This study aims to firstly clean the zeolite channels followed by modification of rare earth ions to increase the effective rare earth content in the ultrastable Y zeolite in an attempt to prepare a novel hydrothermally ultrastable Y zeolite that can integrate high rare earth content with high stability and high cracking activity of the zeolite. A light oil cracking microreactor and an ACE-Model R+ type fixed fluidized bed unit have been adopted to study the performance of FCC catalyst with its active component composed of the hydrothermally ultrastable Y zeolite.
2 Experimental
2.1 Preparation of catalyst samples
The DASY series of hydrothermally ultrastable zeolites were the commercial products manufactured by the Qilu Division of Sinopec Catalyst Company. At first the hydrothermally ultrastable zeolite DASY0.0 was treated with a mixed acid solution at a proper concentration to modify the zeolite structure through cleaning its pores, and then the zeolite after filtration was subjected to ion exchange with rare earths followed by filtration and drying to yield a sample labeled as MDY0-1. If the hydrothermally ultrastable zeolite DASY0.0 was directly modified through ion exchange with rare earths, followed by filtration and drying, the product obtained thereby was labeled as DY. The above-mentioned zeolite samples serving as the active component after being separately mixed with the binder, pseudo-boehmite and alumina gel, and the support kaolinite at the same proportion were subjected to spray drying to form micro-spherical catalyst in accordance with the conventional procedure for manufacture of FCC catalyst. The catalyst samples obtained thereby were calcined at 350 ℃ for 2 h, and washed with acidic water. The washed samples were dried for analytical purpose. Among these samples the catalyst made of the zeolite DYserving as the active component that was not modified by means of pores cleaning was denoted as the base catalyst, whereas the catalyst made of the zeolite MDY0-1 serving as the active component that was modified through pores cleaning was denoted as RCC-1.
2.2 Methods for physical and chemical analysis of catalysts
The chemical composition of catalyst samples was determined by X-ray fluorescence analysis using a Rigaku 3271E type X-ray fluorescence spectrometer. The specific surface area of catalyst was measured by the static low-temperature nitrogen adsorption volumetry using a Micromeritics ASAP2400 static nitrogen adsorption analyzer. The pore volume of catalyst was determined by the trickling water method. The attrition index of catalyst during fluidization was determined by the attrition tester.
2.3 Methods for assessing the performance of catalytic cracking catalyst
(1) Microreactor for light oil cracking
Evaluation of microreactor activity for light oil cracking (micro-activity index): The standard method RIPP 92-90[9]was adopted to evaluate the microreactor activity for light oil cracking. The experimental setup consisting of a WFS-1D automatic microreactor activity tester, which was manufactured by RIPP, operated on a Dagang straight-run light diesel fraction with a boiling range of 239—351 ℃. The microreactor was a fixed-bed reactor with a catalyst loading of 5 g. The catalytic cracking reaction was conducted at a reaction temperature of 460 ℃, a catalyst/oil ratio of 3.2, and a WHSV of 16 h-1along with a stripping nitrogen flow rate of 30 mL/min and a stripping duration of 10 min.
(2) Fixed fluidized-bed microreactor
The experimental setup, which was an US KTI Corporation’s ACE-Model R+ fixed fluidized-bed with a catalyst loading of 9 g, operated on a VGO derived from the pipeline transported mixed crude at a reaction temperature of 500 ℃ and a catalyst/oil ratio of 3.00—8.04.
3 Results and Discussion
3.1 Physicochemical properties of RCC-1 catalyst
The novel heavy oil cracking catalyst RCC-1 developed on the basis of hydrothermally ultrastable zeolite serving as the active component, which was modified through cleaning of channel pores, was prepared in the pilot plant. The chemical composition and physico-chemical properties of catalyst samples were analyzed, with the data presented in Table 1.
