MPS教学系统的基本组成分析及其实现
2014-07-20黄海峰张凤登
黄海峰,张凤登
(上海理工大学信息与控制工程系,上海 200093)
MPS教学系统的基本组成分析及其实现
黄海峰,张凤登
(上海理工大学信息与控制工程系,上海 200093)
MPS系统是培养模块化生产技术人才的实验平台,它需要学生掌握气动技术,传感器技术,PLC编程以及通信技术等多方位的能力。通过对PLC的编程,让学生能够熟练使用STEP 7软件及其辅助的配套仿真软件,也能让学生掌握PLC间通信的方法。MPS系统主要应用PLC、气压传动、传感器,电机等设备,来检测工件好坏,模拟加工工件,并且区分不同颜色和材质的物料,进入指定位置,设备主要应用于高校、高职等学生的机电一体化实训。
MPS;模块化;实验平台;过程控制;机电一体化
0 引 言
模块化生产加工系统(Modular Production System,MPS)是装置模型化[1]的一种,它融合气动技术、传感器技术、PLC技术、计算机及网络通讯技术等,能真实地模拟出流水作业型自动加工设备的工作状况,可对在校学生和工厂内的专业技术人员进行技术培训,达到培养技术型人才的目的。
MPS教学设备包含了多个相互独立又彼此联系的单元,能够很好地实现模块化操作。模块化是一种思想方法,同时也是一种产品设计和制造的技术。模块化制造是一种并行的制造哲理,是一个新型的柔性制造概念。通过借助先进的制造生产技术,可以对产品进行高效的批量化制造,用来提高模块制造质量、降低成本以及优化模块管理等[2]。
对学校实验室的MPS系统进行研究和设计,使每个模块进行各自的PLC编程控制,组合协调工作。研究关键在于使每个工作站都可以独立工作,同时又满足多个模块之间的通讯来达到协调工作,以保证系统的正常运行。并且阐述了各个模块的软件编程思路和工艺流程,以及各个模块间的通信方式。
1 MPS教学设备概述
MPS教学设备是一套包含工业自动化系统中不同程度复杂控制过程的教学培训装置,其具有综合性、模块性以及易扩充性等特点[3]。其中模块性就是在劳动分工和知识分工的基础上,通过模块分解和模块集中的过程,把复杂系统分解为相互独立的组成部分,再通过即插即用的接口把各独立的部分联结为一个完整的系统[4]。鉴于这些特点,如果通过扩张硬件和修改软件,这套教学系统也完全可以适用于实际工业生产的控制领域。我们这套MPS教具是采购FESTO公司的产品,包涵了整个MPS系统中第(1),(2),(3),(7)这4个独立的模块,组装成的独具特色的一套完整的物料分拣流水线,本套设备主要实现以下功能(如图1所示):
(1)供料模块提供工件,并通过摆动气缸将工件传送到检测单元;
(2)检测模块确定待测工件特征和高度,剔除废品,并将合格工件传送到加工单元;
(3)加工模块模拟给工件加工,并传送到分捡单元;
(4)最后由分拣模块根据颜色和材质对各个工件进行分类,并传送到各个单独区域。

图1 物料在4个模块中的进程图
其中,物料的分拣主要在分拣模块中实现,他主要用到了1个漫射式传感器和一个电感传感器来区分物料,漫射式传感器能区分黑色工件,电感式传感器能区分金属工件,这样就能区分3种工件的类别了[5],如图2所示。

