球头铣刀齿数对车铣表面微观几何形貌的影响分析
2014-07-07师平白亚琼
师平 白亚琼
(西安航空职业技术学院,陕西 西安 710089)
球头铣刀齿数对车铣表面微观几何形貌的影响分析
师平 白亚琼
(西安航空职业技术学院,陕西 西安 710089)
本文建立球头铣刀正交车铣加工件表面微观几何形貌的数学模型,研究不同的刀具齿数对加工表面微观几何形貌的影响,为在车铣加工中其他的切削用量参数加工的表面微观几何形貌提供一定的参考评价机制。
车铣;刀具齿数;表面微观几何形貌
车铣复合加工[1~5]是在20世纪80年代发展起来的一种先进切削加工技术,用车铣代替车削、铣削可以更有效地利用现有刀具材料来加工各种工件,以及实现对各类回转体及薄壁类零件的加工。车铣复合加工不仅可以解决单独用车或铣难以完成的加工难题,而且可以在工件一次装卡完成几乎全部工序,其应用前景广阔。由于车铣复合加工时采用铣刀进行断续切削,因此铣刀刀刃所产生的刀痕,即表面微观几何形貌,将直接影响着其表面加工质量,进而影响零件的耐磨性、耐腐蚀性、密封性等,而且对零件装配后设备的整体工作性能、使用寿命、振动和噪声等也产生影响。因此,研究车铣复合加工表面的微观几何形貌形成机理具有重要意义。
1 球头铣刀车铣复合加工数学模型
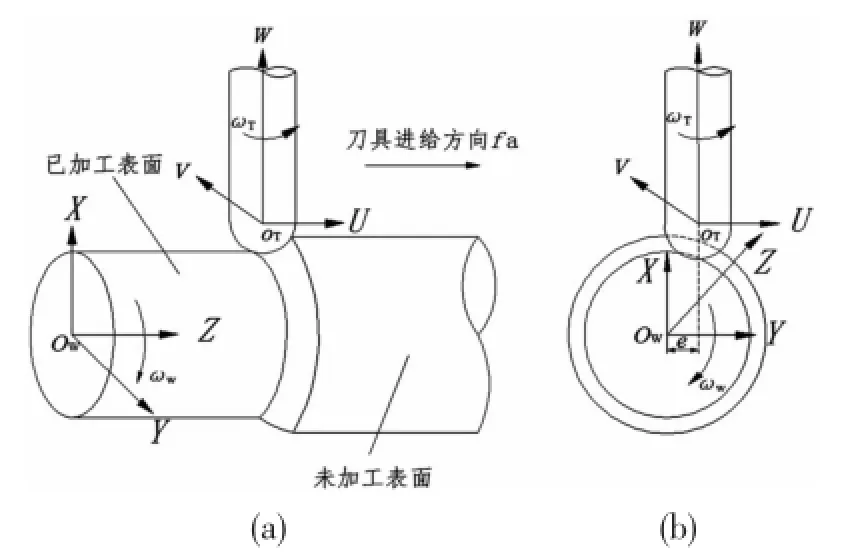
图1 球头铣刀车铣外圆柱工件的计算模型
2 实验与仿真结果对比分析
图2a、b分别为两齿R4球头铣刀在正交车铣的偏心1mm加工参数下的表面微观花纹对比图,图中1为凸起的山峰,2为凹的山谷。可以看出,实际观察与仿真结果基本一致。由于是圆柱表面,显微镜只能清楚观察局部,故图2a右侧观察形貌模糊。
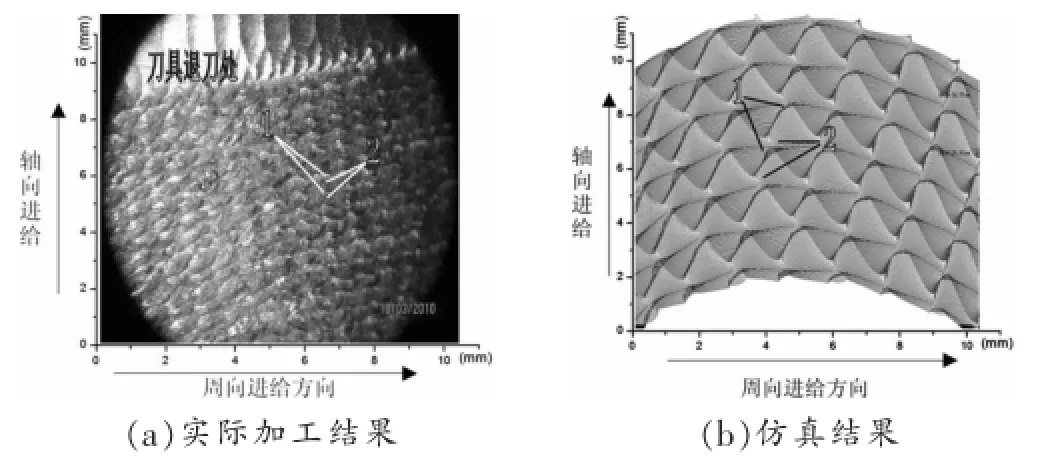
图2 偏心1mm两齿R4球头铣刀表面微观花纹
3 球头铣刀刀具齿数不同对表面微观几何形貌仿真的影响分析