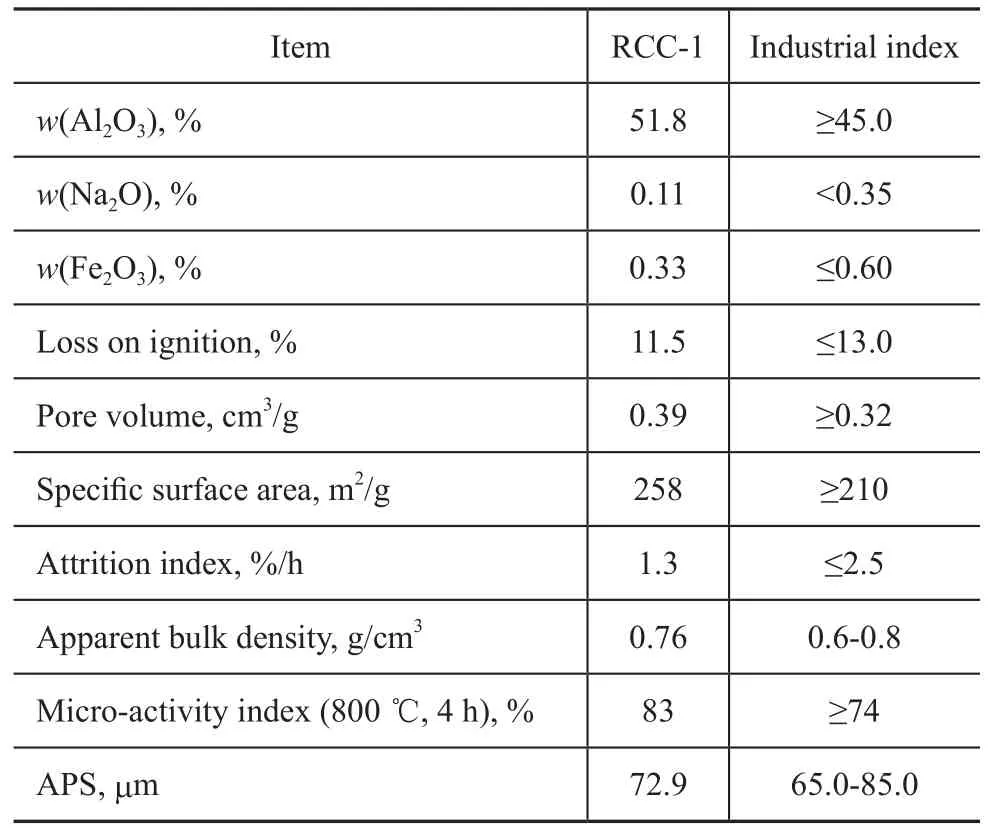
Table 1 The physicochemical properties of RCC-1 catalysts
It can be seen from Table 1 that the chemical composition of the prepared RCC-1 catalyst including the contents of Al2O3, Na2O and Fe2O3met the requirements for commercial catalyst, while the physicochemical properties of the catalyst including the surface area, pore volume, attrition index during fluidization, apparent bulk density, and average particle size (APS) all complied with the demand of commercial catalyst in addition to a higher micro-activity index. The test results listed in Table 1 have revealed that the chemical composition and physicochemical indicators of RCC-1 catalyst all met the specification requirements, because this catalyst featured high strength, medium bulk density, large specific surface area, large pore volume, and high catalytic activity.
3.2 Performance of novel heavy oil catalytic cracking catalyst RCC-1
Based on the concepts aimed at the development of a novel heavy oil catalytic cracking catalyst, the catalyst RCC-1 was prepared using the hydrothermally ultrastable zeolite modified through cleaning of channel pores. This novel catalyst was investigated to compare its performance with a base catalyst that was to be tested incommercial scale at a certain refinery, with the physical properties of the catalyst RCC-1 presented in Table 2. The properties of feedstock used in catalyst performance tests are presented in Table 3. The catalyst samples were subjected to ageing at 800 ℃ for 12 h with 100% steam before performance tests. The RCC-1 catalyst along with the base catalyst were tested in the ACE microreactor unit at a reaction temperature of 500 ℃ to compare their heavy oil cracking ability, their product distribution characteristics and coke selectivity.

