废润滑油再生工艺的研究进展
2014-07-05熊道陵杨金鑫张团结许光辉陈超王庚亮罗序燕
熊道陵,杨金鑫,张团结,许光辉,陈超,王庚亮,罗序燕
(江西理工大学冶金与化学工程学院,江西 赣州 341000)
废润滑油再生工艺的研究进展
熊道陵,杨金鑫,张团结,许光辉,陈超,王庚亮,罗序燕
(江西理工大学冶金与化学工程学院,江西 赣州 341000)
近年来石油资源短缺和环保意识增长,废润滑油再生工艺也日益受到各国的关注。本文回顾了国内外废润滑油再生工艺的发展历程,对较典型的传统工艺如蒸馏-白土工艺、蒸馏-硫酸-白土工艺和蒸馏-加氢工艺进行了概述,并分析各类型工艺方法的优缺点。重点探讨了废润滑油再生新工艺如分子蒸馏工艺、溶剂精制工艺和膜处理工艺的优缺点和发展前景。总结国内外学者针对以上新工艺的研究,发现分子蒸馏工艺虽然对废润滑油原料的要求有些苛刻并且设备的前期投入较大,但其具有再生废润滑油效率高、品质好等优点,适合大型工业化;超临界流体与膜耦合技术继承了两种技术的优点,大幅提升了废润滑油再生速度和效果,随着机械强度大、化学稳定性好的无机膜材料和超临界流体萃取工艺的快速发展,该项技术也必将成为废润滑油再生的研究热点。
废润滑油;再生;超临界流体;分子蒸馏;膜;污染
1 废润滑油再生工艺概述
润滑油是通过润滑系统把清洁的润滑油运送至机器零件的各个需要使用润滑油的部位,起到润滑、清洁、冷却、密封等作用。典型润滑油由75%~85%的基础油和15%~25%的添加剂组成[1-2]。润滑油在使用过程中发生一些物理、化学反应使润滑油老化,使其混入如水分、尘埃磨损机械产生的金属屑粒以及因氧化产生的羧酸、有机酸的盐类、沥青质、炭渣、油泥等,润滑性能达不到应用的标准,而变为废润滑油[3-4]。对于这些废润滑油,传统的做法是将其倒掉或者燃烧,这样的做法是对不可再生的石油能源极大的浪费,也对环境造成很大危害。其实这样的污染物及油废弃部分不到10%,经过适当的物理和化学方法,除去其中的污染物以及废弃部分,提炼后可以达到合格基础油的标准,同时再生率可达到50%以上[5]。我国废润滑油回收率极低,以往废润滑油回收率还不到废润滑油总量的20%,有相当一部分直接倒入环境,而造成环境污染[6]。废润滑油再生对节约有限石油资源、防止废油污染、保护环境等具有重要的意义,国内外废润滑油再生工艺发展历程如表1。
近年来石油涨价和民众环保意识的增加,使得再生行业有了较大的发展,同时国家也制定了相应的回收及处理标准[7]。中国环保燃油集团有限公司主要利用高效的催化剂裂解制取柴油,收率提高至80%左右,瑞丰邦达(武汉)科技有限公司利用两级催化回流装置可以处理多形式原料,如废润滑油、废旧轮胎、废塑料等,得到了符合国家标准的0#柴油[8]。宝钢集团建立的大型废油处理站,每年回收各类废油达几千吨,并且该处理站研究设计的一套处理高黏度废油工艺流程取得较好的效果[9]。废润滑油再生过程中技术要求程度高,处理不当将会对环境造成严重污染,在经济因素以及环境因素的驱使下,像分子蒸馏和超临界流体与膜耦合等新技术层出不穷[10],以下将对传统工艺和新型工艺进行简单介绍,并指出其优缺点。
