熔化极氩弧焊焊接工艺研究
2014-07-06艾柏梁刘蔚倩朱赛龙
艾柏梁, 刘蔚倩, 朱赛龙
(湖南理工学院 机械工程学院,湖南 岳阳 414006)
熔化极氩弧焊焊接工艺研究
艾柏梁, 刘蔚倩, 朱赛龙
(湖南理工学院 机械工程学院,湖南 岳阳 414006)
通过304不锈钢熔化极氩弧焊的工艺试验来研究不同的焊接参数对焊缝成形的影响, 确定焊接奥氏体不锈钢中厚板时的合理焊接工艺参数.
熔化极氩弧焊; 奥氏体不锈钢; 焊接工艺; 焊缝; 热影响区
引言
熔化极氩弧焊是一种焊接质量好、焊接生产率高、绿色环保的焊接工艺. 与CO2焊相比, 熔化极氩弧焊具有电弧稳定、熔滴过渡稳定、焊接飞溅少、焊缝成形美观等优点, 该工艺适合焊接不锈钢中厚板. 由于机械行业中大量运用奥氏体不锈钢中厚板, 为此对氩弧焊焊接不锈钢进行了工艺试验.
本文将主要研究焊接电流及电弧电压、焊接速度、焊丝伸出长度以及不同流量的保护气体对焊缝成形的影响, 从而找到最合适的焊接参数.
1 实验材料设备及方法
实验所用焊机为奥太NBC-500气体保焊机, 具有陡降的电源外特性. 本次试验所采用的焊丝牌号为ER304, 直径为1.2mm. 实验所用的保护气体为氩气与二氧化碳的混合气体. 试验使用的板材是8mm厚的牌号为304的不锈钢板, 其化学成分如表1所示, 尺寸规格为35mm×90mm, 开Y型坡口. 焊前需将试板表面打磨干净, 防止铁锈、油污影响焊接质量.

表1 304不锈钢的化学成分
2 实验结果与分析
由于NBC-500气体保焊机在调节焊接电流大小的时候, 焊机会自动匹配一个合适的电弧电压, 所以NBC-500气体保焊机不能单独的调节焊接电流的大小或电弧电压的大小.
2.1 焊接电流(电弧电压)对焊缝质量的影响

表2 不同焊接电流下的焊接参数

图1 实验1的焊缝成形图

图2 实验2的焊缝成形图
(1) 焊缝成形分析
对比图1与图2的焊缝成形图可知, 当焊接电流为135A时的焊缝成形比焊接电流为110A时的焊缝成形美观, 焊缝均匀一致, 焊缝外观质量较好. 而且实验2所得到的焊缝的余高、熔深和熔宽都有所增加.原因: a) 焊接电流增加时, 电弧的热功率与电弧力都会增加, 因此熔池体积和弧坑深度都会随着电流的增加而增加. b) 熔化极氩弧焊中焊接电流增加时, 焊丝熔化量也会有所增加, 故焊缝的增高也随之增加.
(2) 焊缝组织形貌分析
焊接母材是牌号为304的奥氏体不锈钢, 即0Cr18Ni9, 其金相组织如图3所示. 304奥氏体不锈钢中Cr的含量较高(一般为18%~20%), 基体为奥氏体, 呈现孪晶态以及少量的碳化物.
焊接过程实际上可以看作是一次“特殊的热处理过程”, 焊缝以及热影响区的各部分因为离焊接熔池的距离不同而被加热到不同的温度, 焊接后又会以不一样的冷却速度冷却下来, 因此其成分变得较为复杂.
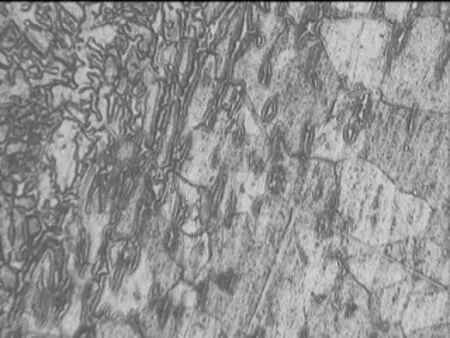
图3 母材金相组织
图4 实验1焊缝区域金相组织

