基于NX的斜齿轮滚齿加工仿真系统设计*
2014-07-18张荣闯王宛山
张荣闯,王 军,王宛山
(东北大学 机械工程与自动化学院,沈阳 110819)
基于NX的斜齿轮滚齿加工仿真系统设计*
张荣闯,王 军,王宛山
(东北大学 机械工程与自动化学院,沈阳 110819)
为建立滚齿加工几何仿真与反应加工过程的物理模型之间的联系,提出了基于NX二次开发的斜齿轮滚齿加工仿真方法。首先构建了斜齿轮滚齿加工仿真系统总体结构;其次,建立了滚齿加工过程的运动学方程;然后,对工件几何实体、滚刀扫掠体、齿廓实体以及未变形切屑几何实体构建过程进行了描述;最后,对一个实例斜齿轮进行仿真加工,仿真法向齿廓与理论渐开线齿廓的比较验证了所提出方法的合理性与准确性。
滚齿加工;几何仿真;未变形切屑;二次开发
0 引言
齿轮虚拟加工是齿轮精确建模的主要方法,同时也是研究齿轮加工过程的重要手段。目前,国内外研究者已经能够通过计算机编程来实现齿轮虚拟加工。蒲太平[1]、汪中厚[2]等人为实现齿轮三维精确建模,利用CATIA V5的二次开发功能构建出齿轮虚拟加工系统。徐锐[3]、周太平[4]等利用AutoCAD二次开发技术,完成了滚齿加工过程仿真,实现了齿轮三维精确建模,并对滚刀设计的准确性进行仿真切齿验证。熊越东[5]等基于VC与AutoCAD 联合开发环境提出了准双曲面齿轮控加工几何仿真的基本实现方法,建立了准双曲面齿轮数控加工仿真系统,实现其精确几何建模。K.-D. Bouzakis[6]、Orestis Friderikos[7]等利用编程语言MATLAB开发出滚齿加工几何仿真系统,并且将其几何仿真结果应用于所建立的基于有限元物理仿真模型,仿真结果揭示了滚齿切屑复杂流动机制、阐释了滚刀刀齿崩刃现象的原因。Vasilis D[8]、Tapoglou N[9-10]等基于CAD实现了滚齿加工过程仿真,仿真结果不仅输出齿轮几何模型,同时也实现了未变形切屑精确建模,并将其应用于动态滚切力预测。由上可知,在齿轮加工仿真方面,国内研究局限于齿轮几何建模、仿真切齿实验等几何仿真,而国外在几何建模研究的基础上,能够将几何仿真结果与物理模型进行联系,实现对齿轮加工过程机理的深入研究。综上,本文以NX为建模平台,利用其方便的二次开发功能模拟真实滚齿加工过程,开发出斜齿轮加工仿真系统;该系统实现了斜齿轮几何精确建模,同时也提取出工件材料去除过程中形成的未变形切屑,为滚齿加工过程物理模型的建立奠定基础。
1 仿真系统架构
本文开发的斜齿轮滚齿加工仿真系统建立在Windows开发平台下,使用Visual Studio 2008编程工具、matlab数值计算工具以及NX软件二次开发模块建立起来的。

