类椭圆干式变压器4波压模设计与修复
2014-07-08杨银帅范光磊徐吉光
杨银帅,范光磊,徐吉光
(兖矿集团机电设备制造厂,山东 邹城 273500)
0 引 言
矿用移动干式变压器为井下用防爆设备,井下瓦斯环境要求防爆外壳必须具有良好的隔爆性与密封性,但变压器在工作中因自身原因导致内部温度上升,如散热不好容易引起因内外温差过高导致的爆炸事故,这与隔爆要求的密封性存在矛盾冲突。故变压器在设计的时候外壳基本都采用薄壁波纹的形式,透过波纹纵深提高箱体散热面积以达到散热效果。在生产过程中如何提高波纹快速成型成为变压器箱体制造的关键。
1 四波压模的设计
1.1 单波压型
变压器箱壁波纹材质为Q235A 钢,内凸台纵深较大且箱壁较薄,在压型作业时易撕裂或产生裂纹。
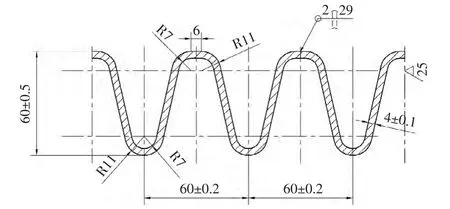
图1
为防止裂纹的产生,在生产过程中普遍采取单波压型,并加润滑液润滑最后双边修边的方式。此方法虽可避免压型作业时的撕裂,但由图2 可以看出单波生产方式存在以下问题。
1)单波组对由于波纹较多,相应增大了波纹压型、波纹焊接、波纹修边等多道工序的工作量。
2)单波压模在压型时为方便起模和保证单波尺寸,所设计的模具要有足够的修边余量。为满足焊接组对时箱体整体尺寸,单波在压型完成后必须修边才能投入下步的波纹组对环节,但修边不但浪费时间同时也浪费大量的原材料。
采用单波压型的方式弊端很多,但采用多波压型的方式又易产生裂纹。对此我们研究后提出了下面的方案。

图2
1.2 方案分析
波纹材质为厚4 mm 的Q235A 冷轧或热轧钢板,压铁工件冲压工艺冲压成型。采用等截面积法计算工件展开尺寸,由于工件是对称的,所以将其按中间理论层简化成图3 所示模型。
将模型分成A、B、C、D 四部分,其中B、D为圆弧段,A、C 为直线段。

图3
1)Q235A 钢的机械性能。Q235A 钢的抗拉强度σb=432~461 MPa,屈服强度σs=253 MPa,延伸率为21~25。延伸率较小,屈服强度较大,说明Q235A 钢的拉深性能不好。
2)确定修边余量。计算时按材料中心线厚度计算
δ=d凸/d=60÷27=2.2,故选取修边余量δ=2.2 mm。
①小森阳一以《「こころ」を生成する心臓(ハート)》,成城国文学,1985年3月”为开端用文本论的研究方法,与以三好行雄为代表的传统研究方法展开了持续论争。后又与人合著出版了《総力討論漱石の「こころ」》,株式会社翰林書房,1994年。
3)对零件的冲压工艺分析。毛坯的相对厚度100(t/D0)=4.18,材料厚度t=4 mm;毛坯直径D0=95.6 mm。材料的一次拉深系数m1=0.48~0.50,二次拉深系数m2=0.75~0.80,拉深相对高度h/d=0.42~0.51。
从数据可以看出,m1=36.4÷95.6=0.38,波纹一次不可能压型成功,故采用两次拉深成型的方法。
4)方案的确定。由冲压工艺分析可知需经两道冲压工序,由修边余量δ=2.2 mm 知,波纹尺寸满足多波冲压条件。同时多波拉深进行时工件内部产生的内应力也是相反的,应力相互抵消后能增加材料的拉深变形,故依据一、二次拉深系数设计两套落模胎具。终模如图4。
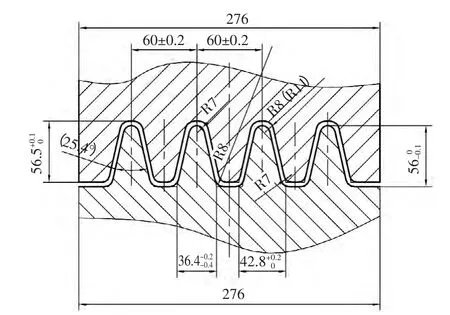
图4 合型效果图
虽然增加了1 次落料模的制作,但是生产工序由以前的单波变成了现在的4 波,不但总体上节省了劳动时间,保证了产品质量,同时也省去单波双边修边时材料的浪费。
2 模具修复
2.1 存在问题
1)模具使用过程中容易发生冲芯各侧位置的磨损量不同、模具表面不够清洁易存在硬物等,都易使板材撕裂,撕裂的金属微粒或渣滓易附在工作部位的表面,在高压下对冲芯磨损严重,产生较大划痕。
2)冲模由于受冲击振动时间过长,紧固件松动使冲模各安装位置发生相对变化从而影响对中性。