2 废润滑油再生传统工艺
2.1 蒸馏-白土工艺
蒸馏-白土工艺不受规模限制,该工艺对高价活性白土需求量大,产生的废白土对环境也会造成严重污染,但是相对蒸馏-酸洗-白土精制工艺酸处理过后产生的酸渣而言对环境污染程度要轻微得多。无论是蒸馏-白土工艺还是蒸馏-酸洗-白土精制工艺,都具有工艺技术简单、成本较低、所用硫酸和白土原料易得等优点,适合处理各类废润滑油。美国资源技术公司利用设备的改进开发出RT工艺流程,通过低蒸馏塔的独特设计和采用旋风闪蒸塔,使得原料废润滑油在不经过离心、絮凝等前处理工序脱除生焦物质的情况下,在塔内也不会结焦[11]。挪威有一套处理量1.47×104t/a的蒸馏——白土再生装置使用的就是该工艺[12],爱尔兰也有两个处理厂采用的都是蒸馏-白土工艺[13]。一般蒸馏-白土工艺流程如图1所示。
2.2 蒸馏-硫酸-白土工艺
蒸馏-硫酸-白土工艺使用处理不同程度污染的废润滑油,可以去除含氧、硫、氮化合物以及沥青、炭粒[14]。由于该过程产生大量的废酸、废水、废气,造成环境严重污染,而且该工艺对废润滑油再生利用率低,该项技术逐渐被淘汰[15]。目前国内有些公司利用改进此项技术来降低对环境污染程度,例如酸渣的多次循环使用、增加酸液的循环次数等[16]。德国Meinken工厂的Meinken工艺改变了硫酸混合工艺,加大混合程度,采用强力搅拌器,此工艺使得酸和酸渣显著减少,所采用间接加热方式可以很好避免发生裂化反应,但该工艺危害工作人员的健康,对环境造成污染[17]。
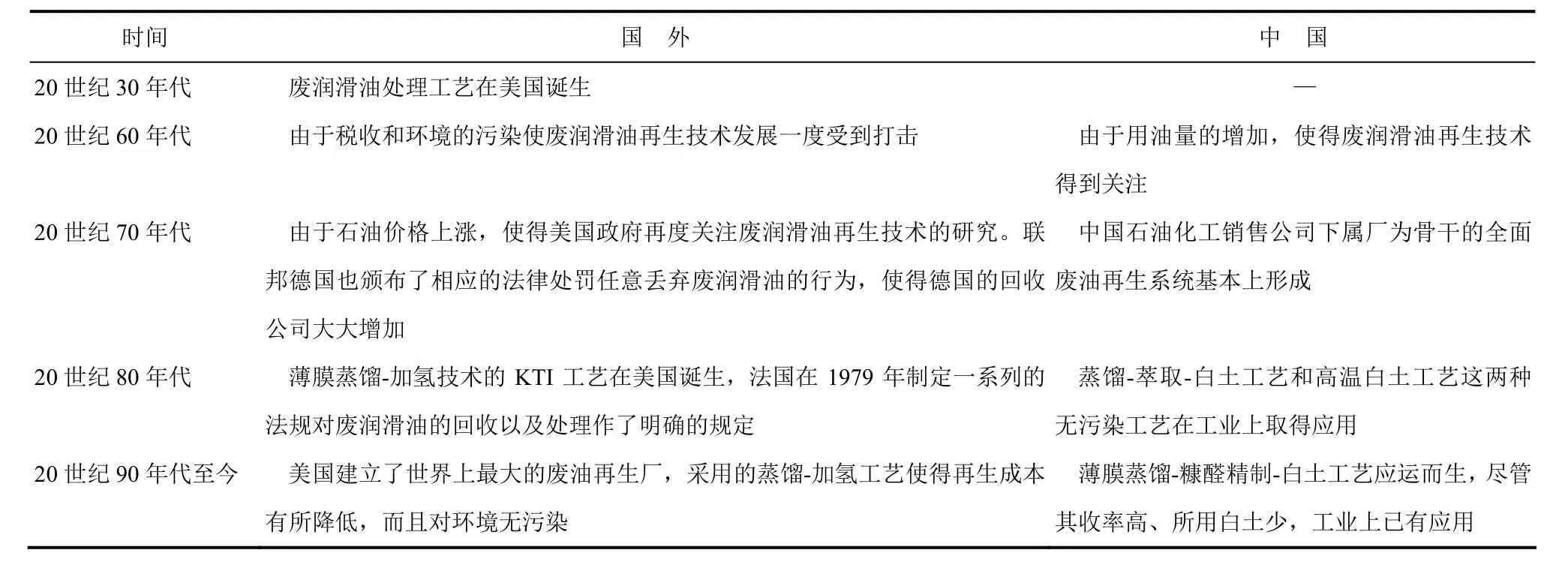
表1 国内外废润滑油再生工艺发展历程

图1 蒸馏与活性白土处理相结合工艺流程
2.3 蒸馏-加氢工艺
该工艺没有废物处理问题是其显著优势,与普通的加酸处理工艺相比不产生酸渣、酸水、废气等环境问题。加氢可以将润滑油中的部分杂质脱除,在最初润滑油加工中也利用到了加氢这一重要工艺过程。该工艺的产品收率高、质量好,但设备投资高,操作较复杂,且加氢条件苛刻,需要合适的氢气来源。一般操作是先对已经预处理的废润滑油加热蒸馏,分馏出润滑油馏分和残渣(一般用于制造沥青),然后将润滑油馏分进行加氢处理。
中国石化抚顺石油化工研究院采用自主研发的加氢催化剂和吸附剂对废润滑油进行处理,使得再生润滑油基础油馏分回收率高达85%。国际动力技术公司与海湾科技公司合作开发的KTI工艺是典型蒸馏加氢工艺,再生润滑油基础油回收利用率可达80%~85%[18],该工艺对废润滑油中残留的含硫、氧及氮等混合物能够很好地脱除,但是加氢工艺条件苛刻,反应温度不得高于250℃,加氢成本高,不适合小规模处理,KTI工艺流程如图2所示。