图1 仿真系统总体结构
图1所示为仿真系统总体结构图。当输入加工参数之后,仿真系统将自动创建工件几何实体,求解滚刀刀齿前刀面数学模型并对其进行空间几何建模。同时,程序也将求解出滚刀工作刀齿数目。依据滚刀和工件之间的运动关系、位置关系确定每个工作刀齿在切削过程中所走过的刀齿运动轨迹并对其进行空间曲线精确建模。刀齿前刀面几何模型与刀齿运动轨迹曲线联合生成滚刀刀齿扫掠体,刀齿扫掠体与瞬时齿槽几何实体之间的布尔运算形成未变形切屑以及新的瞬时齿槽。仿真结束后将输出各个刀齿在展成切削过程中去除的未变形切屑以及最终齿轮齿廓几何模型。
2 仿真系统加工运动模型的构建
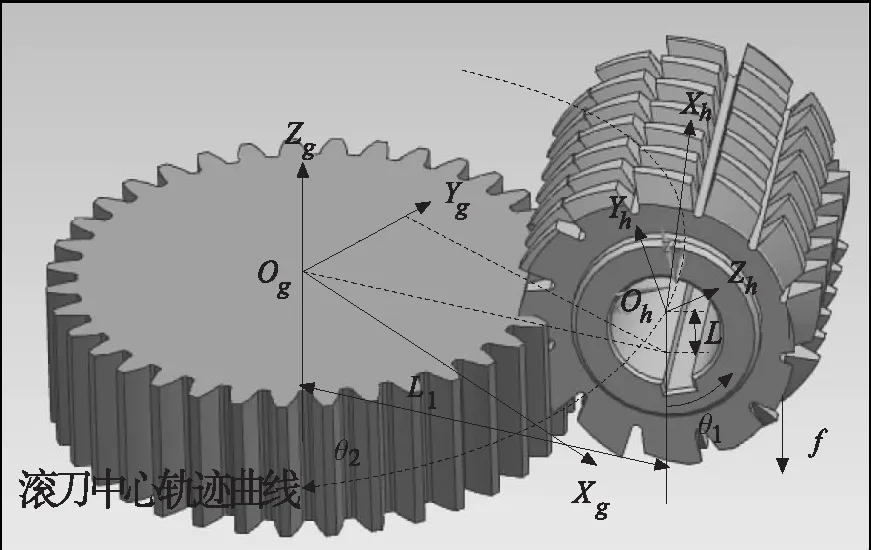
图2 滚齿加工示意图 表1 滚齿加工工艺参数

参数类别参数名称符号工件参数齿数Zp螺旋角β齿宽w模数mn压力角αc滚刀参数外径dh顶刃圆角rt头数Zw容屑槽数Gn导程角γ加工参数切削深度hc进给量fa顺铣/逆铣-/+
研究采用零前角单头右旋标准齿轮滚刀,以逆铣方式对右旋斜齿轮进行加工。表1为滚齿加工过程中的所涉及的工艺参数。图2所示为滚齿加工示意图。为了方便滚齿加工过程数学模型建立,假设工件静止不动,滚刀既绕其自身轴线旋转,又围绕工件做螺旋运动。加工斜齿轮,滚刀绕其自身轴旋转角度为θ1时,其绕工件轴旋转过的角度为θ2,沿工件轴线进给长度为f,三者之间的关系如下:
θ2=K1θ1,K1=(1/Zp)/{1-ftsinβ/(πmnZp)}
f=K2θ2,K2=ft/(2π)
(1)


图3 滚刀刀齿坐标系
设定滚刀位于创成中心的刀齿为0号刀齿,前列及后列的刀齿编号如图3所示。0号刀齿坐标系与滚刀坐标系相重叠,n号刀齿坐标系与滚刀坐标系的相对位置可通过其与0号刀齿之间的轴向间距xn与相位角φn来表示:
xn={πmn/(Gncosγ)}n
(2)
φn=(2π/Gn)n
(3)

