基于PLC的八工位全自动烧录机机械手的定位控制
2014-07-18黄淑琴
黄淑琴
(泰州职业技术学院 机电工程学院, 江苏 泰州 225300)
基于PLC的八工位全自动烧录机机械手的定位控制
黄淑琴
(泰州职业技术学院 机电工程学院, 江苏 泰州 225300)
运用PLC技术和伺服电动机控制技术,设计了八工位全自动烧录机机械手的定位控制系统。阐述了机械手的动作过程,合理选取了系统硬件,进行了电气控制系统的详细设计,实现了机械手的准确定位功能。
烧录机;机械手;PLC;定位
0 引言
可编程控制器(programmable logiccontroller,PLC)技术的空前发展,给机械制造和加工的自动化控制提供了强有力的技术支持。八工位全自动烧录机分为两个区,每个区各有4个工位,共八工位。本文以机械手为控制对象,以PLC为控制核心,以HMI为人机交互平台,设计机械手自由移动的控制全自动完成芯片抓取、放置、烧写和取片的全过程,取代传统的人工作业,实现快速准确定位,极大地提高了生产效率。
1 硬件组成
1.1 信捷xc5-32T-EPLC
本设计选择的PLC 类型为国产信捷xc5系列,是一款功能强大的小型PLC, 特别是所具有的定位和脉冲输出功能,使得在不增加其他运动控制模块的情况下,可以直接对伺服系统进行控制,而且由于需要输出驱动伺服电动机的高速脉冲 ,PLC应采用高速晶体管输出型。 同时要实现机械手三个自由度的控制所需的I/O 点较多, 基于上述考虑选用信捷xc5-32T-E ,共18点输入 ,14个晶体管输出,另外有XC-16X和XC-8XYT两个扩展模块。
此类型PLC最高输出脉冲为200kHz,高于一般的晶体管输出频率。
1.2 伺服电动机及其驱动器
伺服电动机和伺服驱动器需要一起配合使用组成伺服系统。 为此采用了松下永磁同步交流伺服电动机及全数字交流永磁同步伺服驱动装置作为机械手的运动控制装置。伺服系统用作定位控制时是一个闭环控制系统,位置环作为外环,电流环和速度环是两个内环,这样的系统结构提高了系统的快速性、稳定性和抗干扰能力。位置环的控制,重点是通过伺服电动机上面的高精度编码器作为位置反馈实现的闭环控制系统,它是位置控制的基础条件。
1.3 光电开关
控制信号分别为y轴后限位信号输入、y轴前限位信号输入、y轴原点信号输入(作为机器停机状态下的y轴停靠点,距离工作位置远)、y轴机械校零点(作用是提高工作效率,因为原点信号距离工作位置太远,频繁校零效率太低)、x轴后限位信号输入、x轴前限位信号输入、x轴原点信号输入、z轴上限位信号输入、z轴下限位信号输入、z轴原点信号输入。
通过10个光电开关反馈控制信号以实现机械手x、y、z轴的准确控制 ,保证每步动作依次按要求正常工作。
1.4 气缸
两个气缸分别是升降气缸和吸嘴气缸。PLC输出控制2个DC 24V继电器,通过电磁阀从而控制两个气缸的动作。
1.5 芯片烧录机
芯片烧录机不同的工作状态会给出不同的输出信号,例如当烧录机没有芯片时为红绿灯常闪,当放好芯片时为绿灯常闪,芯片烧录时为红绿灯常亮,烧好时为绿灯常亮,不良芯片或芯片烧录不成功为红灯常亮,烧录机的信号为5V的TTL电频信号,通过转换板变成24V的NPN的集电极开路信号。
1.6 机械手动作过程
机械手的工作过程实际包括两个方面,1) 电动机驱动机械手的定位控制,2) 机械手到各区抓取或放下工件。另外还包括报警程序以及配方功能程序设计。配方功能主要是针对实际使用中的很多种产品型号,所涉及的参数有30个之多,将所有的产品的参数全部都以矩阵的形式保存在PLC里面,一旦更换产品,员工只要输入产品的型号,就能调取出该产品的所有的控制参数,大大降低了出错的概率,也降低操作要求提高了工作效率。
加工布局图如图1所示。
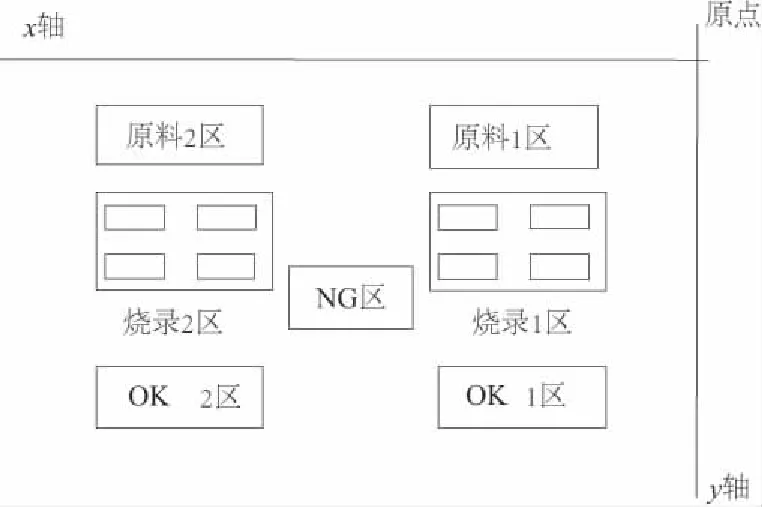
图1 加工布局图
