金属材料立体数字化存储新模式研究
2014-07-02王淑艳
文/王淑艳 赵 斐 周 亮
1.引言
随着航天事业的发展,保障型号生产的相关金属物资的存储和管理变得越来越重要。航天一院物流中心原有的金属材料堆存方式采用的是传统的就地堆码加天车、叉车进行装卸作业的形式。完全依靠人工搬运和手工记账来实现,落后的管理模式已无法满足我院“十二五”期间高强密度发射任务要求的多个型号同时进行齐套、交装、库房仓储、转运的能力,严重影响齐套、交装周期和管理质量,无法满足各型号任务需求。随着高密度发射及武器型号批产等要求,对于金属材料的存储量和出入库作业量的需求急剧上升。传统模式占地过大、作业效率过低、管理水平不高等问题日益凸显。为了解决金属材料库存在的各种问题,物流中心决定引进金属材料的立体数字化存储模式进行金属材料的存储[1~4]。
通过建立金属材料的自动化立体库,提高金属材料库的仓储能力,同时建立先进的仓储管理系统,不断改进金属材料等相关物资产品的管理模式,满足高强密度发射任务的迫切需求,从而实现从粗放型管理向集约型管理转变,从传统经验管理向科学化管理转变,实现特装物资仓储实物作业的自动化、信息化和精细化管理。
2.金属材料数字化存储系统体系架构
金属材料库的集成化物流监控调度和自动化控制系统(以下简称WCS),体系结构分为如下三个层次,即信息管理层──过程监控层──实时控制层,采用三级联网的在线联机方式,在此之上是企业的WMS系统。
信息管理层是企业的WMS管理系统,实现物料管理和作业任务的产生;
过程监控层是联系信息管理级和实时控制级的纽带。由它完成两级间的通信传输及信息交换,对作业任务进行调度监控,可动画显示系统的作业状态;
最下层的实时控制层是配置在单机设备上的PLC。由它完成单机自动的功能和与上级监控的信息通信联络;
系统结构见“计算机管理信息与自动化控制系统组态图”。
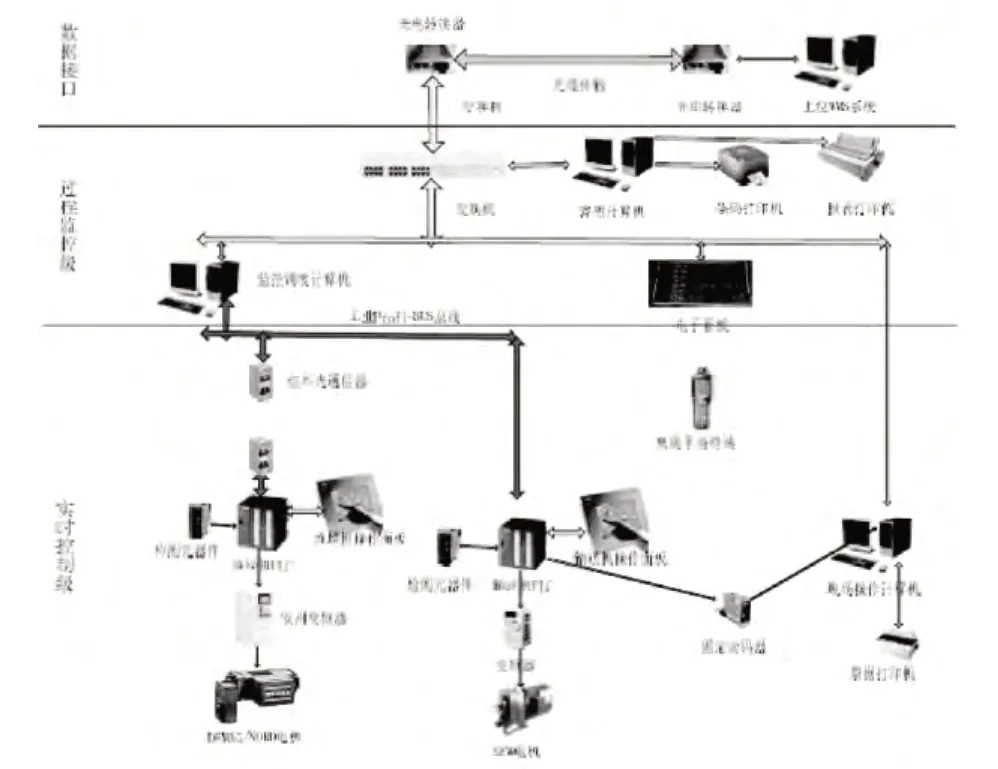
图 计算机管理信息与自动化控制系统组态图
WCS与WMS系统接口说明如下:WCS与WMS接口数据采用数据库交互的模式,进行数据的流通,主要进行如下主体流程:
(1)WMS下发新的上架、拣货任务,WCS接收;
a)在WM S系统上执行了涉及的AS/RS的上架、拣货任务之后,便将相关的信息,写入接口表INTER_WMS_TASK中,这个表位于WMS的数据库中;
b)WCS程序定时的访问WM S数据库中的接口表INTER_WM S_TASK,如果发现有新的数据到来,将数据转换,读入WCS数据库表WCS_TASK中;
c)读入完成后,删除接口表INTER_WMS_TASK中已经获取的数据。
(2)WCS返回拣货完成信息,WMS接收;
a)在WCS系统处理AS/RS上架、拣货信息后,数据存储到WCS数据库中的INTER_WCS_TASK表中;
b)WCS程序定时将WCS数据库中的INTER_WCS_TASK表中数据传输到WMS数据库中的INTER_WCS_TASK中;
c)WMS程序定时的访问接口表INTER_WCS_TASK,如果发现有新的数据到来,将数据获取,之后进行删除;
d)WMS系统通过数据库触发器的方式,将已经删除的数据备份到数据库表INTER_WCS_TASK_LOG表中。