Table 2 The properties of fresh RCC-1 catalyst
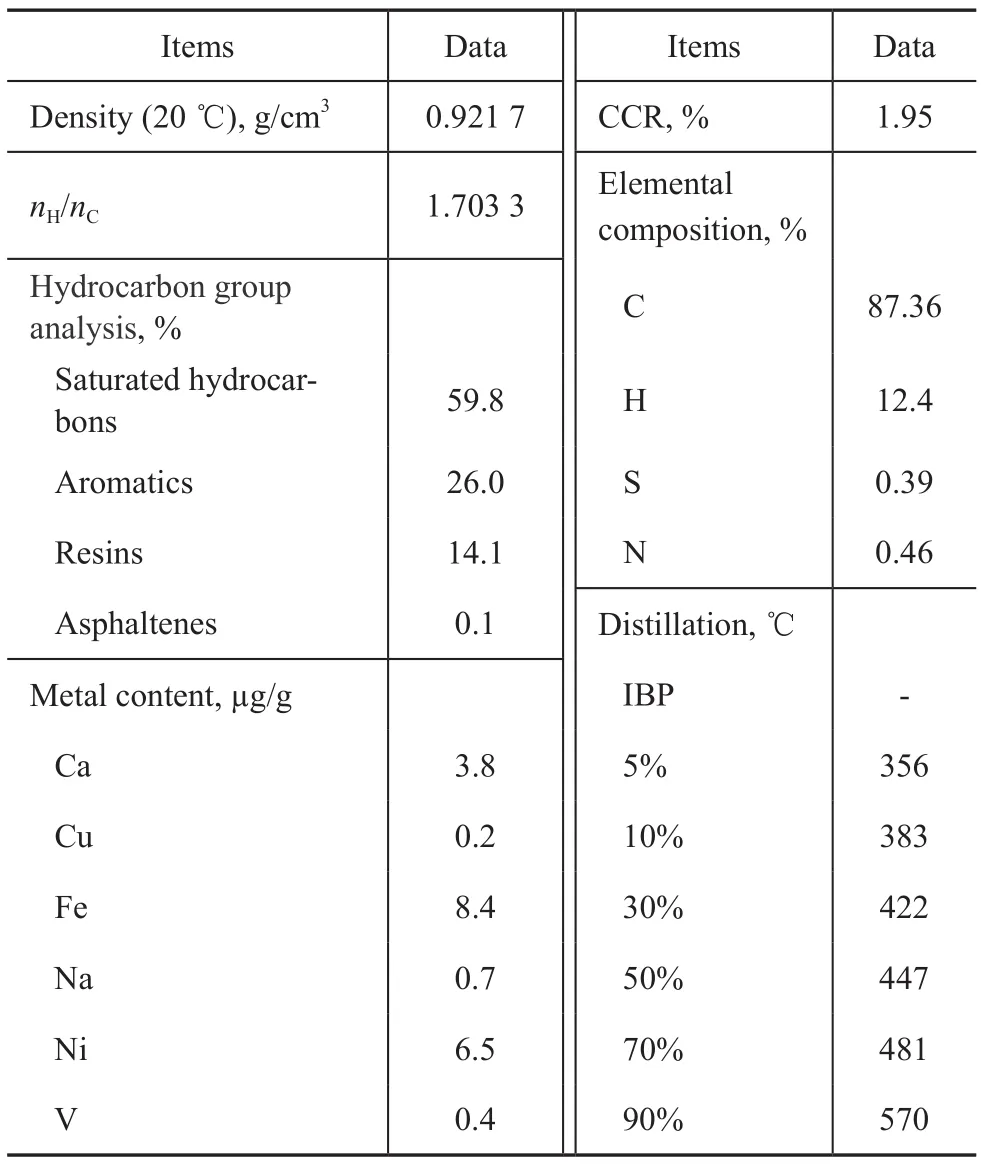
Table 3 The properties of feedstock
3.2.1 Study on heavy oil cracking ability of novel catalyst RCC-1
The bottoms yield depending upon the changes in feedstock conversion is presented in Table 4, and the feedstock conversion depending upon the changes in catalystto-oil ratio is presented in Table 5. It can be seen from the data listed in Table 4 that in comparison with the base catalyst the yield of unconverted bottoms over the catalyst RCC-1 was reduced. However, it can be seen from Table 5 that at the same catalyst/oil ratio adopted thereby the feedstock conversion achieved by the catalyst RCC-1 was greater than the base catalyst. The test results had revealed that compared to the base catalyst the novel heavy oil cracking catalyst RCC-1 showed a higher heavy oil cracking ability.
