爆炸喷涂CrC涂层耐固体粒子侵蚀性能研究
2014-07-01徐佰明张瑞武于洋
徐佰明, 张瑞武, 于洋
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
爆炸喷涂CrC涂层耐固体粒子侵蚀性能研究
徐佰明, 张瑞武, 于洋
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
为研究不同状态下固体颗粒对爆炸喷涂CrC涂层性能的影响,改善产品耐固体颗粒的冲蚀性能,采用爆炸喷涂技术制备涂层,研究了不同温度、颗粒速度、冲击角度下涂层的磨损率,分析温度、固体颗粒速度、粒子冲击角度对涂层抗冲蚀性能的影响。结果表明:爆炸喷涂CrC涂层在不同温度和速度下磨损率都表现出随角度的增大而增加的趋势,在90°时达到最大,表现为典型脆性材料的磨损特性。
爆炸喷涂;固体粒子冲蚀;磨损率
0 引言
爆炸喷涂一般指使用可燃气体瞬间爆炸时产生大量的热并将喷涂材料融化喷涂到零件表面的喷涂方法,由美国联合碳化物公司研制,于1965年公开报道[1-3]。目前,爆炸喷涂方法已成功地应用于各种喷涂涂层材料,如金属、陶瓷、金属化合物等[4]。与其他热喷涂工艺相比,爆炸喷涂工艺具有以下优点[5]:1)与基体结合强度高。由于气体燃烧后产生较高能量将喷涂材料融化,形成高温高速粉末颗粒喷涂到基体表面,瞬间温度较高,涂层与基体的结合具有冶金和机械结合的特性。2)可选用的涂层材料较为广泛,可获得各种性能的涂层,如硬度高,耐磨性高等。3)形成高温高速粉末流,因此形成的涂层致密,孔隙率低,达到1%以内。4)工件表面温度低,热损伤小。由于喷涂过程采用的是脉冲式,每次喷涂时工件受到融化的涂层材料热颗粒冲击仅几毫秒,时间非常短,所以工件温度一般在200℃以下,所以对基体造成组织和结构变化。
爆炸喷涂也存在一些缺点,如爆炸喷涂的沉积效率较低且噪声较大。爆炸喷涂的沉积路径只能以直线方式沉积于基体表面,对复杂形状的工件和细小的内壁表面难以进行[6]。
本文采用爆炸喷涂的方法制备CrC涂层,研究了不同温度、颗粒速度、冲击角度下CrC涂层的磨损率,分析了不同参数对CrC涂层抗冲蚀性能的影响。
1 试验
1.1 基材及处理
喷涂基体材料为2Cr10MoVNbN,基体材料经棕刚玉喷砂、丙酮清洗后,在基体上进行爆炸喷涂操作。
1.2 固体颗粒侵蚀试验参数
气流速度范围:300~600m/s;固体颗粒速度:210~420m/s;温度:600~620℃;粒子撞击角度:18°,24°,30°,36°,45°,60°,75°,90°,共8个角度。

2 结果与讨论
从图1中可以看到,爆炸喷涂CrC涂层在两种温度和两种速度下磨损率都表现出随角度的增大而增加的趋势,在90°时达到最大,表现为典型脆性材料的磨损特性。随温度的增加其磨损率稍有降低。在相同温度和相同角度下该涂层420 m/s时的磨损率为210 m/s时的4~12倍。
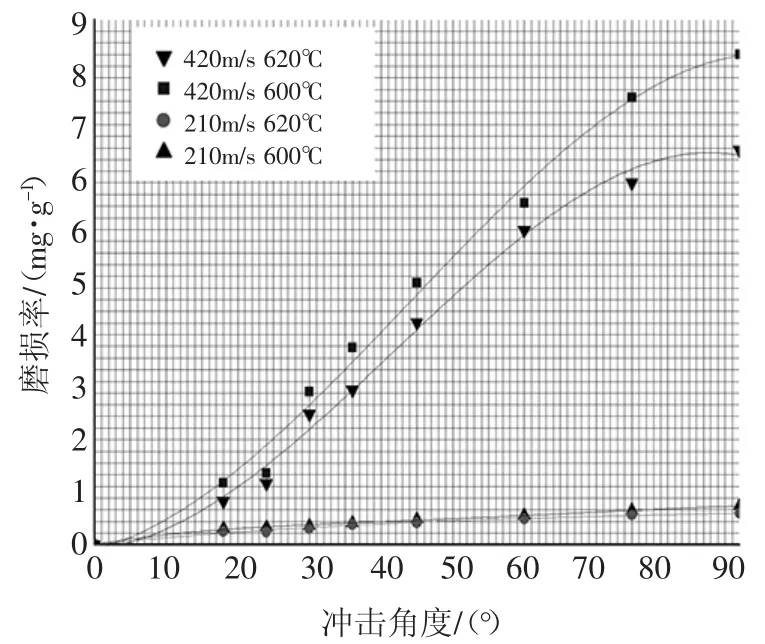
图1 爆炸喷涂CrC涂层变化
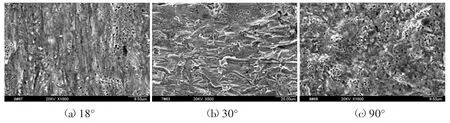
图2 爆炸喷涂CrC涂层在420m/s、620℃时的表面冲蚀磨损形貌
图2为爆炸喷涂CrC涂层在420m/s、620℃时的表面磨损形貌图。图2(b)是试件在冲击角度为30°时的形貌,且该涂层已被冲破,线切割时选取了冲破区边缘处做SEM样品。通过SEM着重观察未冲破区域与冲破区域交界处,由于30°时受到的切向应力很大,冲破区域塑性变形非常严重,犁削也比较明显,呈现出典型的塑性材料冲蚀磨损特性。未冲破区域在500倍时能见到不少微孔,直径不到1 μm,且非常深;通过前面的分析可以推测是在涂层工艺中形成的。图2(a)和图2(c)也有不少小孔,且90°高正向冲击时,小孔周边很多白亮和凹坑,这说明微孔的存在加剧了磨损。
3 结 论
本文研究了采用爆炸喷涂方法制备的CrC涂层的耐固体颗粒侵蚀,对涂层在不同的颗粒速度、温度、冲击角度下的磨损率进行了对比分析:爆炸喷涂CrC涂层在不同温度和速度下磨损率都表现出随角度的增大而增加的趋势,在90°时达到最大。在相同温度和相同角度下,该涂层420 m/s时的磨损率为210 m/s时的4~12倍,表现为典型脆性材料的磨损特性。
[1] Mc Geary T C,Koffskey J M.Engineering Applications for Flame Plating[J].Metal Progress,1965,87(1):80-86.
[2] Anon.Flame Plating for High Wear Resistance[J].Aircraft Enaineering,1965,37(7):37-39.
[3] Anon.Flame Plating[J].Engineering Materials and Design,1965,8(7):8-10.
[4] 唐建新,张爱斌,陈建平,等.爆炸喷涂工艺原理分析[J].材料保护,2000,33(9):33-34.
[5] 佚名.爆炸喷涂[J].国外航空技术,1976,8(1):1-4.
[6] 杨细瑛.爆炸喷涂技术的现状及应用[J].焊接技术,2001,30(2):8-9.
(编辑立 明)
TG 174.453
B
1002-2333(2014)05-0294-02
徐佰明(1982—),男,工程师,硕士,主要从事汽轮机产品技术及研发工作。
2013-12-28
