克劳斯硫回收装置尾气管道着火事故分析及改造
2014-07-11程远见刘彩洪兖矿国宏化工有限责任公司山东邹城273512
程远见 汪 丽 刘彩洪(兖矿国宏化工有限责任公司 山东邹城273512)
兖矿国宏化工有限责任公司500 kt/a甲醇装置以高硫煤为原料,副产硫化物流量(主要成分为H2S)高达1 200 m3/h。为此,采用了克劳斯法回收硫磺,所得尾气经过氧焚烧后送至锅炉房,以达到环保、创收的目的。该项目自投入运行以来,经过多次优化,已基本上可以满足生产的需要,但仍然存在很多不足,经常出现管道堵塞、尾气管线泄漏等问题。2014年2月,曾发生尾气管道着火事故,导致部分管道被烧坏。
1 原克劳斯硫回收装置尾气工艺流程
从克劳斯硫回收装置出来的工艺气回收硫后总气量为5 500 m3/h(标态),其组分如下(体积分数):N235.0%,CO246.0%,H2O 17.0%,H2S 1.2%,SO20.6%,S 0.1%,其他组分0.1%。这部分气体进入尾气焚烧炉,在高温下燃烧,将残留的硫及未反应的H2S转化为SO2。在尾气中,由于可燃气体成分所占比例偏少,炉温无法保持,容易熄火,因此,需向尾气焚烧炉中通入来自氢回收系统的弛放气辅助燃烧。弛放气的气量为200 m3/h(标态),其组分如下(体积分数):H242%,CO 18%,CO25%,CH411%,Ar 12%,N210%,其他组分2%。弛放气中H2,CO及CH4均为可燃性气体,且含量较高,完全满足高温燃烧的需要。在此燃烧过程中,O2应过量,以保证上述各反应顺利进行,否则,会有硫等副产物产生。
经过高温燃烧后的混合尾气进入中压废热锅炉,副产2.5 MPa的饱和蒸汽,尾气的温度由900 ℃ 降至260 ℃,然后经长300 m的尾气管道送入锅炉房,在石灰石的作用下脱除SO2。经过脱硫的克劳斯硫回收装置尾气与锅炉房的烟道气混合,回收热量后直接排入大气(图1)。

图1 原克劳斯硫回收装置尾气工艺流程
2 事故过程
2014年2月14日,克劳斯硫回收装置正常运行,运行工况:酸性气气量为3 310 m3/h(标态),配比空气气量为3 600 m3/h(标态),入工段压力为69 kPa。经过克劳斯反应回收硫磺后,所得尾气气量约为5 500 m3/h(标态),这部分尾气完全进入尾气处理系统的焚烧炉中;同时,进入焚烧炉的弛放气气量约为200 m3/h(标态),助燃空气气量为3 000 m3/h(标态),炉温为900 ℃;经过高温燃烧并且回收热量后的混合尾气气量约为8 000 m3/h(标态),出工段温度约为260 ℃,出工段压力为30 kPa,混合尾气经过300 m的尾气管道全部送至锅炉房脱硫。20:00,克劳斯硫回收装置入工段压力突然降至55 kPa,尾气处理系统出工段压力降至16 kPa,控制室人员立即通知现场人员对系统进行排查;20:15,克劳斯硫回收装置入工段压力继续降至35 kPa,尾气处理系统出工段压力降至9 kPa,距离硫回收系统200 m处的管廊着火。经现场确认,着火源为尾气管道,立即对硫回收装置作停车处理,同时向尾气管道中通入氮气,10 min后火势得到控制,最终被扑灭。
对尾气管道进行检查,着火部位在管道上升处的最低点,管道内存在少量硫,管壁上附着大量黑褐色物质,管壁有效厚度仅为2.0 mm(正常为6.0 mm),测量其他部位的管壁有效厚度,平均值为4.2 mm,已无法正常使用。
3 事故原因分析