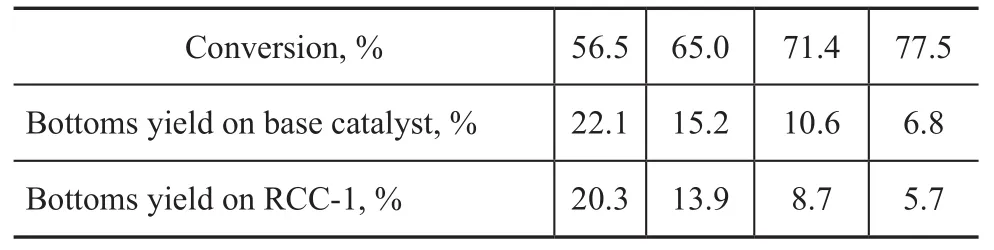
Table 4 Bottoms yields depending upon the changes in feed oil conversion
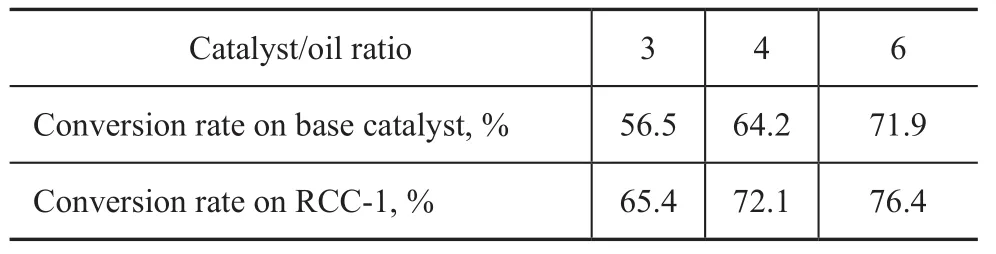
Table 5 The conversion depending upon the changes in catalyst-to-oil ratio
3.2.2 Product distribution characteristics over the RCC-1 catalyst
The product distribution characteristics obtained over the RCC-1 catalyst and the base catalyst were studied under the same reaction conditions. Table 6 shows the total liquid yield depending upon the changes in feed oil conversion, while Table 7 denotes the light oil yield depending upon the changes in feed oil conversion. It can be seen from data listed in Tables 6 and 7 that at the same feed oil conversion the total liquid yield achieved by the novel catalyst RCC-1 was always higher than that achieved by the base catalyst, and the light oils yield achieved by the novel catalyst RCC-1 was also higher that that achieved by the base catalyst. The test results had revealed that in comparison with the base catalyst the yields of valuable FCC products, especially the yield of light oils were higher as compared to those products obtained over the base catalyst.