3.金属材料数字化存储系统的关键技术
监控调度系统和自动化控制是金属材料数字化存储系统的精髓,其水平高低决定了金属材料库物流仓储设备系统自动化水平的高低。要顺利完成物流系统中的各种特定的任务,依靠的是过程监控调度和自动化控制技术与自动化物流仓储设备系统中各技术部件的有机组合。
金属材料数字化存储系统中全套设备的功能集于物流和信息流控制紧密结合,即在计算机控制软件中设置了一套对物流运动进行动态跟踪的信息流系统,实现货物搬运、存取机械化、管理自动化,使材料、配件的贮存、管理、周转联成一体,确立合理的贮存量,减少仓贮费用,建立最佳的物流组织形式。
3.1.WCS系统功能
3.1.1 任务管理与任务调度
提供波次处理下的任务(指令)的缓存和管理,包括任务优先级的管理等。WMS产生指令后,并不能立即执行,必须由WCS系统完成其驱动。任务管理还提供指令的增加/修改/删除等操作。详细功能包括:
☆对于从WMS接收到的任务数据进行转化处理。
☆对于得到的任务进行合理的排序,主要兼顾以下内容:按照WMS发送指令的优先级;按照出入库的内部逻辑次序;当系统出现错误情况时,重新调整出入库任务操作次序;最优化出入库路径操作。
☆对于现在存在的指令进行指定的操作:包括提供指令,协助WMS在执行以下非常规操作情况下对于指令的增加、删除与修改操作;在设备问题恢复的时候,提供相关恢复指令的操作,满足任务的继续进行。
☆对于系统中存在的任务(正在执行,等待执行,执行完成的)做到可见可查。
☆对于系统执行出现的错误,做到可见可查,并提供相关错误的解决处理流程。
3.1.2 通讯功能
WCS的主要功能还有提供通讯功能。一方面将指令传送到自动化设备,完成自动控制过程中的通讯,另一方面,WCS接受自动控制系统返回的各种数据,如完成情况、位置情况、故障情况等。WCS是自动控制系统与WMS系统之间的连接纽带和桥梁。详细功能主要有:
☆接收WMS的任务,转化成为WCS的任务。
☆分解任务,发送给下位设备。
☆实时接收下位设备状态电报,监控下位设备状态。
☆接受下位设备完成电报,更新相应WCS任务,继续完成当前任务或者结束当前任务。
☆WCS任务完成,回传指令给与WMS系统。
☆接受下位设备错误,更新相应设备状态信息。
3.1.3 动画显示功能
对包括堆垛机、输送机的运行状态以图形动画方式进行实时、准确显示,对入出库任务及堆垛机指令流数据,以及设备、通讯故障的显示。
3.1.4 系统接口
需要有详细的通讯协议,接口内容包括(不限于):
☆WCS与AS/RS系统之间的通讯协议。
☆WCS系统与拣选输送系统之间的通讯协议。
☆WCS与DPS之间的通讯协议。
☆WCS系统与WMS系统之间的接口通讯协议,集成方式可采用数据库表或Web Service等方式,实现实时数据交换。
3.2.接口与通信
3.2.1 WCS系统作为一个独立的系统,有自己独立的服务器和数据库,在没有主系统的情况下可以独立执行物流系统的所有操作;
3.2.2 WCS提供与上位WMS系统的通信能力,针对不同系统之间通信的条件不一样;
☆数据库在线双向联系
·两者的数据库可直接交换数据,实现域间连接;
·条件是两者具备相同的数据库系统(如O racle)。
☆任务间的在线联系
·采用标准化协议TCP/IP;
