90°沉孔与90°沉头螺钉的加工要点
2014-07-08曹彧宣启航
曹彧,宣启航
(中国空空导弹研究院,河南 洛阳471099)
1 “90°沉孔”和“90°沉头螺钉”的一般工艺性
在针对案例分析前,先介绍一下90°沉孔和90°沉头螺钉的一般工艺情况。
1.1 平板类零件上的90°沉孔
一般来说,沉孔的作用就是比较完好地托住螺钉的沉头部分。沉孔锥面与沉头锥面紧密贴合,90°沉孔锥面角α′按减差加工,90°沉头锥面角α 按加差加工,因此α′<α,最大限度保证沉头螺钉能够贴住沉孔;沉孔靠近平板下端面的圆柱段直径d′略大于螺钉螺纹大径d 的尺寸要求,间接保证平板平动量在允许范围内;靠近平板上端面的沉孔锥面的“喇叭口”直径D′大于沉头螺钉头部圆柱段直径D,用于埋住沉头部分,使板类零件的上端面持平,不“出头”,这样沉孔锥面高度H′就会略大于沉头锥面高度H,有的沉孔直接就在“喇叭口”处形成小圆柱段如图1所示。
1.2 90°沉头螺钉与十字槽90°沉头螺钉
沉头螺钉的特点集中在螺纹自然收尾后的圆柱段与沉头端面的槽形上。

图1 沉孔与沉头螺钉头

图2 一字槽沉头螺钉
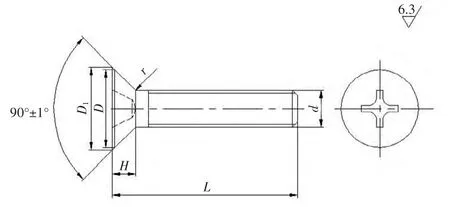
图3 十字槽沉头螺钉
从图2 和图3 中看出螺钉长度L,沉头端面与锥面延长线相交,D1>D,因此存在直径为D 的一小段沉头圆柱段。螺纹收尾段圆柱面与沉头锥面的衔接依靠倒圆角r过渡。同时,沉头锥面的高H 随着公称直径d 的递增而增加[1-2]。
一字槽和十字槽的加工就在螺钉沉头段加工,一字槽为铣削加工,十字槽为冲压加工,而且十字槽深度大于一字槽深度,有较大的受力面积供螺丝刀拧紧螺纹。
经过比较,沉孔的加工公差带选用H13[3],加工精度不如沉头螺钉所选用的HB5800-1999 标准公差,锥面贴合处存在一定间隙,但在允许范围内。一般情况下,沉孔能够在外形上与沉头螺钉沉头段贴合,螺钉能够压紧板类零件,如果出现不匹配的情况,一般针对沉孔进行补加工。
2 现场零件沉孔与沉头螺钉的返修案例
沉孔和沉头螺钉在分别加工时,通常能保证其配合工艺性的。但在实际生产加工中,由于零件设计原因,不是每种板类零件都有足够厚的尺寸保证90°沉孔和90°沉头螺钉配合得当,也有许多外形结构复杂的零件壁上要加工沉孔。这就需要根据实际情况对沉孔或者螺钉进行返修,并根据该情况的普遍性,落实到零件加工过程以提高零件一次成型的工艺性。下面,以某肋板上沉孔与支柱零件的返修为例说明如何提高零件加工的工艺性。
由于肋板厚度较薄,肋板上的上的沉孔锥面部分加工较好。但是,靠近连接面的沉孔圆柱段长度l′已经小于M2.5 沉头螺钉螺纹收尾处圆柱段l,原与螺纹连接的零件支柱,在上紧螺纹时,端面没能贴住肋板,致使支柱零件松动,装配失败。
如图4 所示,支柱零件的螺纹孔口倒角1×45°与90°沉孔很相似,但是深度上与沉头螺钉不匹配,无法埋进沉头于零件端面持平。对这一故障现象,肋板上沉孔合格,而支柱零件螺纹孔口倒角的深度只起到辅助作用,不承接沉头螺钉螺纹收尾处的圆柱段。整体来说是沉头螺钉选用不合适。此时,需要返修加工的对象就是螺钉和支柱。

图4
我们提出了两种返修方案:
方案1:针对螺钉螺纹收尾处圆柱段加工退刀槽,如图5 所示。

图5 退刀槽
保证螺钉螺纹可以继续拧紧螺纹孔,直到支柱端面贴死肋板。d2为退刀槽直径,L′为退刀槽宽度。M2.5 螺距P=0.35 的退刀槽直径d2=d-0.6,宽度L′在0.6~1.05 之间,d<3mm,则加工公差带选用h12[4]。
方案2:针对支柱零件的螺纹孔口倒角加工出一个小于零件直径的90°沉孔,将退刀槽的长度包含在沉孔里,这样l′+H2>l,同样可以继续拧紧,并贴死肋板。
我们选择了较为经济的方案2。方案1 由于螺钉体积小,不好装夹,直径较小,加工退刀槽时有可能车断零件,同时会切削下去一部分沉头,导致沉头与沉孔的装配面减小,降低装配工艺性,对本次故障不适用。方案2 利用45°孔口倒角与90°沉孔的相似性,将支柱零件螺纹孔口处改为沉孔加工,保证了螺纹装配。方案1 则适用于加工90°沉头螺钉时,根据装配要求,控制退刀槽宽度和深度,尽量避免切削沉头部分。
3 结 语
针对案例,从分析故障现象,提出方案,筛选方案,到实施成功,可以总结出以下经验。
1)大部分故障现象都派生于90°沉孔和90°沉头螺钉加工的一般原理,掌握一般工艺性的要点就方便解决与此相关的零件故障。2)螺钉螺纹收尾出的退刀槽加工有利于零件装配工艺性,但退刀槽的加工应放在螺钉加工过程中,补加工中不宜使用。3)同一规格的沉头螺钉不适宜再加工,因此,沉孔的加工必须参考与它配合用的螺钉。4)对于不规则外形或薄壁上的沉孔加工,其工装必须起到合理的支撑,同时保证沉孔边缘最低点能够埋住沉头螺钉。
[1] HB1-205-2002 90°沉头螺钉[S].
[2] HB1-206-2002 十字槽90°沉头螺钉[S].
[3] GB/T152.2-1988 紧固件:沉头用沉孔[S].
[4] GB/T3-1997 普通螺纹收尾、肩距、退刀槽和倒角[S].