HyLube蒸馏-加氢工艺是美国在德国一个子公司所利用的技术,该技术的工艺流程是首先在高温高压的条件下,将热氢与燃料油充分混合,再依次进入闪蒸-蒸馏分离塔使沥青质以及金属重质分离,然后催化加氢,起到完全脱硫脱氮的作用,最后成品分离、产物处理和回用,该工艺处理后的废润滑油可以达到高质量基础油的标准,收率也很高,可以达到70%左右,具体HyLube工艺流程如图3所示。
REVIVOIL蒸馏-加氢工艺是意大利一个比较重要的废润滑油回收和处理公司开发的技术,该工艺润滑油回收率可以达到72%以上。Revivoil工艺流程图如图4所示。
Kleen工艺技术是利用常压技术情况下脱去所含水分和溶剂,再在减压固定床式加氢反应器上加入Ni/Mo催化剂,制得燃料油、沥青油、基础油[19]。该工艺中的加氢反应器能大幅度减少多环芳香烃,还能脱除高沸点氯化石蜡烃。美国和加拿大都拥有该工艺生产装置,其中20世纪90年代末在美国建成的世界上最大的废润滑油再精炼厂就是采用了Kleen工艺过程,具体流程如图5所示。
3 废润滑油再生新工艺
3.1 分子蒸馏
分子蒸馏又称作短程蒸馏,是一种在高真空条件下利用各种物质的平均自由程差异来分离物质的新型分离技术,属于非平衡蒸馏技术[20]。在体系中温度和压力一定的情况下,分子运动平均自由程与分子有效直径的平方呈反比,通过分子蒸馏技术可以很好地将混在废润滑油中的汽柴油轻组分和沥青质重组分分离出来,得到品质良好的再生润滑油,具体原理如图6所示。

图2 KTI工艺流程[21]

图3 HyLube工艺流程[22]

图4 Revivoil工艺流程[23]
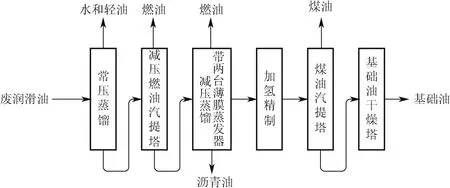
图5 Kleen工艺流程
分子蒸馏技术具有蒸馏温度低、蒸馏时间短、蒸发效率高、分离程度高、降低高沸点的物料分离成本等优点[24]。常规减压过程中沸程较长,容易因受热不匀造成局部的炭化、裂解等问题,而分子蒸馏技术有效地避免了这些问题[25]。采用分子蒸馏技术分离出来的润滑油质量好,闪点、黏度、外观等理化性质均超过传统的处理工艺,其具体性能指标对比如表2所示。

表2 传统再生工艺与分子蒸馏新工艺再生润滑油性能对比
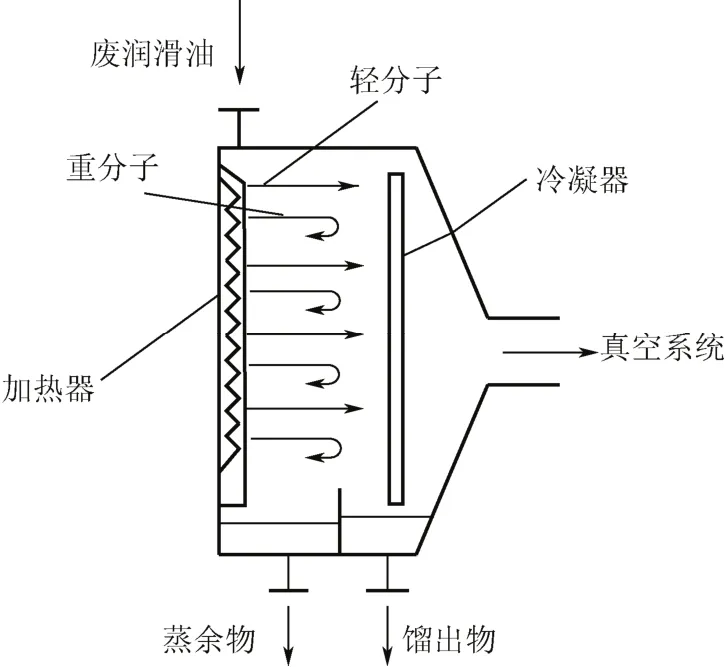
图6 分子蒸馏原理
分子蒸馏装置具有高效传热传质的特点,其对处理物料的要求也是相当苛刻,因此在采用分子蒸馏处理废润滑油一般要经过预处理去除机械杂质等污染物,分子蒸馏的具体工艺流程如图7。
四川大学周松锐等[26-27]先采用薄膜蒸发器将预处理过的废润滑油的水分和汽柴油等轻组分蒸发脱除,继而通过一级刮膜式分子蒸馏器将轻质润滑油分离出来,再通过二级刮膜式分子蒸馏器将重质润滑油和沥青质分离,最终用白土补充精制,得到的再生润滑油达到新润滑油标准。重庆工商大学张贤明等[28-29]也是将废润滑油预处理脱除机械杂质,然后通过闪蒸将水、汽油、柴油等轻组分分离出来,继而进行二级分子蒸馏,根据不同需要切割基础油,根据此工艺开发出一套带有远程监控系统的分子蒸馏设备。