装配内背弧型线铣刀设计方案的改进
2014-07-01黄兴军王海东付贵言
黄兴军, 王海东, 付贵言
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
装配内背弧型线铣刀设计方案的改进
黄兴军, 王海东, 付贵言
(哈尔滨汽轮机厂有限责任公司,哈尔滨150046)
介绍了装配内背弧型线铣刀的新、旧两种设计方案,并对其加工效果进行了对比。
装配内背弧;型线铣刀;设计
0 引言
叶片作为汽轮机的核心部件之一,其加工质量直接影响汽轮机的性能与汽轮机转子的装配周期,尤其是带装配内背弧型线的叶片,其装配型线的加工质量对汽轮机的性能与汽轮机转子的装配周期的影响更大。随着公司对产品质量的要求不断提高,原有装配内背弧型线铣刀的设计方案在理论上已经不能满足要求,需要有一种新的设计方法来提高刀具的精度,满足加工需求。
1 带装配内、背弧的叶片
汽轮机的动叶片按装配方式可分为:周向装配的叶片和沿轴向直接装配的叶片。周向装配的叶片都是带装配内、背弧的。如图1所示的叶片就是典型的周向装配,带装配内、背弧的叶片。
2 旧的型线铣刀设计方案
以往针对叶片装配内背弧的加工在进行技术准备时,都是先设计出成套的型线样板,包括:装配内弧原始样板、装配内弧检验样板、装配内弧工作样板、装配内弧铣刀样板、装配背弧检验样板、装配背弧工作样板、装配背弧铣刀样板。其中,装配内弧铣刀样板和装配背弧铣刀样板就是为设计、加工装配内、背弧型线铣刀准备的。设计装配内、背弧型线铣刀时,铣刀的型线部分是用铣刀样板拂配出来的。
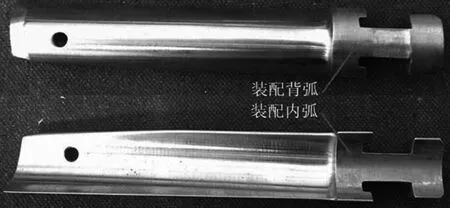
图1 周向装配带装配内、背弧的叶片
设计的要点:装配内、背弧型线是一致的,所以,设计的成套型线样板只有装配内弧原始样板是根据型线设计出来的,其余的样板都是用装配内弧原始样板拂配出的,铣刀的型线部分是用铣刀样板拂配的。理论上,刀具和样板的型线都与装配内弧原始样板的型线一致,从而保证加工出来的装配内、背弧型线具有一致性。
样板设计流程图见图2,装配内弧型线铣刀设计简图见图3。
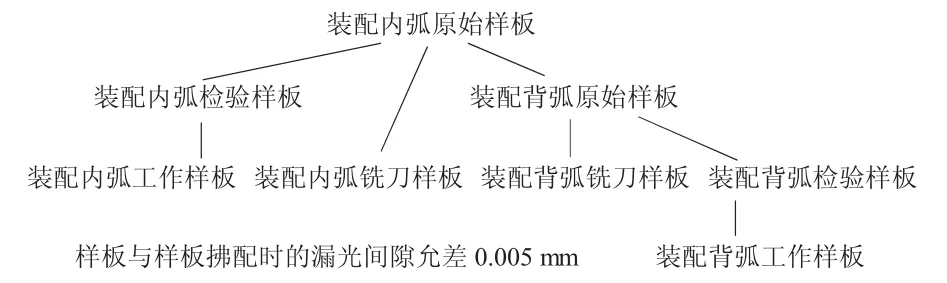
图2 样板设计流程
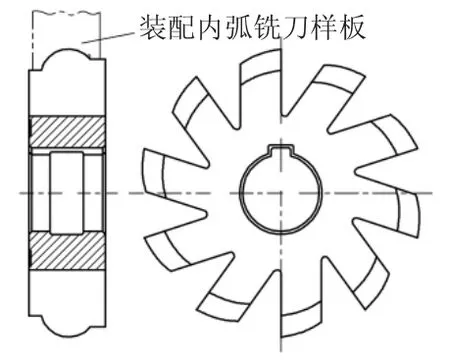
图3 装配内弧型线铣刀设计简图
3 新的型线铣刀设计方案
新的型线铣刀设计方案:铣刀的型线部分由以前的样板拂配改为设计成带坐标的型线,型线的详细尺寸单独设计成一张图纸,这样,制造铣刀型线部分时可直接按型线编程,用工具磨床磨削加工出来。而铣刀制造是否合格可用三坐标检验铣刀加工的试块,试块合格,则铣刀制造合格。型线铣刀设计简图见图4。
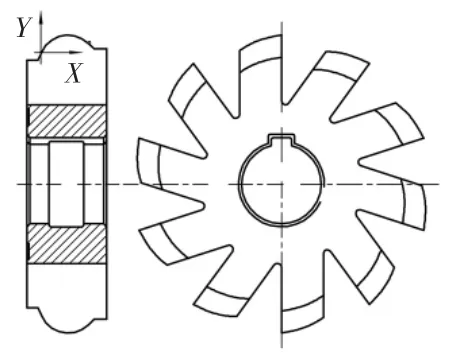
图4 型线铣刀设计简图
4 两种设计方案对比
旧的型线铣刀设计方案因为是用样板拂配的,经过从原始样板到铣刀样板再到型线铣刀的传递过程,每次传递都会有误差,传递次数越多,误差累积也就越大。从图2可以看出,装配内弧原始样板到装配内弧铣刀样板有0.005 mm的理论误差。装配内弧原始样板到装配背弧铣刀样板有两次传递,理论误差为0.01 mm,铣刀样板到型线铣刀的理论误差为0.02 mm,这个误差值与机床的加工精度有关。所以,理论上装配内弧型线铣刀与装配背弧型线铣刀的累积误差能够达到0.055 mm。用这种铣刀加工出来的产品,其装配内、背弧的贴合面积<15%。贴合部位见图5中装配背弧的橘色部分。显然,不满足产品的装配要求,需要装配钳工反复钳修,直到贴合面积足够。由于叶片的只数多,钳修的工作量大,通常装配一台机组时间约需要2月,从而严重影响产品的制造周期。

图5 装配背弧
图6 装配背弧
新的型线铣刀设计方案,铣刀的型线部分是用工具磨床磨削加工出来的,没有了样板的误差累积,而且磨床的精度足够高,能达到0.01 mm,所以用新方案加工的型线铣刀误差能够控制在0.01 mm之内。用这种铣刀加工出来的产品,其装配内、背弧的贴合面积能够达到70%。贴合部位见图6中装配背弧的橘色部分,此时的贴合面积基本上满足产品的装配要求,从而不需要钳工钳修就可以直接装配,大大缩短了装配时间。
5 结语
随着时代的发展及机床的性能不断提高,很多老的设计及制造方法要尽快改进,在加工条件许可的情况下,型线铣刀设计方案的改进满足了公司追求高质量、高效率的需求。
(编辑启 迪)
TK 263
B
1002-2333(2014)05-0291-02
黄兴军(1977—),男,工程师,主要从事工装设计工作。
2013-12-24