Table 6 Total liquid products yields depending upon the changes in feed oil conversion
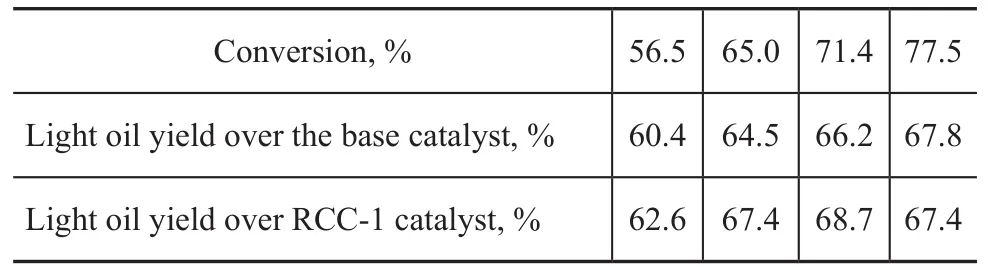
Table 7 Light oil yields depending upon the changes in feed oil conversion
The distribution of LPG and gasoline in the FCC products was further investigated. Table 8 shows the LPG yields depending upon the changes in feed oil conversion, and Table 9 denotes the gasoline yield depending upon the changes in feed oil conversion, while Table 10 shows the gasoline olefins content depending upon the changes in feed oil conversion. It can be seen from the data presented in Tables 8, 9, and 10 that within the range of feed oil conversion rate changes the LPG yield obtained over the novel heavy oil cracking catalyst RCC-1 was less than that obtained over the base catalyst. The gasoline yield obtained over the novel heavy oil cracking catalyst RCC-1 was much higher than that obtained over the base catalyst. Furthermore, it can be learned from the gasoline olefins content which depended upon the changes in feed oil conversion presented in Table 10 that at the same feed oil conversion the novel heavy oil catalyst RCC-1 harvested a much lower olefin content in gasoline as compared to the base catalyst. All these results have revealed that compared with the base catalyst the novel heavy oil catalyst RCC-1 had better gasoline selectivity coupled with lower olefin content in gasoline.
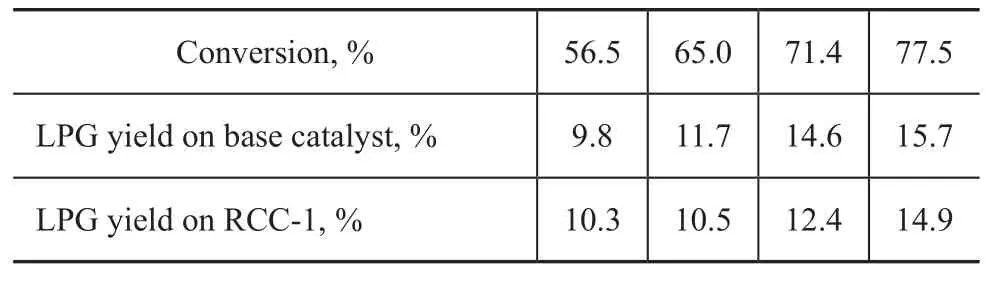
Table 8 LPG yields depending upon the changes in feed oil conversion
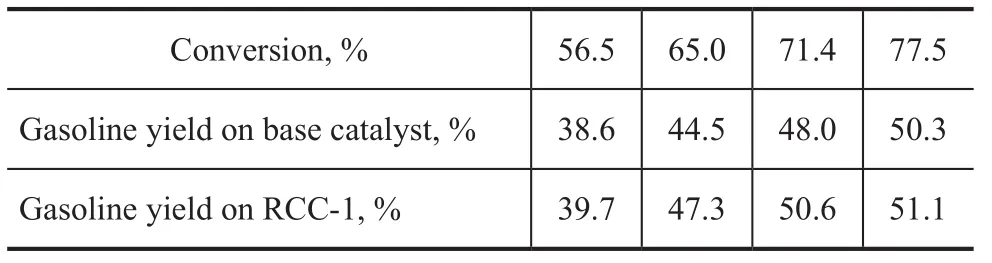
Table 9 Gasoline yields depending upon the changes in feed oil conversion
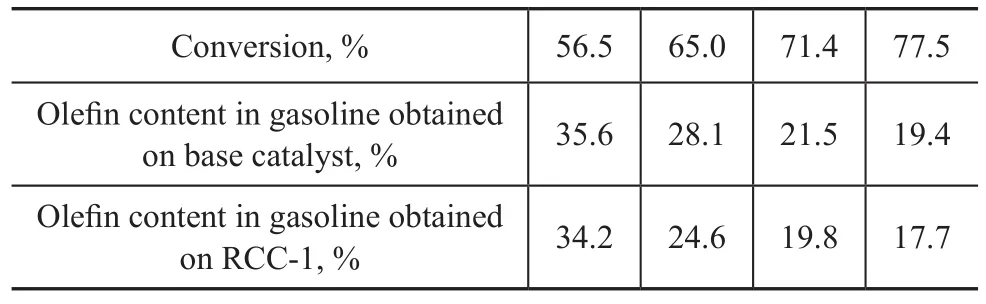