山东理工大学孙红翠等[30]设计开发的0.8m2三级分子蒸馏中试装置也很好地将基础油从废润滑油中分离出来,且收率达到76%以上。吕建敏等[31]研发了一种单级远红外式加热分子蒸馏废润滑油再生工艺,其工艺加热全部采用红外加热,且采用单级分子蒸馏就分离出质量较好的基础油。潘利祥等[32]开发了一种可以处理市面上任何回收的废润滑油的分子蒸馏再生工艺。王延海[33]发明了一种应用于废润滑油再生的锥形刮膜蒸发器设备和工艺。上海宝钢废旧油处理有限公司[34]通过薄膜蒸发和分子蒸馏工艺在生产加工过程中出现了再沸器和管线堵塞的问题,及时地发现问题并开发一种防垢剂,很大程度上推进了分子蒸馏技术在废润滑油再生行业的应用。分子蒸馏技术可以解决传统技术无法克服在再生过程中产生污染的难题,此项技术安全环保,是一种绿色生产工艺,国内外正在向该技术领域大型化发展。
3.2 溶剂精制
废润滑油溶剂精制原理是根据溶剂对润滑油中的理想组分和非理想组分的溶解度不同而萃取分离,常用的溶剂有糠醛、苯酚和NMP(N-甲基吡咯烷酮)。溶剂精制法使用的设备价廉易得且操作简便,溶剂无毒可以多次回收利用,且精制得到的润滑油收率高品质好。以上特点使得溶剂精制法在众多废润滑油再生工艺中脱颖而出,备受关注,并迅速被广泛应用到生产实践。润滑油基础油精制主要采取糠醛精制的方法[35],该方法具有容易腐蚀设备、加热过程中容易结焦堵塞管道等缺点。为了避免以上缺点,国内外许多学者对此进行了深入研究,发现采用双溶剂对废润滑油进行精制不仅减少了对设备的腐蚀,降低了剂耗和能耗,还增加了溶剂的选择性。宋巍等[36-37]分别采用环氧氯丙烷-糠醛双溶剂和糠醛对润滑油进行精制,发现双溶剂的精制效果要远远好于单纯的糠醛精制。辽宁石油化工大学化工学院[38-39]研究了正丁醇-糠醛双溶剂体系和乙醇胺-NMP双溶剂体系对废润滑油的精制的最佳工艺条件。杨鑫等[40]则进行了四碳醇作为萃取剂,聚丙烯酰胺作为絮凝剂组合成双溶剂再生废润滑油的研究,发现最佳工艺为:异丁醇作为萃取剂,精制温度25℃,双溶剂与废润滑油质量比为5∶1,聚丙烯酰胺用量1.0%。
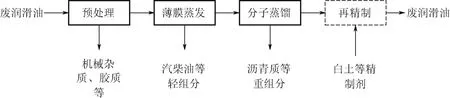
图7 分子蒸馏工艺流程
超临界流体是物质在温度和压力都超过临界点时介于气液之间的特殊流体状态,其密度与液体相似,而黏度却接近于气体。Monica等[41-42]采用超临界流体萃取技术与传统萃取技术作对比,得出超临界萃取技术具有高效、快速、用量少和无污染等优点。邵敏等[43]采用丙烷为溶剂进行了超临界萃取废润滑油的研究,发现该工艺对废润滑油中的酸性氧化物和金属具有较强的脱除能力,再生润滑油收率在80%以上,且对环境无污染。汪廷贵等[44]采用亚临界CO2萃取拔头废油再生废润滑油基础油,控制萃取温度在25℃,CO2流量30L/h,萃取时间3h,探索萃取压力对油品收率的影响,最终得到的再生润滑油主要理化性质基本符合润滑油基础油的质量标准。