图2 传感器组合
每个独立模块的PLC控制核心都是西门子公司的S7-300系列。西门子S7-300系列的PLC都使用STEP 7软件为其编程,其中用于S7-300的编程语言包括梯形逻辑图(LAD)、语句表(STL)、功能块图(FBD)和流程图(GRAPH)。在STEP7用户程序中有不同类型的块可以使用(如表1所示)。在系统中用户模块中程序的调用关系(如图3所示)。

表1 块类型表

图3 程序块调用关系图
STEP 7软件功能强大,界面友好,容易操作,在编程的同时也能进行在线的仿真与调试。
2 PLC程序设计
对于4个单独的模块,我们需要对其单独的编程,以实现每个模块能够独立的动作。同时,也要使其能够形成一个完整的系统,执行连续的动作。根据各个单元的工艺流程图(如图4~7所示),能够实现各个模块的独立工作。
有了以上每个模块的流程图,然后对PLC进行功能模块的编程就很容易了,程序主要实现功能的用户程序都在FB功能块中。简要介绍下供料模块的PLC思路,大部分程序是出厂程序,有一小部分因为实验室功能调整而进行了新的程序编写,其余单元与此类似,都是按照工艺流程图的控制过程进行编程。对于STEP7软件而言,主要使用的编程语言为梯形图LAD和GRAPH编程语言,GRAPH用于对功能模块的编程,它对顺序控制的编程非常方便,而梯形图适用于所有PLC编程软件,是PLC主要编程工具。使用PLC编程前,首先要考虑对一些主要I/O口进行配置(如表2所示)。PLC控制器一般控制的都是开关量,所以采集到的数据都是布尔量。
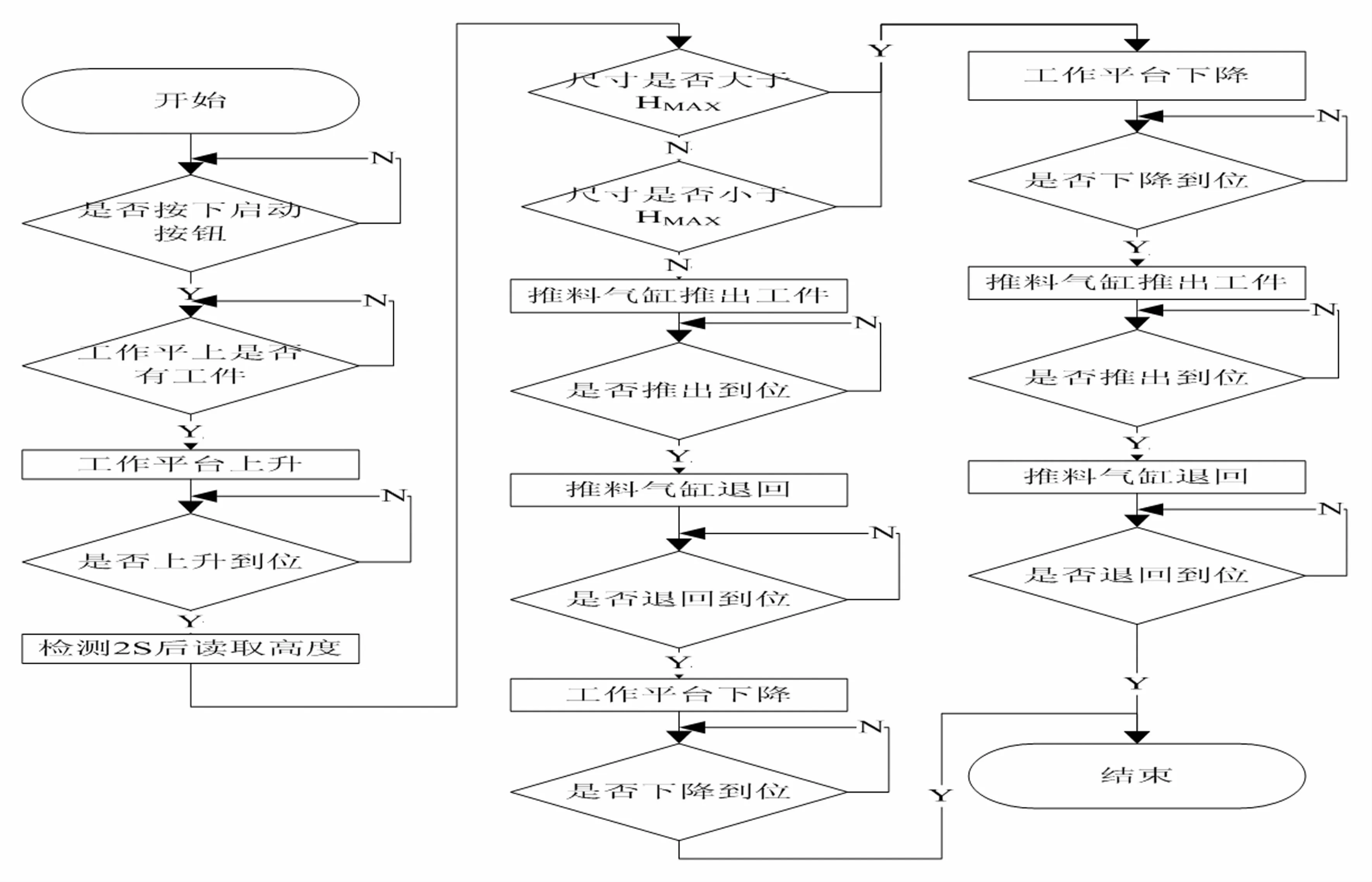
图5 检测单元的流程图
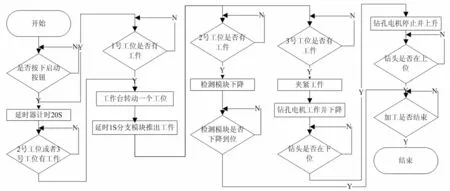
图6 加工单元的流程图
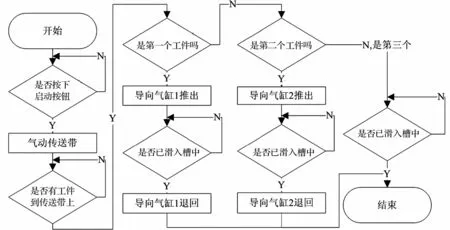
图7 分拣单元的流程图
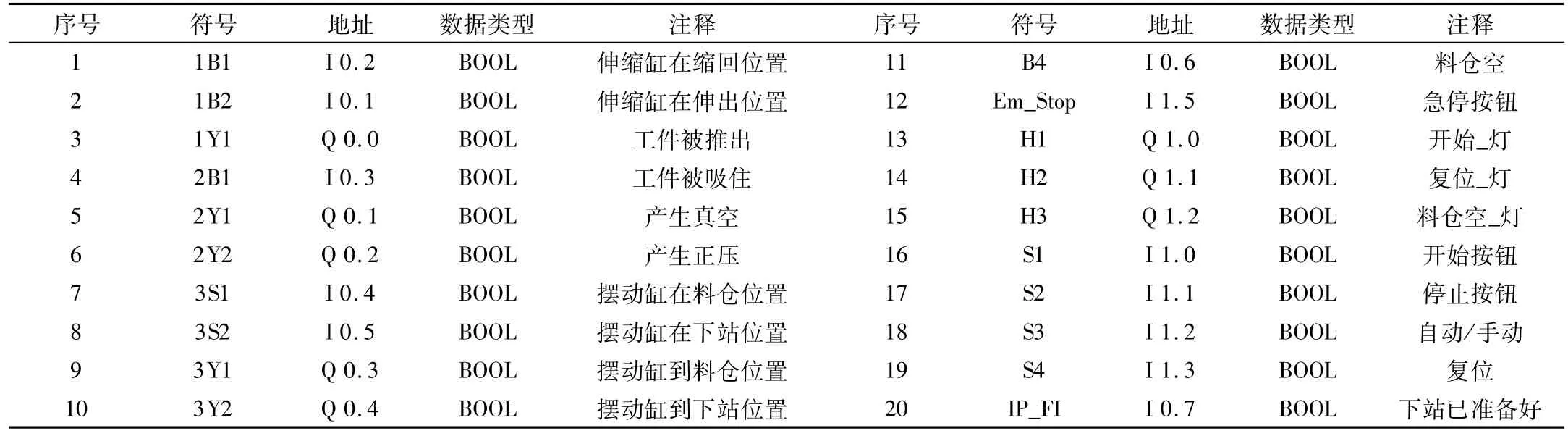
表2 供料模块的主要I/O口配置
根据图4的流程图和表2的I/O口配置表,就能很容易的实现对整个供料单元的程序编程,这里就不在给出了,设备购进的时候有配套原程序可以参考。
以上所有给出的工艺流程图都只能实现单个模块的工作,如果要使所有模块能够组成一个连续完整的系统,则需要在各个模块中加入相应通信的功能,才能实现整套系统完整的运行。
3 MPS系统中PLC之间的通信
模块化生产制造过程是一系列生产模块前后循序渐进的过程,每1模块相当于1个单元,单元之间相互联系完成整个生产制造过程,在工件由前站向后站传送的过程中,前站向后站传送工件之前应得到后站“准备好”的信号,后站在工作开始时亦应得到前站工作完成的信号,这2种信号合称为握手信号[6],握手信号的生成是前后站持续协调工作的前提。MPS模块与模块之间均要建立通信渠道,因为每个单元的控制中心都是独立的PLC控制器。实现模块间的通信主要有以下几个方法:有传统的I/O口通信、运用总线通信,如Profibus-DP通信、运用工业以太网通信等。