通过对管壁上的残留物质进行取样分析得知,此次着火事故是由FeS引起的。FeS为黑褐色六方晶体,难溶于水,在空气中有微量水分存在时,FeS会逐渐氧化成Fe3O4和S。其化学方程式如下:

该反应非常剧烈,在相对湿度较大的情况下,30~40 ℃下FeS就开始与O2反应,即通常所说的自燃。
在工况发生波动时,会有部分H2S被带入尾气管道;若有水存在,H2S形成氢硫酸,会部分电离产生H+,而Fe会置换H+生成H2。化学方程式如下:
尾气管道的材质为20#碳钢,正常工作时,管道内会存在大量的水,此时尾气中的H2S就会变成氢硫酸,腐蚀管壁,生成大量的FeS。在潮湿的环境下遇到O2时,FeS就会与O2剧烈反应,从而引起自燃。
在事发工况下,进入尾气焚烧炉的弛放气气量约为200 m3/h(标态),其中有效可燃成分H2,CO及CH4燃烧所需氧气量分别为42,54及44 m3/h(标态)。弛放气的助燃物为空气,空气中氧气体积分数为21%,则弛放气燃烧所需空气量为 666.7 m3/h(标态)。
进入尾气焚烧炉的尾气气量约5 500 m3/h(标态),其中有效可燃成分H2S和S燃烧所需氧气量分别为99.0 m3/h(标态)和5.5 m3/h(标态),则克劳斯硫回收装置尾气燃烧所需要的空气量为497 m3/h(标态)。由此可见,在事发工况下,尾气焚烧炉中所需的空气总量为1 163.7 m3/h(标态)。
在实际生产中,化学反应受到空速的影响,为了确保克劳斯硫回收装置尾气能充分燃烧,必须保证空气远远过量。比如,在事发工况下,助燃空气气量达到3 000 m3/h(标态)时,才能满足正常生产的需要,而实际参加反应的仅1 163.7 m3/h(标态),不可避免地有大量的空气被带入尾气管道而引起FeS自燃,随后引燃了管道中的硫磺,随着时间的推延,管壁厚度会逐渐降低,直至被烧透而引发火灾。
4 优化措施
由于系统工况波动,尾气管道中会不可避免地产生FeS,有氧气和微量水分存在的情况下,FeS逐渐氧化成Fe3O4和S,即通常所说的FeS自燃,因此,必须尽可能地避免氧气进入尾气管道。由于尾气焚烧炉的操作特点,不可避免地会有部分氧气进入尾气管道,即尾气焚烧炉的存在成为了事故的隐患。为此,对克劳斯硫回收装置尾气工艺流程进行改造(图2):①在进入尾气管道前增加1台可随时更换丝网除沫器的分离器,根据系统阻力随时清除其中的硫;②在新增分离器后增加1台尾气加热器Ⅰ,以提高尾气温度;③在尾气管道150 m处搭建平台,并在平台上增加1台尾气加热器Ⅱ,以弥补沿途的热量损失(热源为1.0 MPa 饱和蒸汽);④氢回收系统的弛放气送至备用热态气化炉,代替部分柴油,达到节能降耗的目的。
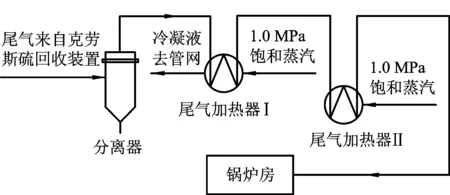
图2 改造后克劳斯硫回收装置尾气工艺流程
5 结语
改造后,尾气焚烧炉不再投运,克劳斯硫回收装置尾气直接经分离器进入尾气管道,尾气中的硫被分离下来,剩余的含硫物质在锅炉中转化为SO2,随后在石灰石的作用下被脱除。
克劳斯硫回收装置尾气处理有多种工艺,如溶液洗涤、强化反应及加氢反应等工艺。兖矿国宏化工有限责任公司采用传统的焚烧转化工艺。从某种意义上说,这些工艺都可满足生产的需要,但同一种工艺因现场布局的原因,导致了不同的结果。因该克劳斯硫回收装置距离锅炉房较远,尾气管道长达300 m,使得此工艺无法满足实际生产的需要,只有对其进行改造,才能正常运行。