3.3 膜技术处理废润滑油
膜分离技术是利用特殊制造且具有选择透过性的薄膜,在浓度差、电位差、压力差等外力推动下,对混合物进行分离、提纯和浓缩的新型技术,与传统技术相比该技术具有高效节能无污染等优
点[45-46]。废润滑油中含有的炭黑、胶体粒子、沥青质和部分添加剂消耗后产生的化合物(常为水溶性盐类)均可利用超滤[47-48]将其除去。由于废润滑油的黏度较大,膜过滤通量较低,且膜分离过程中存在浓差极化和膜污染严重等问题[49],也显著影响废润滑油膜过滤速度,降低膜使用寿命。选取适当膜过滤工艺,用陶瓷超滤膜以及金属膜处理技术可以去除废润滑油中的胶体物质和超细颗粒物质,提高再生润滑油的品质。利用膜技术处理分润滑油的缺点是对废润滑油质量要求高,膜材料要求苛刻使得其大规模产业化难度大。Miyagi等[50]采用一种聚合物有机膜分离废润滑油,其中氧化物和极性物质得到大大的降低。Ciora等[51]采用无机膜处理废润滑油,经过处理后灰分和金属杂质均得到降低,其中金属杂质达到了低于美国国家基础油的标准。南京工业大学范益群等[52]采用改性陶瓷膜对加热后的废润滑油进行过滤分离,然后再泵入真空罐内脱水得到再生润滑油。中国地质大学谢雄[53]采用一体式的不锈钢金属过滤膜管对预处理后并加热到90℃的废润滑油进行过滤,得到品质较好的基础油。Mynin等[54]采用石墨和陶瓷为基体的无机膜再生废润滑油,研究表明在操作压力为在0.4~0.6MPa,温度为50~80℃对废润滑油进行超滤操作,可以使废润滑油回收率达到85%以上,且达到俄罗斯基础油标准。甘露等[55]选用震动膜技术处理废矿物油,在80~90℃通过膜,炭黑以及金属等污染物大幅减少,但其物理将不会有重大改变。马奕炜等[56]也介绍了Sarrade等[57]采用超临界CO2和膜耦合技术来处理废润滑油,此技术利用了超临界CO2降低油品的黏度特点,提高膜过滤通量,具有高效绿色无污染等优点。唐建伟等[58]根据国内外文献报道总结了降低油品黏度的措施。到目前为止,国内外利用膜技术处理废润滑油文献相对较少,研究也不够深入,有待进一步推广膜技术在该领域的应用。
4 结语与展望
综上所述,废润滑油再生的方法很多,不论国内还是国外都在朝着低碳环保的方向发展。纵观近年来石油价格居高不下和环境日益恶化的现象,认识到了二次资源利用的重要性和新技术推广的必要性。传统的硫酸-白土等工艺必将成为历史,新型的分子蒸馏技术以及超临界与膜耦合技术将会逐步走向工业化,使国内再生废润滑油装置不断朝着环保、高效、大型化的技术方向发展。
[1]白雪松,于殿名. 国内外润滑油基础油市场供求情况及需求预测[J]. 化工技术经济,2007,25(1):28-29.
[2]Hsu Y L,Lee C H,Kreng V B. The application of Fuzzy Delphi Method and Fuzzy AHP in lubricant regenerative technology selection[J].Expert Systems with Applications,2010,37(1):419-425.
