解吸、水解系统改造总结
2014-07-10王志良王探朝左润发
王志良 王探朝 王 坚 左润发
(陕西陕化化工集团有限公司 陕西华县714100)
1 改造目的
陕西陕化煤化工有限公司通过扩能、优化措施将1套110 kt/a尿素水溶液全循环法尿素装置改造为300 kt/a尿素装置,各项消耗大幅度降低,全系统实现先进的DCS控制。原尿素装置有 1套设计处理能力18 m3/h的低压解吸、水解系统,由于整个尿素装置总生产能力扩大后,相应尿素工艺冷凝液量也成倍增加,原有解吸、水解系统能力明显不足。此次改造串联1台高效卧式水解槽,并增加1台后解吸塔,采用1.30 MPa蒸汽作为热源,重新设计了工艺流程,最终实现了尿素工艺冷凝液达标外排。
2 工艺流程及主要设备
解吸、水解系统工艺流程(云线内为新增部分)如图1所示。
碳铵液槽的碳铵液经解吸给料泵加压后分冷、热两路进入解吸塔:热流进入解吸换热器内被后解吸塔底部来的废液加热到约110 ℃,经流量指示后进入解吸塔中部;冷流直接进入解吸塔上部用来控制解吸塔气相温度。此两路工艺冷凝液在解吸塔内与水解汽提塔和后解吸塔的蒸汽逆流接触,经传质、传热后,解吸塔塔顶排出的气体经解吸外冷器、解吸分离器冷凝分离后,冷凝液作为解吸塔回流液,未凝气体与低压气体混合后进入二循一冷。

图1 解吸、水解系统工艺流程
解吸塔塔底排出的工艺冷凝液经水解给料泵加压后进入水解换热器与水解槽来的废液换热,再送至水解汽提塔上部。水解汽提塔上部热量由1.30 MPa蒸汽和水解汽提塔下塔气体提供,水解汽提塔塔顶气相经减压后作为解吸塔的热源,水解汽提塔塔顶液相经溢流管流入下塔与水解槽的气相进行逆流接触,经传质、传热后气相进入水解汽提塔上塔作为热源,液相进入水解槽。从水解汽提塔下塔来的液体在水解槽内由1.30 MPa蒸汽直接加热,气相进入水解汽提塔下塔,液相与解吸给料泵出口液体换热后进入后解吸塔上部,在后解吸塔内与从塔底直接加入的1.30 MPa蒸汽进行逆流接触,以便使极少量的NH3和CO2彻底解吸出来;经传质、传热后气相进入解吸塔底部,为解吸塔提供所需要的热量,液相与工艺冷凝液泵出口液体换热后,温度约80 ℃可作为锅炉补水或进入尿素循环水系统。
主要设备参数见表1。
表1 主要设备参数

设备名称设备参数水解汽提塔Φ 800/1 800 mm×22 000 mm,塔板36层,1台解吸外冷器F=78 m2,1台解吸分离器V=0.4 m3,1台水解换热器F=90 m2,1台解吸换热器F=90 m2,1台水解给料泵Q=35 m3/h,H=140 m,2台解吸给料泵Q=35 m3/h,H=80 m,2台后解吸塔Φ 1 000 mm×11 600 mm,上部为多空波纹板填料,下部塔板15层,1台水解槽Φ 2 600 mm×8 500 mm,V=49.73 m3,1台
3 系统运行特点及操作工艺指标