Table 10 Gasoline olefins content depending upon the changes in feed oil conversion
3.2.3 Coke selectivity of RCC-1 catalyst
The coke selectivity was studied and compared between the novel heavy oil FCC catalyst RCC-1 and the base catalyst under the same reaction conditions. Table 11 shows the coke yield depending upon the changes in the feed oil conversion, while Table 12 indicates the coke yield depending upon the changes in the bottoms yield. It can be seen from data presented in Tables 11 and 12 that either at the same feed oil conversion rate or at the same bottoms yield the coke yield obtained over the novel heavy oil FCC catalyst RCC-1 was obviously lower than the case with the base catalyst. The test results had confirmed that the novel catalyst RCC-1 possessed a better coke selectivity as compared to the base catalyst.
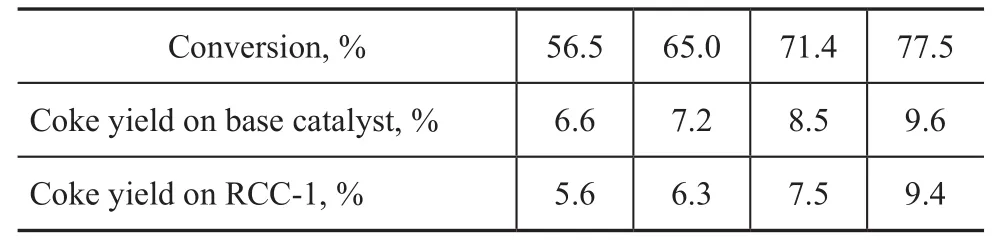
Table 11 Coke yield depending upon the changes in feed oil conversion

Table 12 Coke yield depending upon the changes in bottoms yield
3.3 Study on resistance of novel heavy oil FCC catalyst RCC-1 against metal contamination
The resistance of novel heavy oil FCC catalyst RCC-1 against metal contamination was investigated. The said novel heavy oil FCC catalyst RCC-1 after having been artificially contaminated with vanadium (containing 1 500 wppm of V) was subjected to ageing with 100 % steam at 800 ℃ prior to the assessment of its catalytic performance in the light oil cracking microreactor and the ACE-Model R+ type fixed fluidized bed unit, while a reference cata-lyst L having good resistance against metal contamination was studied for comparison under the same treating conditions, with the test results presented in Table 13.