[3]张贤明,焦昭杰,贾玉梅,等. 工业污染废润滑油再生技术[J]. 环境科学与技术,2008,31(3):39-40.
[4]王亚萍,佘海波,王少春,等. GB/T 7607—2010,柴油机油换油指标[S]. 北京:中国标准出版社,2011.
[5]杨宏伟,费逸伟,胡建强. 国内外废润滑油的再生润滑油[J]. 润滑油,2006,21(6):9-11.
[6]Betton C I. Lubricants and Their Environmental Impact[M]. Springer:Springer Netherlands,2010:435-457.
[7]谷庆宝,王禹,高丰,等. 废润滑油再生利用的现状与面临的问题[J]. 中国资源综合利用,2003(7):11-16.
[8]尹英遂,冯明,黄卫星. 废润滑油再生分子蒸馏窄分技术应用研究[J]. 现代化工,2010(2):66-69.
[9]孙晓峰,葛浩杰,项建中,等. 中高粘度混合废油再生工艺的研究与应用[J]. 宝钢技术,2005(3):35-40.
[10]张宝泉,刘丽丽,林跃生. 超临界流体与膜过程耦合技术的研究进展[J]. 现代化工,2003(5):11-14.
[11]戴钧樑,戴立新. 废润滑油再生[M]. 第4版. 北京:中国石化出版社,2007.
[12]刘先斌,廖兰. 废润滑油再生资源产业化问题的研究[J]. 资源科学,2006,28(2):186-190.
[13]刘建芳,赵源,顾卡丽,等. 废润滑油再生技术与研究进展[J]. 武汉工业学院学报,2010,29(3):38-40.
[14]杨鑫,陈立功,周星,等. 废润滑油再生技术研究进展[J]. 合成润滑材料,2011,38(2):15-17.
[15]郭长利. 硫酸-白土精制工艺在废机油再生中的应用[J]. 一重技术,2007,116(2):66-68.
[16]诸红玉,马超,陈昇,等. 废润滑油少酸或无酸再生处理方法[J]. 中国资源综合利用,2011,29 (2):33-34.
[17]Daisho Y. Developing advanced low-emission and fuel-efficient vehicle technologies eyeing 2020 and beyond[J].Automotive Safety and Energy,2010,1(1):6-13.
[18]Ali M F,Rahman F,Hamdan A J. Techno-economic evaluation of waste lube oil rerefining[J].International Journal of Production Economics,1996,42(3):263-273.