·条件是数据库同构,操作系统采用W indow s。
☆确认文本传输
·文件间的确认传输;
·TCP/IP协议。
☆W CS支持以上任何一种方式的通信,从而实现与主控WMS系统的通信。
3.2.3 WCS提供与上位WMS系统的接口,提供标准规范、能够与主流WMS系统实现无缝集成的仓库设备控制系统(WCS系统),实现WCS系统与自动化仓储设备PLC的集成,并通过实现WCS系统与WMS系统的集成,建立在WMS系统管理下、一体化集成的仓储管理与控制系统。
4.金属材料数字化存储系统的组成
本系统具有条形码自动识别、入出库作业自动控制、作业状态监视、故障自动报警以及位置、状态、外形和安全的自动检测等功能。主要包括条形码自动识别系统、过程监控系统、堆垛机控制系统、入出库输送控制系统、数据通信系统及检测系统等。
4.1 条形码自动识别系统
该系统是整个自动控制系统中自动识别托盘和货物的重要手段,具有自动识别托盘和货物条码(含托盘流水号、托盘货物详细信息编码等),能进行标准RS232接口的数据通信、处理、检验,并具较强的整机自检功能。
采用条形码自动识别系统,可以部分或全部代替人工键盘输入,减少可能出现错误的操作环节,减轻劳动强度,提高作业效率。
4.2 过程监控系统
过程监控系统是立体仓库自动化作业的组织调度核心,采用微机CRT动态仿真实时监控。根据管理软件自动分配好作业地址信息,按运行时间最短、作业间的合理分配等原则对作业顺序进行优化组合排定,经数据处理后向堆垛机、输送机等主要机电设备的控制器分发作业命令。系统接收实时控制级的信息反馈,并对主要设备的运行位置、作业状态、货位占位情况、托盘载物情况和运行故障等信息物流状态进行大屏幕CRT实时动态仿真显示。
4.2.1 监控系统工作方式
·在线方式(ONLINE):与管理级联机,自动完成系统监控功能;
·离线方式(OFFLINE):脱离管理级,作业资料直接由操作者通过监控系统下发命令,系统自动进行作业及监视。
4.2.2 监控内容
·显示管理机下达的各种命令及资料;
·动态画面显示各类机电设备运行状态及作业流程;
·显示各类机电设备故障及报警信息。
4.2.3 平面、正面及侧面动画
立体库管理控制系统所含范围内各设备的静动态位置、作业状态(工作还是待机、正常还是故障、入库还是出库)及设备所载货盘的物流动态通过实际平面图形显示。同时在屏幕的适当位置设有各设备的状态表,用汉字和数字显示设备的作业状态和运行位置,并故障报警。三幅画面均以两维的形式显示堆垛机的运行、载货台的升降与货叉的作业。
4.2.4 静态画面
可在大屏幕上任意显示立体仓库货架每一排或每一列或每一层货位的托盘占位情况。显示货位状态可用白色(空货位)、红色(有货)、黄色(准备入库)、绿色(准备出库)、浅蓝色(需回流)、棕色(空托盘)、蓝色(多品种)来区分。
4.3 巷道堆垛机控制系统
本系统采用可靠性高、功能稳定、抗干扰能力强的工业型可编程控器(PLC)和交流变频调速器作为控制单元,具有自动或手动操作功能,能与上位机进行双向通信。对堆垛机运行方向、运行速度、自动认址及托盘的存取进行优化控制,具有安全联锁保护及故障诊断和报警处理功能。采取以下措施更强化了系统的可靠性。
