法兰盘组合式外拉刀的设计
2014-07-01王柏岩
王柏岩
(哈尔滨第一工具制造有限公司拉削刀具厂,哈尔滨150078)
法兰盘组合式外拉刀的设计
王柏岩
(哈尔滨第一工具制造有限公司拉削刀具厂,哈尔滨150078)
被加工工件—法兰盘外表面结构复杂,调质硬度高,齿形公差要求严,设计及加工难度非常大,为此设计了一种组合式外拉刀,文中主要介绍了拉刀结构、参数选择及技术要求。
法兰盘;组合式;外拉刀
1 法兰盘结构组成
传统法兰盘采用铸钢制成,结构单一。随着机械行业不断发展,法兰盘的结构呈现多样化、复杂化,同时对成品精度及表面光洁度要求越来越高。为此我公司相应地开发并研制了对复杂结构法兰盘外表面加工的组合式拉刀。
2 法兰盘组合式外拉刀的结构
法兰盘(见图1)材料为铸钢,拉削前调质硬度为215~250HB。
1)拉削四个爪面,余量为0.2 mm;拉削4-1×45°四个爪面与φ34.925之间倒角;2)拉削凸台两侧斜面余量为1.4 mm;3)拉削圆弧R,保证φ34.925+0.060余量为1.3mm。刀盒长度L=1 335 mm。
工作部分是拉刀的重要组成部分,根据图1的拉削部分,我们研究决定采用组合式拉刀进行精加工,可以大大提高了生产效率。为了降低拉刀的制造成本,采用镶体式结构。其中拉刀的设计与一般拉刀相同,只是对底座及拉刀盒精度要求较高,拉刀组装后相对位置要求严格。
将拉刀设计成拉削平面、倒角刀→凸台斜角刀→圆弧刀的组合式结构(图2)。
3 法兰盘拉刀的参数设计
3.1 拉刀总长的计算
齿升量确定为0.05mm,则齿数为拉削余量÷0.05mm,加上校准齿a刀29个齿,b刀36对个齿,c刀45个齿。齿距(取整数),同时考虑到留量是否均匀,相应地要提高拉刀第一齿的强度,所以每刀第一齿齿距离调整为t+2=14 mm,校准刀齿齿距可以调整为t-2=10 mm。
故拉刀总长为:L=a+b+c=315+385+500=1 200 mm。
3.2 最大拉削力计算
拉刀在加工时,先加工平面、倒角刀→凸台斜角刀→圆弧刀。在拉削时,先将平面拉削0.2 mm;拉削凸台两侧斜面余量为1.4 mm;拉削圆弧R,保证φ34.925+0.060余量为1.3 mm。图2中a、b刀可按最大接触平面计算拉力,c刀可按半圆长度计算拉力。工件的拉削长度是61 mm,拉刀齿距是10 mm,最大同时工作齿数61÷10=7。拉刀的同时工作齿数为61 mm(拉削长度)÷10 mm(拉刀齿距)=6.1,所以拉刀的最大同时工作齿数为7。拉刀的最大拉削力:
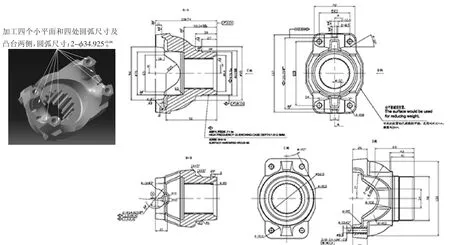
图1 法兰盘结构
Famax=18.5×4(拉削接触平面)×20.4(kg/mm)×7(最大同时工作齿数)=10 567.2(kg/mm),最大拉削力约为10.5 t,远小于用20 t拉床80%的拉力,可以正常使用。
Fbmax=10×4(拉削接触平面)×23(kg/mm)×7(最大同时工作齿数)=6 440(kg/mm),最大拉削力约为6.4 t,远小于用20 t拉床80%的拉力,可以正常使用。
Fcmax=π×34.925/2(拉削圆孔直径最大值)×19.25(kg/mm)× 7(最大同时工作齿数)=7 388.65(kg/mm),最大拉削力约为7.4t,远小于用20t拉床80%的拉力,可以正常使用。
3.3 容屑槽参数的确定

式中:k为容屑系数,l为拉削长度,0.025为单面齿升量。
因为被加工工件材料为铸钢比较普通,所以为了使拉刀刀齿更锋利,容屑槽的前角取15°,沟底取双R=h/2= 1.5 mm。
3.4 法兰盘组合式外拉刀的设计安排
拉刀加工的主要难点在于刀体结构及拉削次序。将拉刀设计成拉削平面、倒角刀→凸台斜角刀→圆弧刀的组合式结构(图2)。

图2 组合式结构拉刀
a刀加工平面、倒角,首先可以定位整套刀与拉床安装位置,其次减少圆弧刀加工余量。采用对齿设计可以使刀具更稳定。
b刀加工凸台斜角,先加工斜角可以避免圆弧与斜角之间产生的干涉。结构较特别,角度刀需要专用卡具。刀片加工时要考虑到检测点,在安排工艺时要考虑到与刀盒安装工艺。
c刀加工圆弧,为半圆弧加工,考虑加工精度高,安装精度高,加工难度大,所有采用数控外磨与数控平磨加工,既可以保证精度又可以提高效率。
整套刀空刀位置比较多,主要为了降低刀体重量,减少应力变形,降低成品加工效率。
4 法兰盘拉刀的技术要求
1)拉刀刀体材料为M2(高速钢),刃部热处理硬度为64~66HRC;拉刀底座材料Cr12MoV(结构钢),热处理硬度为25~30HRC。
2)拉刀精度:齿距相邻误差0.005 mm以内,累积误差在0.02mm以内;图2中c刀的精切齿径跳公差为0.005mm,其余部分径跳公差为0.03 mm,且跳动应在同一方向;表面粗糙度要求:齿形面Ra0.4,前后角面Ra0.4,刀体Ra0.8;
3)刀体安装后要保证刀体齿形与底座垂直度公差在0.03mm以内,对称度公差在0.03mm以内。
4)表面不得有砂眼和裂纹等。
加工好的拉刀经使用后,验证拉削效果良好,完全能够满足用户对工件的尺寸及精度要求。
(编辑明 涛)
TG 715
B
1002-2333(2014)05-0281-02
王柏岩(1984—),男,助理工程师,主要从事刀具设计工作。
2014-03-19