[19]Kupareva A,Mäki-Arvela P,Murzin D Y. Technology for rerefining used lube oils applied in Europe:A review[J].Journal of Chemical Technology and Biotechnology,2013,88(10):1780-1793.
[20]Grice L N,Nobel C E,Longshore L,et al. Life cycle carbon footprint ofre-refined versus base oil that is notre-refined[J/OL].ACS Sustainable Chemistry & Engineering,2013.
[21]陆诗建,李清方,张建,等. 润滑油概述及其废液回收进展[J]. 化学工程与设备,2009(5):132-135.
[22]Audibert F. Waste Engine Oils:Rerefining and Energy Recovery[M]. Amsterdam:Elsevier,2011.
[23]朱宝璋,刘松,冯志豪. 分子蒸馏技术在石油化工中的应用[J]. 化工进展,2009,28(s1):41-44.
[24]吴鹏,张东明,张庆波. 短程蒸馏原理及工业应用[J]. 化工进展,2000,19(1):49-51.
[25]杨村,冯武文,于宏奇. 分子蒸馏技术与绿色精细化工[J]. 精细化工,2005,22(5):321-323.
[26]周松锐. 短程蒸馏传热传质研究及其在废润滑油再生中的应用[D].成都:四川大学,2007.
[27]周松锐,尹英遂,王媛媛,等. 短程蒸馏技术在废润滑油再生工艺中的应用[J]. 化工进展,2006,25(11):1371-1374.
[28]张贤明,郭豫川,陈彬,等. 分子蒸馏技术在废润滑油再生中的应用[J]. 应用化工,2012,41(8):1452-1455.
[29]张贤明,郭豫川,李平,等. 废油再生分子蒸馏设备远程监控系统[J]. 化工自动化及仪表,2013(7):54-56.
[30]孙红翠,傅忠君,王倩倩等. 国内外废润滑油的再生工艺技术[J].石油规划设计,2011,22(4):17-21.
[31]吕建敏. 单级远红外式加热分子蒸馏废机油再生工艺:中国,200910041834.6[P]. 2011-03-30.
[32]潘利祥. 一种废润滑油再生基础油的工艺方法:中国,201010255755.8[P]. 2012-03-14.
[33]王延海. 废机油锥型刮膜蒸发器:中国,201020208506.9[P]. 2012-03-07.
[34]樊雪英,王林. 废润滑油分子蒸馏管线结垢原因分析及解决措施[J]. 化工进展,2012(s1):367-369.
[35]Cotton F O,Goetzinger J W,Whisman M L. Method for reclaiming waste lubricating oils:US,4073720[P]. 1978-02-14.
[36]宋巍. 润滑油双溶剂精制的实验成果[J]. 化工设计,2004,14(5):11-18.
[37]李璐,郭大光,吴桐. 双溶剂精制法回收废润滑油[J]. 辽宁石油化工大学学报,2009,29(4):30-31.
[38]王利芳,郭大光,任雅琳. 溶剂辅助糠醛精制废润滑油[J]. 化工进展,2011,30(2):402-406.
[39]韩丽君,任雅琳,吴桐,等. 工业废润滑油再生工艺的研究[J]. 辽宁石油大学化工学报,2010,30(4):12-13.
[40]杨鑫,陈立功,李新亮,等. 四碳醇溶剂精制再生废润滑油的研究[J]. 石油炼制与化工,2012,43(2):77-79.
[41]Arias M,Penichet I,Ysambertt F,et al. Fast supercritical fluid extraction of low and high-density polyethylene additives:Comparison with conventional reflux and automatic Soxhlet extraction[J].The Journal of Supercritical Fluids,2009,50(1):22-28.
[42]Rincón J,Camarillo R,Rodriguez L,et al. Fractionation of used frying oil by supercritical CO2and CO solvents[J].Industrial & Engineering Chemistry Research,2010,49(5):2410-2418.
[43]邵敏,刘溆蕃. 超临界流体萃取分馏再生废润滑油工艺[J]. 石油炼制与化工,1997(10):16-19.
[44]汪廷贵,涂晶,吾满江·艾力,等. 亚临界CO2萃取拔头废油再生润滑油基础油[J]. 石油炼制与化工,2012(4):51-54.