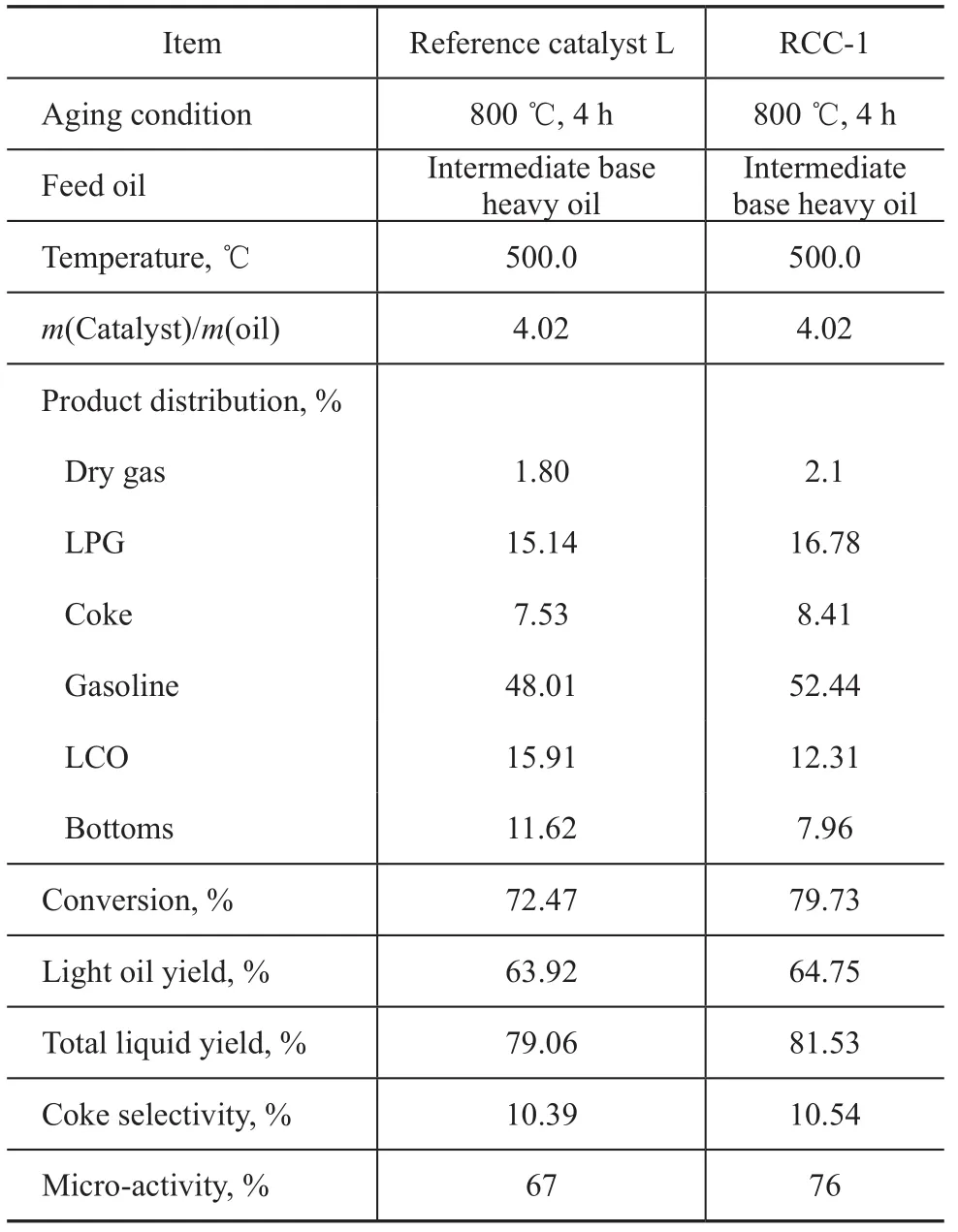
Table 13 Evaluation of micro-reactor and ACE of catalyst contaminated by vanadium (w(V)=1 500 mg/g)
The data listed in Table 13 had confirmed that under the same metal contamination degree and ageing conditions in comparison with the reference catalyst L operating at the same catalyst/oil ratio the novel heavy oil FCC catalyst RCC-1 showed a feed oil conversion increase of 7.26%, a gasoline yield increase of 4.43%, a light oil yield increase of 0.83%, a total liquid yield increase of 2.47%, an unconverted bottoms yield reduction of 3.66% and a micro-activity index increase of 9%, indicating to a better bottoms cracking ability and better product distribution of the novel catalyst RCC-1. The overall outcome of analysis has revealed that the novel heavy oil cracking catalyst RCC-1 possessed a better resistance against heavy metal contamination.