4.3.1 选用分布式控制,模块化结构方案。这种方案的最大优点是控制程序简化,便于操作维护。一旦某台控制单元出现故障,不会危及其它控制器的工作,不会导致整个控制系统的瘫痪;
4.3.2 控制单元选用模块式结构,当某个模块发生故障,在几分钟内便可更换备用模块,使系统重新投入运行;
4.3.3 堆垛机均可实现自动/手动(半自动)操作。在全自动工作状态下,堆垛机控制器与监控计算机自动进行资料及信息的交换,实现入出库的自动作业。当网络环境或管理计算机出现故障时,控制系统仍可独立地改用单机自动/手动(半自动)方式进行入出库作业;
4.3.4 堆垛机的运行速度直接影响到入出库作业的效率。采用交流变频调速方案可满足堆垛机的平稳入出库操作和高速运行两种不同的工作方式;
4.3.5 采取一系列联锁和保护措施,可对异常情况进行报警或自动处理,并向管理监控计算机反馈处理结果信息;
4.3.6 控制系统具备点动纠偏功能,可部分纠正惯性作用造成的停位不准。
4.4 入出库输送控制系统
本系统也采用可编程控器作为控制单元,具有自动或手动操作功能,能与上位机进行双向通信。根据作业命令对各段输送机的协调动作进行优化控制,以完成输送、分岔、合流、暂存、联锁保护等各项任务,具有故障报警和处理功能,并对输送系统上移动的托盘货物进行跟踪和定位。
该系统除接收监控计算机作业命令外,还向监控机返回作业状态、故障诊断报警、托盘货物位置、电机运行等情况,作为监控机过程监控依据。
4.5 数据通信系统
它将监控计算机系统与各实时控制系统联系在一起相互进行资料交换,以便形成三级在线联机自动控制系统的必须环节。
4.5.1 巷道堆垛机与上位机通信可采用红外光数据通信技术,其主要优点是:
·无线连接,即无需将两个通信点用电缆或光缆进行物理连接;
·抗干扰能力强,不受电干扰源及磁场干扰源的影响;
·通信频带宽,速度快,容量大;
4.5.2 入出库输送系统与上位机通信采用Profi-BUS固定通信电缆。
4.6 检测系统
它是提高自动化程度及作业效率并保证各设备完成正常作业的重要手段。本库主要包括堆垛机检测系统、入出库输送设备检测系统,其涉及内容如下。
4.6.1 堆垛机认址、极限位置、货位虚实、货物超差、钢丝绳(或链条)松绳过载、载货货叉状态检测等;
4.6.2 输送系统上托盘货物位置跟踪、外形尺寸检测等;
4.6.3 系统电源异常和电机过热保护检测等;
4.6.4 启停条件、故障诊断、安全保护及运行联锁保护检测等;
4.6.5 检测方式主要是光电式。
5.结束语
在航天一院物流中心的金属材料库采用自动化立体库的形式后,解决了金属材料存储中的各种问题,我们相信随着我国金属材料存储方式的发展,对自动化物流系统的认识也会逐步提高。在本解决方案的基础之上,将会有更多更完善的金属材料立体存储的物流系统解决方案会不断涌现出来。
[1] 马向国.自动化立体库控制系统中现场总线技术的应用[J].设施与设备. 28(1).2009,3:137~139.
[2] 刘昌祺,董良.自动化立体仓库设计[M].机械工业出版社.2004:13~16.
[3] 闫英伟,霍津梅.计算机仿真技木在自动化物流系统中的应用[J].物流技术与应用.(11).2003:57~60.
[4] 工煌,蔡临宁,岳秀江.物流系统的仿真研究综述[J].制造业自动化.26(9).2004,9:6~9.