[45]赵德明. 膜分离技术[M]. 杭州:浙江大学出版社,2011.
[46]王保国,文湘华,陈翠仙. 膜分离技术在石油化工中应用研究现状[J]. 化工进展,2002,21(12):880-884.
[47]唐建伟,吴克宏,刘宇,等. 膜分离应用于废润滑油再生工艺研究[J]. 能源研究与信息,2007,23(2):104-106.
[48]张传斌,张贤明,李雪柏. 无机膜应用于废润滑油再生[J]. 重庆工商大学学报,2009,26(4):364-366.
[49]钟道悦,隋贤栋,刘文龙. 废润滑油再生技术的研究进展[J]. 环境科技,2012(6):69-72.
[50]Miyagi A,Nakajima M,Nabetani H,et al. Feasibility of recycling used frying oil using membrane process[J].Eur. J. Lipid. Sci. Tech.,2001,103:208-215.
[51]Ciora R,Paul J,Liu K T. Refining of used oils using membrane and adsorption based process:US,6024880[P]. 2000-02-15.
[52]范益群. 一种净化废润滑油的方法:中国,200810024948.5[P]. 2008-10-08.
[53]谢雄. 一种对废润滑油净化再生的膜处理集成工艺:中国,201310190190.3[P]. 2013-09-11.
[54]Mynin V N,Smirnova E B,Katsereva O V,et al. Treatment and regeneration of used lube oils with inorganic membranes[J].Chemistry and Technology of Fuels and Oils,2004,40(5):345-350.
[55]甘露,卢金龙. 震动膜技术在废矿物油处理再生中的应用研究[J].有色冶金设计与研究,2009(6):24-26.
[56]马奕炜,沈伽华,吴克宏,等. 超临界二氧化碳回收处理废润滑油的研究[J]. 环境科学与技术,2012(s2):221-223.
[57]Sarrade S,Schrive L,Gourgouillon D,et al. Enhanced filtration of organic viscous liquids by supercritical CO2addition and fluidification. Application to used oil regeneration[J].Separation and Purification Technology,2001,25(1):315-321.
[58]唐建伟,吴克宏,林茂光,等. 膜分离技术在废油再生中的研究进展[J]. 膜科学与技术,2010(1):103-107.
Research progresses in waste oil regeneration
XIONG Daoling,YANG Jinxin,ZHANG Tuanjie,XU Guanghui,CHEN Chao,WANG Gengliang,
LUO Xuyan
(School of Metallurgy and Chemical Engineering,Jiangxi University of Science & Technology,Ganzhou 341000,Jiangxi,China)
Waste lubricants regeneration process has become an increasing concern worldwide because of the shortage of petroleum resources and environmental concerns. This paper reviewed the waste lubricants regeneration processes,such as distillation-clay process,distillation-sulfuric acid-clay process and distillation-hydrogenation process,and analyzed the advantages and disadvantages. This paper mainly discussed the characteristic and prospects of the latest technologies,such as molecular distillation process,solvent refining process and membrane treatment process. Molecular distillation process has strict requirements of waste lubricants and relatively high investment cost,but it has good regeneration efficiency quality;therefore,this process is suitable for large-scale industrialization. Supercritical fluid coupled with membrane inherits the advantages of both technologies,significantly improves the rate and performance of waste lubricants regeneration. With rapid development of supercritical fluid extraction process and inorganic membrane materials,this technology will become the hotspot of research in waste lubricants regeneration.
waste lubricants;regeneration;supercritical fluid;molecular distillation;membranes;pollution
X 742
A
1000-6613(2014)10-2778-07
10.3969/j.issn.1000-6613.2014.10.043
2014-03-05;修改稿日期:2014-05-10。
国家自然科学基金(51364014)、江西省科技厅资助项目(2013BBG70003)、江西省教育厅科技资助项目(GJJ11458,GJJ11476,GJJ10157)及2013年江西省级大学生创新创业训练计划(201310407037,201310407057)项目。
及联系人:熊道陵(1965—),男,博士,教授,主要从事再生资源综合利用的研究。E-mail dlxiongcs@163.com。