图5 实验2焊缝区域金相组织
结合图4和图5可以看出, 实验2所得到的焊缝区域金相组织的晶粒比实验1的更为粗大一些. 这是因为焊接电流越大, 也就意味着焊接热输入量越大, 加热温度越高, 保温时间越长, 所以得到的奥氏体晶粒越粗大.
由图4可以看出, 母材是奥氏体组织, 焊缝区域是粗大的柱状组织, 其中夹杂有一些碳化物. 焊接熔池的结晶过程一般是从熔池边界开始的, 非自发晶核就依附在半熔化的母材晶粒上. 一般情况下, 以柱状晶的形式由半熔化的母材晶粒向焊缝中心成长, 而且成长的取向和母材晶粒相同, 结晶时各个方向的散热速度有所不一样. 散热快的方向晶体将会沿其反向择优生长成为柱状晶. 焊缝区域主要是奥氏体组织加少量的铁素体以及碳化物. 由于焊缝的柱状晶是从半熔化的母材晶粒长大的, 其初始尺寸等于焊缝边界母材晶粒的尺寸, 同时因为焊缝中存在较高含量的铁素体, 因而在焊接热循环的作用和铁素体的影响下, 奥氏体不锈钢的焊缝柱状晶会发生粗化.
焊接接头可分为焊缝、熔合区及热影响区. 其中热影响区分为过热区、完全重结晶区以及不完全结晶区.
在焊缝中, 熔合区是介于焊缝与热影响区之间相当窄小的过渡部分, 是由部分已经熔化的母材和部分还未熔化的母材所组成的区域. 熔合区的温度介于液、固两相之间, 焊缝金属与母材金属产生规则熔合,因此会形成参差不齐的分界面, 该区域的化学成分、微观组织以及力学性能极为不均匀. 由于熔合区非常窄小, 实际上在金相显微镜下观察焊缝金相组织时很难将其区分开来, 但是该区域对焊接接头的塑性、强度等影响很大, 因此熔合区常常是热裂纹、冷裂纹以及脆性相的发源地, 从而成为焊接接头的最为薄弱的环节.
过热区又被称为粗晶区, 它紧邻熔合区, 其峰值温度范围从晶粒急剧长大的温度到固相线的温度. 因为加热温度非常高, 导致金属处于过热状态, 特别是在固相线附近的区域, 一些难溶的碳化物及氮化物质点也都会溶入到奥氏体中去, 因此奥氏体晶粒组织会发生严重长大, 粗大的奥氏体在较快的冷却速度下冷却会形成一种非常特殊的组织——魏氏组织. 魏氏组织的组织特征为一个粗大的奥氏体晶粒内形成很多平行的铁素体针片, 在铁素体针片之间的剩余奥氏体会转变为珠光体, 魏氏组织的韧性很低. 过热区的组织特征决定了该区域脆性较大, 韧性较低, 甚至会产生裂纹, 因而过热区也是焊接接头的薄弱环节.
完全重结晶区又被称为正火区, 该区域的峰值温度范围是从Ac3线一直到晶粒急剧长大的温度. 在该区域的峰值温度范围内, 加热时金属组织发生奥氏体化, 由于加热时间短, 加热速度快, 高温停留时间短,在奥氏体晶粒还未长得足够大时就已经开始冷却了, 冷却就得到了均匀细小的奥氏体组织加以少量的铁素体组织, 这相当于热处理时的正火组织. 因为该组织的晶粒细小、均匀, 故完全重结晶区的韧性以及塑性都非常好, 具有比较高的力学性能.
不完全结晶区又被称为部分相变区或者不完全正火区, 该区域的峰值温度介于Ac1~Ac3之间. 该区域只有一部分金属经历过两次相变重结晶, 而另一部分为始终未能发生重结晶的原始奥氏体晶粒, 因此, 该区域的组织特征为晶粒大小不一的奥氏体, 而且分布不均, 这使得该区域的力学性能也不均匀, 其冲击韧性比完全重结晶区低.
2.2 焊接速度对焊缝质量的影响

表3 不同焊接速度下的焊接参数
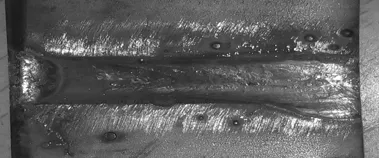
图6 实验3的焊缝成形图

图7 实验4的焊缝成形图
结合图6和图7可以看出, 随着焊接速度的陡然增加, 焊缝的外观成形质量变得极差, 实验3所得到的焊缝已经出现咬边缺陷了, 另外, 实验3的焊缝的熔深和熔宽都比实验4的要小. 原因是: 当其他焊接条件不变的情况下, 焊接速度增加意味着焊缝的热输入量减少, 熔化的焊丝熔滴在单位时间内进入到熔池内的量变少, 电弧作用在工件上的能量密度降低, 在焊缝位置的母材还未熔化之前焊接便已完成. 故当焊接速度增加时, 焊缝的熔深和熔宽都会减小, 尤其是过高的焊接速度会产生咬边缺陷.
2.3 焊丝伸出长度对焊缝质量的影响