我们这套实验设备使用了传统的I/O口来进行数据的传输,运用红外对射发生器与接收器来发送和接收数据,接收的数据也只是布尔量1或者0。这样PLC只需要一个I口和一个O口就可以实现通信了,对于小型系统,这样传统的I/O通信就非常的方便与节省资源,只需后一站向前一站发送“本站已经准备好”的信号,比如供料模块当I0.7端口接受到数据,则表示检测模块已经准备好接受下一个工件。这样做的可靠性非常高,不会出现下一站还没有准备好前一站就又送工件上去的情况。
但是,这种相邻模块I/O口通信只能对相邻2个模块起作用,即第一个模块与第二个模块,第二个模块与第三个模块,但是第一个模块与第三个模块之间没有通信,只有通过第二个模块作为桥梁。所以我们要实现系统的可靠,必须通过后一站发信号通知前一站工作的方式。举个例子:假设第一、二、四模块正常工作,第三个模块出现损坏,如果信号是从前往后传的话,第一站和第二站将会一直工作,不管后面的情况。但是如果信号从后往前传的话,第三个模块能够接受到第四个模块的信号,但他不会向第二个模块发送信号,第二个模块便会停止工作,第一个模块也会相继停止工作,实现了系统的可靠性。
4 结束语
论文采用的教具是4个工作站的模块化生产系统模型,4个工作站既是独立又相互联系的。此系统器件的动力主要来源于气动装置[7],气动装置具有很好的环保,高效,低能耗,可持续等特点;控制部分使用PLC控制器,采用PLC对4个工作站分别编程,可以实现较好的柔性制造[8],形成模块化操作;模块化之间的通讯,使用传统的I/O传输,适用于小型设备中,也可以使用Profibus总线连接,总线连接可以在各个模块离开较远的情况下使用,适用于大型生产工厂中。
PLC的应用在制造业已经广泛使用了,所以对于这些技术性人才很需要一个笼统的培训和指引教育。鉴于这篇文章及其他文献资料的内容,根据电气动技术和模块化技术的特点,根据实际培训要求和工业人才需求,自行操作并且设计基于PLC的电气动实训装置,实施项目教学,满足了机电一体化技术教育和技能培训的现实要求,符合现代自动化技术人才教育的目标。
[1]顾新建,祁国宁,马军,等.模块化技术的应用现状和趋势[J].成组技术与生产现代化,2012,29(1):1-4.
[2]劳俊,伍世虔,杨叔子.模块化与现代制造技术[J].制造技术与机床,1994,44(9):40-42.
[3]Mikhailov,M.;Lavrov,V.Automated control system of FESTOmodular production stations.Annals of DAAAM&Proceedings[K],2008:859-860.
[4]孙晓峰.模块化技术与模块化生产方式:以计算机产业为例[J],中国工业经济,2005,23(6):60-66.
[5]高海华.Festo Modular Production System硬件培训手册[K/CD],2008.
[6]李利珍.MPS教学设备智能化控制过程的实现[J].实验室研究与探索,2010,29(5):191-194.
