射频识别技术在堆取料机上的应用
2014-07-30王凤张龙
王 凤 张 龙
(北方重工集团有限公司 装卸设备分公司设计所,辽宁 沈阳 110860)
1 概述
侧式悬臂堆料机侧式刮板取料机是一种应用于水泥厂、钢厂和码头等地,能够连续、高效工作的散状物料堆取的工业设备。侧堆侧取的特点是堆取物料灵活,适用于在同一料场堆取多种物料。每种物料要占用一个料仓,因此在一料场有几种物料就有几个料仓。
电气控制中,不同堆点的判别是这种移动设备重要环节之一。以往堆点判别有两种方法:1、拨叉式限位开关配合挡铁安装,行程开关安装在设备上,挡铁通过订膨胀螺栓安装在地面。2、通过接近开关与感应铁板配合安装,接近开关安装在设备上,感应铁板安装在地面。两种方式存在着共同的缺点:1、开关头可碰撞距离不超过3.5CM,接近开关感应距离只有1.5CM,而且设备在轨道上存在纵向位移,很容易感应不到。2、安装不方便,在设备上需要安装多个开关才能满足要求。
近几年RFID在中国地区的推广和应用,使得这种定点位移设备定位系统得到了充分的解决。
2 射频识别技术(RFID)
(1)RFID(射频识别)基本组成部分最基本的RFID(射频识别)系统由三部分组成:标签(Tag):由耦合元件及芯片组成,每个标签具有唯一的电子编码,附着在物体上标识目标对象;阅读器(Reader):读取(有时还可以写入)标签信息的设备,可设计为手持式或固定式;天线(Antenna):在标签和读取器间传。
(2)RFID系统分类和工作原理:
射频技术依采用频率不同可分为低频系统和高频系统两大类;根据电子标签内是否装有电池供电,又可分为有源和无源两大类;从电子标签内保存数据的方式可将其分为集成电路固化式、现场有线改写式和现场无线改写式3大类;根据读写电子标签数据的技术实现手段,又可将其分为广播发射式、倍频式和反射调制式3大类。
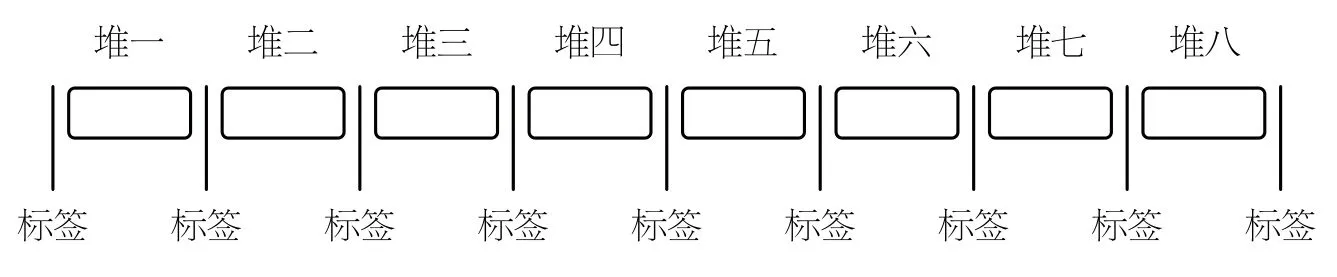
图1
集成固化式电子标签内的数据信息一般在集成电路生产时就 将信息以ROM工艺模式固化,其保存的信息是不变的;现场有线改写式电子标签一般将电子标签保存的信息写入其内部的E2PROM存贮区中,改写时需要专用的编程器或写入器,改写过程中必须为其供电;现场无线改写式电子标签具有特定的改写指令,一般也可由阅读器直接完成,电子标签内保存的信息也位于其E2PROM中的存贮区,一般可改写100万次以上。
广播发射式射频识别系统实现方法较简单。电子标签必须采用有源方式工作,实时将其存储的数据信息不问断地向外广播,阅读器仅作为接收机使用。这种系统的缺点是由于电子标签必须不停地发射信息,耗电大,对周边环境造成电磁污染,降低了系统的安全保密性。倍频式射频识别系统实现起来难度较大。一般情况下,由阅读器发出查询信号,电子标签返回的信号载频为阅读器发出射频的倍频。这种工作模式对阅读器接收处理回应信号提供了便利,但是,对无源电子标签来说,电子标签将收到的阅读器发来的射频能量转换为倍频回应载频时,能量转换效率较低,电子标签成本上升,系统工作需占用两个工作频点。
3 射频识别技术(RFID)在侧堆侧取上的实施方案
侧堆侧取使用环境恶劣,故障率高,为了减少维护,选择了无源电子标签。如图1。
侧堆侧取都在平行轨道上行走,由于取料时刮板角度及取料量的不同,取料机在水平方向出现4CM的侧移变量,所以考虑选用70MM的读取距离,方向固定,行走速度为20m/min。考虑设计成本选用低频系统,读写头型号为V600-HS67。
侧堆侧取在8个堆内分别堆料、取料,考虑料场左右边,选用9个无源标签V600-D23P1,由于标签安装在铁质支架上,故在标签与支架之间装有绝缘隔垫。
侧堆侧取控制系统采用AB公司compactlogix PLC控制,由于PLC的通讯接口有其他用途,所以读写头选用可转换为有线源转接线,接到PLC五个输入点上,通过采集这五个信号进行BCD码判断来判别堆位。程序如图3
结语
射频识别装置安装简单,当设备移动时,通过检测不同标签。读取不同标签内容从而得到不同信息,这个技术大大降低设计周期,大大提高自动控制水平。总之,这个应用是利用RFID(射频识别)的识别能力,准确的判断出堆取料机的实际位置,通过逻辑判断还能检测出是否有信号丢失现象。同时增加取料机控制的自动化程度,根据更改标签的数量就可以对不同堆位设备的控制方面的设计,大大降低设计周期,完成同类设备控制方面的通用化设计。因此这是一项值得推广的高新控制技术。
[1]胡学林.可编程控制器原理及应用[M].北京:电子工业出版社.
[2]刘华波,何文雪,王雪.西门子S7-300/400PLC编程与应用[M].北京:机械工业出版社.