(4)
(5)
3 仿真系统中几何模型构建
齿轮毛坯几何实体构建:斜齿轮毛坯采用圆柱体,根据加工齿轮的齿数Zp、模数mn以及齿宽w要求确定出圆柱体的底面半径和高度,进而通过NX二次开发函数UF_MODL_create_cyl1创建毛坯几何实体。
滚刀刀齿扫掠体构建:工件材料去除过程,实际上是滚刀每个刀齿去除材料的过程;仿真中刀齿切削去除的材料可视为刀齿扫掠体与瞬时齿槽几何实体之间的重叠几何实体。如图4所示,滚刀刀齿扫掠体由刀齿前刀面几何模型沿其运动轨迹曲线扫略所形成的几何体。刀齿前刀面由滚刀的几何参数确定,运动轨迹是刀齿前刀面顶刃中点K在滚刀运动过程中相对于工件运动所走过的轨迹。滚刀刀齿扫掠体由NX二次开发函数UF_MODL_create_sweep创建。
齿廓实体与切屑实体的构建:如图所示为滚刀刀齿扫掠体与瞬时齿槽几何实体,它们之间进行求交和求差运算,分别形成此时参与切削刀齿所形成的未变形切屑与下一个刀齿切削时的瞬时齿槽;所有刀齿切削完成后,形成最终的齿轮齿廓几何实体。
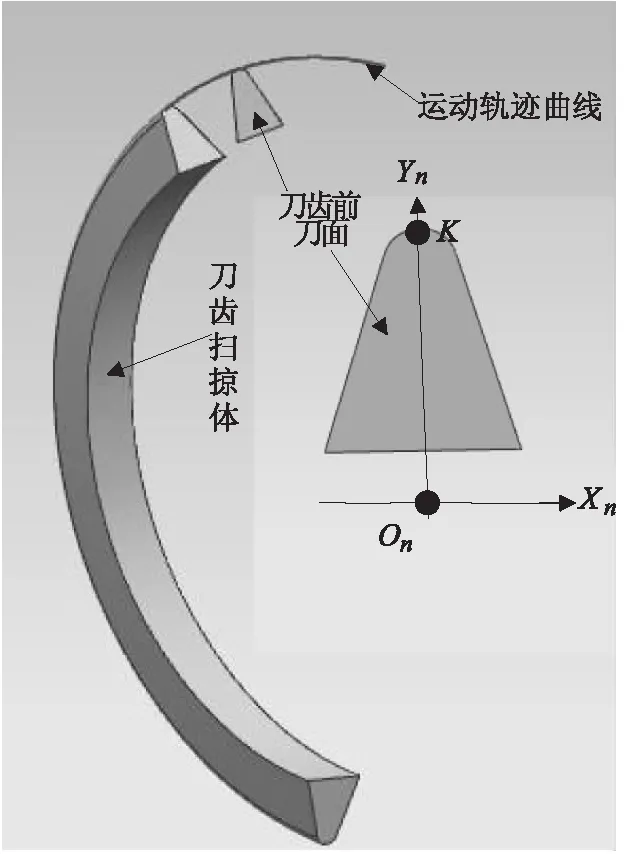
图4 滚刀刀齿扫掠体

图5 瞬时齿槽与未变形切屑
4 仿真实例
仿真刀具采用GB/T 6084 2001标准齿轮滚刀,斜齿轮参数为:模数mn=3,齿数Zp=36,压力角α=20°,螺旋角β=15°,进给量1mm/rad,hc=全齿深。

图6 斜齿轮几何模型
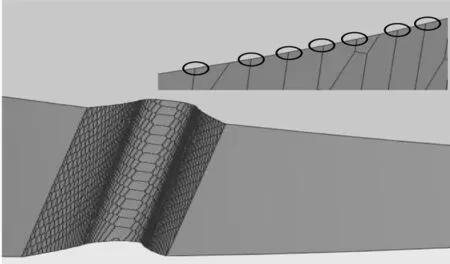
图7 仿真齿轮法向截面齿廓
图6所示为加工仿真之后所形成的斜齿轮几何模型;图7为斜齿轮法向齿廓;在UG二次开发环境下提取出齿轮法向齿廓线数据点,并在matlab软件中对其进行曲线拟合,将拟合后形成的仿真法向齿廓曲线和理论渐开线齿廓进行比较。如图8所示为仿真齿廓在加工过程中不考虑任何外在误差引入、即理想加工状态下相对于理论渐开线的滚刀刀齿截断误差的分布曲线,误差值在0.7μ~0.9μ之间,说明本文所采用仿真方法准确性与合理性。表2所示为不同刀齿在其展成位置时所形成的未变形几何切屑。