机械手从原点出发,先去原料1区取料,把烧录机1区放满,然后再去原料2区取料,把烧录机2区放满,放满后等待烧录机1区烧好,将烧好的芯片放入OK1区;然后去原料1区取料,把烧录机1区放满;等待烧录机2区烧好,将烧好的芯片放入OK2区;然后再去原料2区取料,把烧录机2区放满,如此循环。不良芯片或芯片烧录不成功者放入NG区。
2 控制程序设计
八工位机械手控制系统模块包括PLC控制程序和HMI组态画面。PLC控制程序控制执行部件按照输入设备的指令执行相应的动作,HMI组态程序则提供了直观友好的人机交互界面,使操作者很方便地通过屏幕了解控制系统的运行状态和运行过程。图2为机械手控制系统软件模块组成。
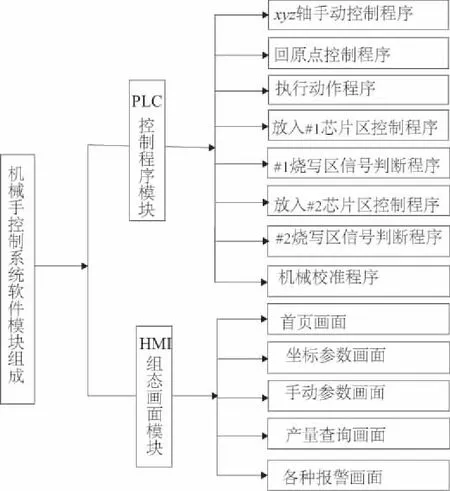
图2 机械手控制系统软件模块组成
PLC的控制程序段主要有:xyz轴手动控制程序、 回原点控制程序、执行动作控制程序、放入#1芯片区控制程序、#1烧写区信号判断控制程序、放入#2芯片区控制程序、#2烧写区信号判断控制程序以及机械校准控制程序等。图3为机械手控制系统PLC控制程序。
图3 机械手控制系统PLC控制程序
系统设计可选用的HMI产品很多。根据机械手控制系统的控制特点,整台全自动烧录机选用信捷THA62型HMI。该HMI采用10.4寸彩色显示器,所提供的软元件较为丰富,功能完全够用,具有较高的性价比。通过HMI来实现整台机器的操作控制、报警显示及烧录芯片型号的参数设定、保存和调取,同时触摸屏与PLC进行实时通讯。图4为控制系统HMI参数设置画面。
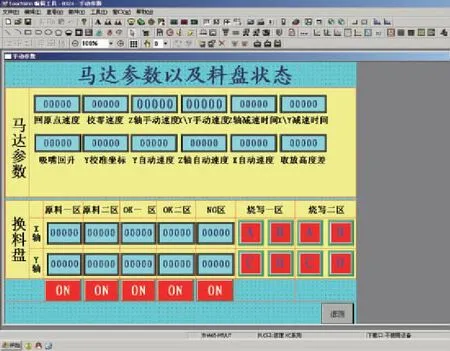
图4 HMI参数设置画面
3 结语
信捷xc5-32T-E PLC在八工位烧录机机械手中获得成功应用。实践表明:该方法提高了机械手定位精度,八工位2个区轮流作业缩短了机械手等待时间,提高了劳动生产率。并且保证了工作质量,解决了人工操作所产生的错误率问题。该控制系统设计和选型合理,自动化程度高;PLC程序及HMI组态满足工艺要求;监控画面操作简单方便,系统运行可靠。
[1] 陈羽锋.基于PLC的气动送料控制系统的设计与应用 [J].机械制造与自动化,2010,(2):82-84.
[2] 三菱 系列编程手册.
[3] 松下伺服 用户手册.
[4] 张莉松. 伺服系统原理与设计[M].北京:北京理工大学出版社, 2006.
Position Control of Eight Station Automatic Burning Machine Manipulator Based on PLC
HUANG Shu-qin
(School of Mechanical and Electrical Engineering,Tai zhou Polytechnical Institute.Taizhou 225300,China)
PLC technology and servo motor control technology are applied to designing the position control system of eight station automatic burning machine manipulator. This paper describes the manipulator action process, It selects the hardware system reasonably, then carries out the detailed design for the electric control system, so as to bring about its accurate positioning function.
burning machine ;manipulator; PLC;location
黄淑琴(1965-),女,江苏泰州人,副教授,硕士,研究方向为电气控制。
TP241.2
B
1671-5276(2014)02-0160-03
2013-01-24