[7]李湘伟,黄伟明.基于PLC控制的教学型工件进料分拣电气动装置的设计[J].液压与气动,2011,35(3):10-13.
[8]吴启迪,严隽薇,张浩.柔性制造自动化的原理与实践[M].北京:清华大学出版社,1997.
An Analysis and Realization of the Basic Com position of MPS Teaching System
HUANG Hai-feng,ZHANG Feng-deng
(Faculty of Information and Control Engineering,Shanghai University of Science and Technology,Shanghai200093,China)
The MPS system,an experimental platform for cultivating technical personnel working in modular production,requires students to acquiremultiple abilities such as pneumatic technology,sensor technology,PLC programming and communication.Through PLC programming,they will be able to use STEP 7 and its auxiliary simulation software and get to know inter-PLC communicationmethod.The MPS system applies PLC,pneumatic drive,sensor and motor to inspectwork pieces,simulatemachined work pieces,and bring work pieces of different colors and materials to the designated positions,respectively.This equipment set is mainly applied in mechanotronics training for students in universities and vocational colleges.
MPS;modularity;experimental platform;process control;mechanotronics
10.3969/j·issn.1000-3886.2014.04.030
TP272/278,TP273+.5
A
1000-3886(2014)04-0087-04
黄海峰(1989-),男,上海人,硕士生,研究方向:自动化装置,嵌入式实时系统。 张凤登(1963-),男,山东青岛人,博士,教授,研究方向:自动化装置,分布式控制网络,车载总线等。
定稿日期:2013-10-31