4 Conclusions
Based on the evaluation of physicochemical properties and reaction performance of catalyst samples, the novel heavy oil FCC catalyst RCC-1 developed thereby had the following specific features as compared to the reference catalyst: 1) The novel heavy oil FCC catalyst RCC-1 featured high mechanical strength, large pore volume and high activity. 2) The novel heavy oil FCC catalyst RCC-1 showed stronger bottoms cracking ability, better products distribution, better coke selectivity, better gasoline selectivity, and more significant ability to reduce olefin content in gasoline. 3) The novel heavy oil FCC catalyst RCC-1 possessed excellent resistance against metal contamination.
[1] Yu Shanqing, Tian Huiping, Long Jun. Advances in low and zero rare earth FCC catalysts abroad[J]. Petroleum Processing and Petrochemicals, 2013, 44(8): 1-7 (in Chinese)
[2] Liu Xiaoqing, Duan Hongchang, Zhao Yihua, et al. Commercial application of LDO-70 efficient conversion catalysts for heavy oil[J]. Petroleum Processing and Petrochemicals, 2013, 44(9): 15-18 (in Chinese)
[3] Duan Hongchang, Tan Zhengguo, Zhang Haitao, et al. Commercial application of heavy oil catalytic cracking LOG-90 catalyst for high octane gasoline[J]. Petroleum Processing and Petrochemicals, 2013, 44(9): 11-14 (in Chinese)
[4] Grobet P J, Jacobs P A, Beyer H K. Study of the silicon tetrachloride dealumination of NaY by a combination of NMR and IR methods[J]. Zeolites, 1986, 6(1): 47-50
[5] Tang Jinlan, Xu Youhao, Wang Xieqing, et al. Study on the naphthenic ring opening reacions of tetrahydronaphthalene over zeolite catalysts[J]. Petroleum Processing and Petrochemicals, 2012, 43(1): 20-25
[6] Skeels G W, Breck D W. Zeolite chemistry: V. Substitution of silicon for aluminum in zeolite via reaction with aqueous fluorosilicate[C]//Proc. 6th International Zeolite Conf. (Butterworth), 1984: 87-96
[7] Martens J A, Grobet P J, Jacobs P A. The Chemistry of the Dealumination of Faujasite Zeolites with Silicon Tetrachloride[J]. Studies in Surface Science and Catalysis, 1991, 63: 355-379
[8] Wang Mingjin, Xu Mingde, Zhu Yuxia. Development and application of CDOS series catalysts for bottoms cracking[J]. China Petroleum Processing and Petrochemical Technology, 2013, 15(4): 9-13
[9] Yang Cuiding Gu Kanying, Wu Wenhui. Methods for Analysis of Petrochemical Products (Test Methods Proposed by RIPP)[M]. Beijing: The Science Publishing House, 1990
Received date: 2014-05-12; Accepted date: 2014-10-16.
Professor Tian Huiping, Telephone: +86-10-82368650; E-mail: tianhp.ripp@sinopec.com.
杂志排行
中国炼油与石油化工的其它文章
- Comparative Studies on Low Noise Greases Operating under High Temperature Oxidation Conditions
- A Method for Crude Oil Selection and Blending Optimization Based on Improved Cuckoo Search Algorithm
- Experimental Research on Pore Structure and Gas Adsorption Characteristic of Deformed Coal
- Mathematical Model of Natural Gas Desulfurization Based on Membrane Absorption
- Ni2P-MoS2/γ-Al2O3Catalyst for Deep Hydrodesulfurization via the Hydrogenation Reaction Pathway
- Effects of Airflow Field on Droplets Diameter inside the Corrugated Packing of a Rotating Packed Bed