本文中涉及到表面微观几何形貌仿真采取工件直径φ6.0mm,刀具直径取φ4mm,未指定铣削方式为顺铣加工。球头铣刀在无偏心加工条件下刀具齿数为3和6车铣外圆柱表面微观几何形貌的切削参数如下:轴向进给量6.0mm,刀具转速800r/ min,工件转速30r/min,加工深度0.5mm,螺旋角30o。图3(a)~(d)为在球头铣刀刀具齿数3和6下仿真的三维表面微观几何形貌局部放大图。
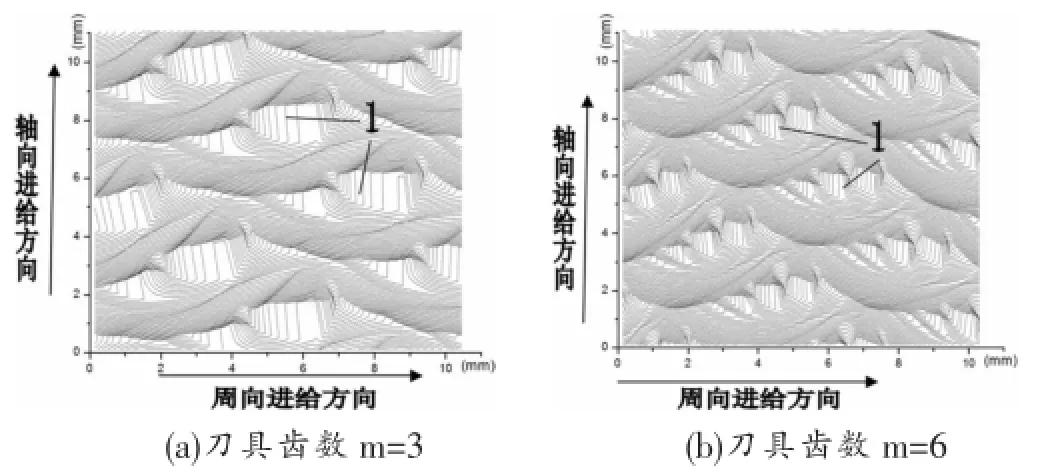
图3 不同刀具齿数的表面微观几何形貌局部放大图
从图3(a)(b)中可以看出,在无偏心的加工方式下刀具齿数3和6出现了近似为排列整齐的一层一层连绵不断的山脉。随着刀具齿数的增加,在图中的山峰1越来越小。
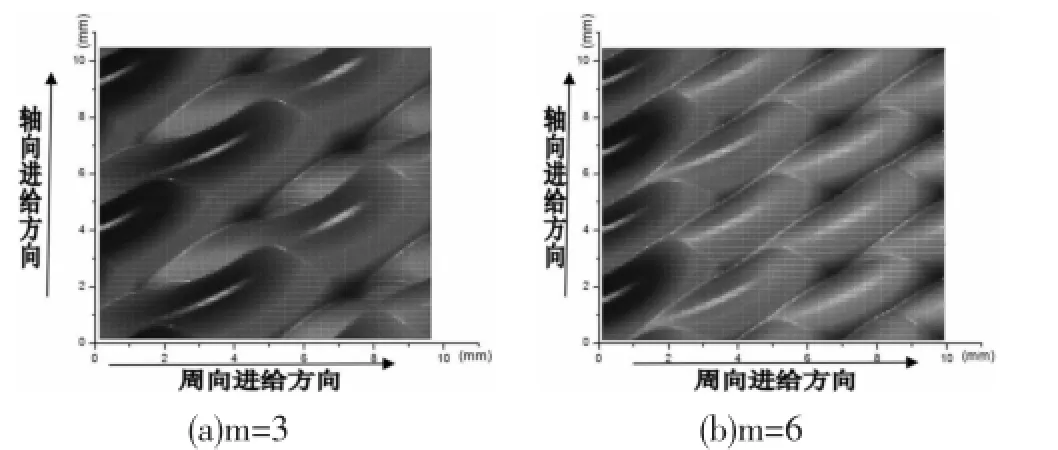
图4 不同刀具齿数的表面微观几何形貌彩色展开图
球头铣刀在偏心1mm加工条件下刀具齿数为3和6车铣外圆柱表面微观几何形貌的切削参数如下:轴向进给量12.0mm,刀具转速500r/min,工件转速40r/min,加工深度0.5mm,螺旋角30o。图4(a)(b)为在球头铣刀刀具齿数3和6下的不同的表面微观几何形貌彩色展开图。
从图4(a)(b)中可以看出,在偏心1mm时,刀具齿数不同,所形成的几何形貌差异较大。刀齿数为3和6(倍数关系)时,其刀痕形状相似,并且刀齿数多所形成的轨迹坑小,且较密。
4 结论
本文利用建立球头铣刀正交车铣加工件表面微观几何形貌的数学模型,得到刀具齿数不同对车铣表面微观几何形貌的影响,给出了在偏心与无偏心下几何形貌的不同,为在车铣加工中其他的切削用量参数加工的表面微观几何形貌提供一定的参考评价机制。
[1]Schulz H,Spur G.High Speed Turn-milling-A New PrecisionManufacturingTechnologyfortheMachiningof Rotationally Symmetrical Work-pieces[J].Annals of the CIRP,1990, 37(2):107-109.
[2]Sorge K P.Die Technologie des Drehfrsens.[Dissertation]. Darmstadt:TH Darm-stadt,1983.
[3]SavasV,Ozay C.The optimization of the surface roughness in the process of tangential turn-milling using genetic algorithm[J]. The International Journal of Advanced Manufacturing Technology, 2007,37(4):3352 340.
[4]Choudhury S K,Mangrulkar K S.Investigation of orthogonal turn-milling for the machining of rotationally symmetrical workpiece. Journal of Materials rocessingTechnology,2000,99:120-128.
[5]Choudhury S K,Bajpai J B.Investigation in orthogonal turnmilling towards better surface finish.Journal of Materials Processing Technology,2005,170(3):487-493.
[6]贾春德,姜增辉.车铣原理[M].北京:国防工业出版社,2003,10.
[7]周红杰.车铣复合加工表面微观几何形貌仿真及切削参数分析研究[D].西安:西安理工大学学位论文,2008,3:23-27.
TG502.1
A
1003-5168(2014)03-0122-02
师平(1982—),男,陕西三原人,硕士,助教,研究方向:先进制造技术。