表4 不同焊丝伸出长度下的焊接参数

图8 实验5的焊缝形貌图

图9 实验6的焊缝形貌图
结合图8和图9的焊缝形貌图可以看出, 实验5所得到的焊缝外观成形质量较为优秀, 实验8所得到的焊缝的余高过高且成形质量较差. 原因是: 焊丝的伸出长度的增加意味着焊丝的电阻热也会增加, 电阻热增加直接导致焊丝的熔化速度加快, 单位时间内过渡到熔池中去的焊丝金属增多, 焊缝的余高也随之增高. 虽然这样可以使生产率获得提高, 但是焊丝的电阻热增加会造成焊丝过热而成段熔断, 结果使焊接过程变得不稳定、金属飞溅严重、焊缝外观成形不良以及保护气体对焊接熔池的保护效果减弱. 由于不锈钢焊丝的电阻率很大, 所以这种影响尤为突出. 因此, 对于细焊丝, 特别是不锈钢熔化极氩弧焊时, 必须特别注意控制焊丝的伸出长度的稳定.
2.4 保护气体流量对焊缝质量的影响
具体实验数据如表5所示. 两种保护气体流量下的焊缝成形图如图10、11所示. (注: 两组实验用的保护气体不但流量不同, 而且氩气与二氧化碳的比值也不同. 如实验7的保护气体的组成为12LAr+3LCO2,而实验8的保护气体的组成为18.5LAr+6.5LCO2. )

表5 不同保护气体流量下的焊接参数

图10 实验7的焊缝形貌图

图11 实验8的焊缝形貌图

图12 实验8的焊缝截面图
对比图10和图11可以看出, 实验7所得到的焊缝成形质量较好, 焊缝金属散发着金属光泽, 金属飞溅物很少; 实验8所得到的焊缝成形质量差, 焊缝金属色泽黑暗, 焊缝两侧区域金属飞溅物很多. 从图12可以看出实验8所得到的焊缝中存在气孔等焊接缺陷. 原因是: 1) 保护气体的流量过高会导致保护气体从焊枪喷嘴处喷出时形成紊流, 而不是层流. 紊流的保护效果比层流的保护效果差, 容易在焊缝中形成气孔. 气孔容易降低焊接接头的力学性能, 因此, 在焊接中应该尽量控制它; 2) 熔化极氩弧焊中Ar与CO2的混合比例一般是Ar80%+CO220%或Ar82%+CO218%, 实验8的保护气体中CO2的含量过高. 由于CO2在高温下会分解, 具有强烈的氧化作用, 会使合金元素出现烧损, CO2含量越高, 合金元素烧损越严重, 焊接后焊缝金属色泽越黑暗. CO2含量增加还会导致严重的焊接飞溅和CO气孔, 因此, 用富氩混合气体保护焊焊接不锈钢时必须注意严格保护气体中氧化性气体如CO2的含量.
3 结论
(1) 熔化极氩弧焊焊接工艺特别适合不锈钢的中厚板的焊接, 采用电流为135A、电压为21V、焊丝伸出长度为6mm、保护气体为12LAr+3LCO2的焊接工艺焊接8mm厚的不锈钢板时, 焊缝的成形质量较好.
(2) 对于焊后焊缝的组织形貌进行金相显微镜观察分析, 焊缝组织为柱状晶, 热影响区的组织形态较为复杂.
(3) 对于保护气体为Ar+CO2的熔化极氩弧焊, 在焊接施工过程中必须注意严格控制CO2的含量, 确保CO2的含量在20%以下.
[1] 王宗杰. 熔焊方法及设备[M]. 北京: 机械工业出版社, 2006
[2] 刘会杰. 焊接冶金与焊接性[M]. 北京: 机械工业出版社, 2007
[3] 陈裕川. 现代焊接生产使用手册[M]. 北京: 机械工业出版社, 2005
[4] 张其枢, 堵耀庭. 不锈钢焊接[M]. 北京: 机械工业出版社, 2000
A Study of Melting Pole Argon Arc Welding Technology
AI Bai-liang, LIU Wei-qian, ZHU Sai-long
(College of Mechanical Engineering,Hunan Institute of Science and Technology, Yueyang 414006, China)
The effect of different welding parameters on weld is tested by the 304 stainless steel melt electrode argon arc welding process test to study, the reasonable welding process parameters are determined when welding Austenitic stainless steel p l a t e . Keywords: melting pole argon arc welding; Austenitic stainless steel; welding process; weld; heat affected zone
TM27
A
1672-5298(2014)03-0060-05
2014-06-23
艾柏梁(1992− ), 男, 湖南汨罗人, 湖南理工学院机械工程学院材料成型及控制工程专业本科生. 主要研究方向: 焊接工艺