3)拉深件凸缘在拉深过程中起皱。压力使用不当,凸缘部位压边力太小,无法抵制过大的切向压应力,而引起切向变形,因而失去稳定后形成皱纹。材料较薄也较易形成皱纹。
4)尺寸的超差。主要原因是模具的磨损、定位导向不良和冲件产生变形。模具在工作过程中刃口长期高压磨损,易产生毛刺或外形平面度超差及外形尺寸发生变化。同时导向不良及定位块磨损、导料间隙大等原因也可造成尺寸的超差。
2.2 注意事项
1)磨具在每次安装前要认真检查,用毛刷等工具清除外表面依附的杂物、赃物,同时要检查模具的导向是否润滑良好。
2)模具每次使用前凹凸模工作面建议刷涂一遍润滑油,不但可以清除杂物,同时也可以起到润滑的作用。
3)长期使用的模具要经常检查其紧固件是否存在松动现象,每次工作前可合模一次检查工作面是否有缝隙。长期使用的模具可定期更换易拆卸且变形的紧固件。
4)长期不用的模具刷涂防锈液后可用胶布等防水薄膜将其覆盖放置,防止生锈。
5)模具使用过程中如发现尺寸超差现象一定要及时停止作业及时刃磨,防止模具刃口的磨损加速、偏差加大,从而降低模具使用寿命且无法保证产品质量。
6)模具工作时要控制压力输出,大型压力机建议使用锁压装置,不要因为压力过大而导致模具变形。
7)模具拆卸运送过程中要注意对刃磨口及导向装置的保护,不得随意摆放野蛮丢弃模具。
2.3 模具修复
1)刃磨。冲压生产中对模具进行合理的刃磨。当发现刃口变钝、毛刺加厚且分布不均、工件尺寸超差等一系列问题时要考虑对模具进行刃磨。刃磨必须根据刃口端面和侧面实际磨损情况而定。刃磨时要注意实测冲件尺寸,防止因此刃磨引起的尺寸超差。
2)焊补。激光沉积焊接是与许多传统的模具修复方法不同的一种新的有效方法。磨损区域可以用激光沉积焊接来填充,所用焊丝的直径为0.4 mm。修复之后,模具和插件的使用寿命至少与全新的部件大致相当。焊接沉积物的高度大约为0.5 mm,硬度为52 HR。
普通焊补技术要注意焊熔性,模具一般采用高硬材质的材料,采用的焊丝也要求为高强焊丝,为防止模具生锈,不锈钢焊丝在模具焊补中应用亦比较广泛。
3)激光熔覆技术在模具焊补中的应用。激光熔覆是指在被熔覆的基体表面放置特定的涂层材料,通过高能激光束照射加热,使之与基体表面融化并快速凝固,形成稀释度极低与基体材料呈冶金结合的表面涂层,从而显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化性能的工艺方法。
模具表面磨损严重时使用激光熔覆技术可以在模具表层形成一层致密的保护层,耐磨、抗氧化性能突出。是模具修复的一种新思维。同样激光熔覆成本较高,且熔覆完毕后还要有后期的磨削加工,低成本模具不建议使用。
3 结 语
4 波压模的设计在现实生产的测试中不但大大提高了生产效率,同时提高了材料的利用率,降低人工成本,对变压器箱体后续的水压试验也是一项重要的结构保障。新的模具修复技术的讨论亦希望对以后模具的修复提供帮助。
[1] 全国防爆电气设备标准化技术委员会.GB3836.1-2010 爆炸性环境第一部分:设备通用要求[S].北京:中国标准出版社,2010.
[2] 全国防爆电气设备标准化技术委员会.GB3836.2-2010 爆炸性环境 第二部分:由隔爆外壳“d”保护的设备[S].北京:中国标准出版社,2010.
[3] 全国防爆电气设备标准化技术委员会.GB3836.3-2010 爆炸性环境 第3 部分:由增安型“e”保护的设备[S].北京:中国标准出版社,2010.
[4] 张显力.防爆电气概论[M].北京:机械工业出版社,2008.
[5] 中国电器工业协会防爆电器分会.防爆电器产品手册[M].北京:机械工业出版社,2009.
[6] 杨学东.箱式变电站设计中应注意的几个问题[J].电气制造,2008(9):52-53.
[7] 陈剑鹤.模具设计基础[M].北京:机械工业出版社,2003.
[8] 李亚江.激光焊接/切割/熔覆技术[M].北京:化学工业出版社,2012.