图8 仿真齿廓与理论齿廓之间的误差分布 表2 未变形切屑

N-17-16-15-14-13-12切屑几何N-11-10-9-8-7-6切屑几何N-5-4-3-2-1切屑几何N01234切屑几何N56789切屑几何N10111213切屑几何
5 结论
基于NX二次开发技术,建立了斜齿轮滚齿加工仿真系统;斜齿轮仿真法向齿廓与理论渐开线对比说明本文所采用方法的合理性与准确性。所开发的系统可以用于滚刀设计合理性检验,仿真齿廓为齿轮接触特性和有限元分析提供精确的三维几何模型;提取出的未变形几何切屑包含滚刀切削刃几何边界参数,可以用作滚齿加工过程动态切削力、滚刀磨损的预测以及优化工艺参数。
[1] 蒲太平, 唐进元. 基于 CATIAV5 的圆柱齿轮虚拟加工研究[J]. 系统仿真学报, 2008, 20(16): 4339-4343.
[2] 汪中厚, 李刚, 张兴林, 等. 渐开线斜齿轮整体虚拟滚齿仿真及齿面精度研究[J]. 机械传动, 2012,36(8): 9-13.
[3] 徐锐, 陈兵奎, 王振荣. 运用 AutoCAD 的滚齿加工仿真[J]. 现代制造工程, 2011 (7): 66-69.
[4] 周太平, 谢世坤, 康志成. 多种圆柱齿轮仿真切削建模及测量[J]. 机械传动, 2013, 37(4): 118-121.
[5] 熊越东, 王太勇, 刘富凯, 等. 准双曲面齿轮数控加工仿真系统设计[J]. 组合机床与自动化加工技术, 2005(7): 43-45.
[6] Bouzakis K D, Friderikos O, Tsiafis I. FEM-supported simulation of chip formation and flow in gear hobbing of spur and helical gears[J]. CIRP Journal of Manufacturing Science and Technology, 2008, 1(1): 18-26.
[7] Friderikos O, Maliaris G, David C N, et al. An investigation of cutting edge failure due to chip crush in carbide dry hobbing using the finite element method[J]. The International Journal of Advanced Manufacturing Technology, 2011, 57(1-4): 297-306.
[8] Vasilis D, Nectarios V, Aristomenis A. Advanced computer aided design simulation of gear hobbing by means of three-dimensional kinematics modeling[J]. Journal of Manufacturing Science and Engineering, 2007, 129(5): 911-918.
[9] Tapoglou N, Antoniadis A. CAD-based calculation of cutting force components in gear hobbing[C]//DTMM 2010 international conference design, technology and management in manufacturing. Iasi (Romania). 2010: 14-16.
[10] Tapoglou N, Antoniadis A. Hob3D: a novel gear hobbing simulation software[C]//World congress on engineering. 2011: 6-8.
(编辑 赵蓉)
Design on Helical Gear Hobbing Machining Simulation System Based NX
ZHANG Rong-chuang, WANG Jun, WANG Wan-shan
(School of Mechanical Engineering and Automation, Northeastern University, Shenyang 110819,China)
To establish the link between geometric simulation and physical simulation model for gear hobbing, simulation approach of the hobbing process for the manufacturing of helical gears based on NX secondary development was put forward. General structure of helical gear hobbing simulation system was developed; the kinematics equation for gear hobbing cutting process was established; the creation processes of workpiece geometric entity, swept geometric entity of the hob tooth and undeformed chip geometric entity were described; The confirmation of the validity and accuracy of the proposed method has been accomplished by comparison between the produced helical gear gap normal profile and theoretical ones.
hobbing machining ; geometry simulation; undeformed chip; secondary development
1001-2265(2014)06-0093-04
10.13462/j.cnki.mmtamt.2014.06.026
2014-02-16;
2014-03-12
国家863高技术研究发展计划(2012AA041303)
张荣闯(1984—),男,辽宁辽阳人, 东北大学博士研究生,主要研究方向为数字化设计与制造(E-mail)zhangrongchuang@126.com;王军(1956—),男,沈阳人,东北大学教授,博士,博士生导师,主要研究方向为数字化制造、先进数控理论;王宛山(1946—),男,沈阳人,东北大学教授,博士生导师,主要研究方向为数字化制造、精密加工。
TH162;TG506
A