系统运行特点:①适应能力强、操作弹性大;②碳铵液中w(NH3)约5%,w(CO2)约2%;③操作简单、易控制,只要仪表选型合理,液位控制稳定,蒸汽压力波动不大,系统非常稳定;④水解汽提塔操作简便、水解率高,对工艺指标适应能力强;⑤由于低压吸收系统减少了解吸气相带水,尿素系统水平衡明显改善,高、中压系统的操作更方便。
操作工艺指标见表2。
表2 操作工艺指标
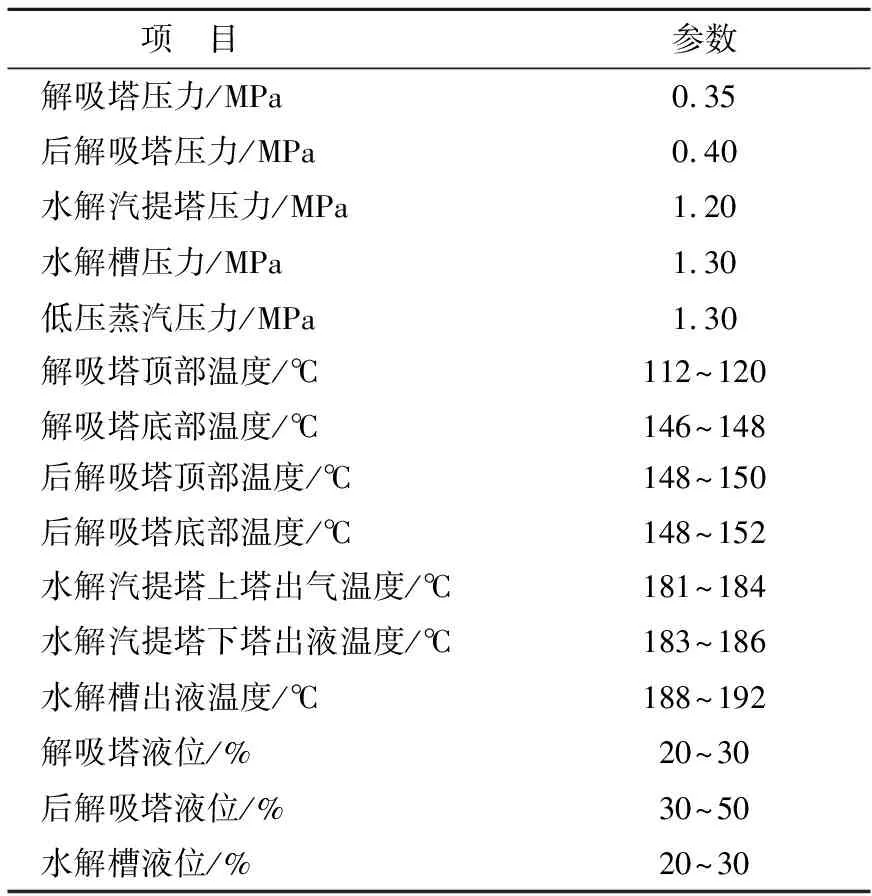
项 目参数解吸塔压力/MPa0.35后解吸塔压力/MPa0.40水解汽提塔压力/MPa1.20水解槽压力/MPa1.30低压蒸汽压力/MPa1.30解吸塔顶部温度/℃解吸塔底部温度/℃112~120146~148后解吸塔顶部温度/℃后解吸塔底部温度/℃148~150148~152水解汽提塔上塔出气温度/℃181~184水解汽提塔下塔出液温度/℃183~186水解槽出液温度/℃188~192解吸塔液位/%20~30后解吸塔液位/%30~50水解槽液位/%20~30
4 运行情况
2012年4月,完成了设备、管道、电器、仪表安装;2012年5月,对解吸、水解系统进行试压、试漏;2012年5月28日,水解、解吸系统进行试运行;到目前为止,解吸、水解系统出现的问题基本得到了解决。
(1)水解给料泵频繁出现不打量现象。在运行过程中,由于水解汽提塔气相至解吸塔的自调阀开度较大,使解吸塔下部气液夹带严重,造成解吸塔液位是气液混合物假液位,使水解给料泵出现气缚,造成水解给料泵不打量。通过调整自调阀开度得以解决,现在水解给料泵运行正常。
(2)解吸、水解温度不达标。在系统刚开车时,由于系统负荷低,高压圈CO2转化率低,中、低压负荷增大,蒸发系统波动大,中、低压放空量变大,预浓缩表面冷凝器和蒸发一段表面冷凝器液相中尿素含量高,使工艺冷凝液中氨和尿素含量增高,造成解吸、水解负荷增大,导致解吸、水解温度提不起来。通过向工艺冷凝液槽中加脱盐水,降低了工艺冷凝液的浓度和减少了解吸量。目前,解吸、水解温度已在控制指标内,排放液中氨和尿素质量分数均≤5×10-6。
(3)解吸塔发生液泛。在系统运行中,由于后解吸塔底部蒸汽调节阀开得过快或水解汽提塔气相出口调节阀开度太大,使塔板上的气相负荷过大,导致解吸塔发生液泛。通过控制进入解吸塔的蒸汽量和缓慢调节水解汽提塔出口调节阀的开度,最终实现了解吸塔的正常操作。
通过不断调整改善,现水解、解吸系统已实现了安全稳定运行,且各项运行参数在工艺指标范围内,完全达到了设计指标。
5 结语
该解吸、水解改造装置包括设备、仪表、土建、管道安装等共投入270万元。按吨尿素可回收液氨4~6 kg、年增产150 kt尿素计,年可回收液氨750 t,产生直接效益150万元,2年内即可收回投资。经过1年多的运行,该解吸、水解系统操作平稳,开工率100%,彻底解决了尿素废液排放不达标的问题,实现了经济、环保双赢。