圆柱形工件平面铣削工装制作
2014-07-01沈根平朱达新
沈根平, 朱达新
(江苏江阴中等专业学校,江苏江阴214433)
圆柱形工件平面铣削工装制作
沈根平, 朱达新
(江苏江阴中等专业学校,江苏江阴214433)
针对大批量圆柱形工件台阶平面的铣削采用单个装夹加工、效率不高问题。文中介绍了专用工装的制作方法,采用夹具体装夹铣削加工圆柱形工件,可节约时间和加工成本。该方法还可以应用到孔加工等场合。
夹具体;台阶面;夹紧块;孔加工
0 引言
一批用于连接的冷作加工件,其外形是圆柱形,尺寸为φ22mm×120mm,该零件的主要加工内容包括:加工外圆和长度以及在一端加工一长为40mm、深度为10mm的平面台阶,在台阶的平面上加工出一个φ10 mm的通孔(见图1)。

图1 加工件
一般的加工方法是在X62W铣床上加工,采用平口钳单个装夹定位,调整好铣刀位置后再选择合适的切削用量和切削速度进行单件加工。这样的加工过程只适合于工件量少或工时够的情况,面对大批量加工时就费时费力。为节约工时,笔者根据零件结构和铣床的特点设计制作出一套专用工装。
1 专用工装的结构特点
11 结构方面
为了装夹方便,结构方面中夹具本体和夹紧块两部分组成,夹具体设计成箱式结构,其内腔根据铣床工作台的横向行程和平口钳的最大开口设计成能装夹 5根圆形工件的空间(从提高效率出发,视平口钳最大设计开口和铣床行程而定装夹加工件数量),配合调整间隙为0.1~0.15 mm,一端开口用于安装工件,另一端半封闭便于工件定位和排屑,前端开有锁紧孔,用于安装夹紧块夹紧加工件(见图2)。如果零件装夹后空间小,则可以通过调整垫片来充实型腔(见图3、4)。
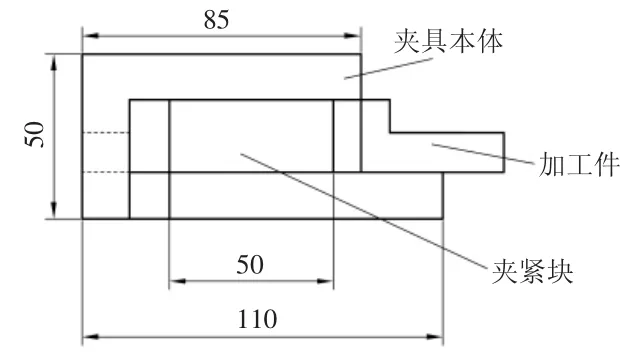
图2
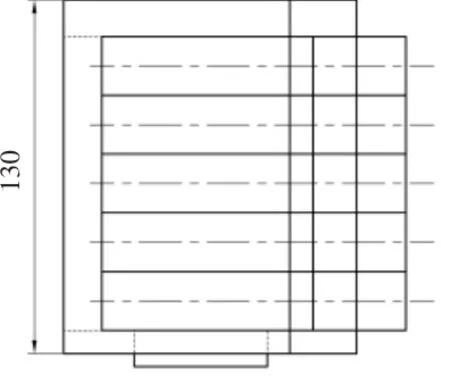
图3
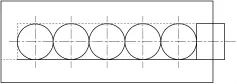
图4
1.2 特点
采用夹具体和夹紧块组合制作简单,装夹牢固、快捷,省时省力。
2 工装加工应用
先将安装好夹具块的夹具本体置于铣床工作台的平口钳中,再安装5根已经加工好外圆和长度的工件于夹具体内,夹紧平口钳。这样工件通过相互挤压而牢固定位在夹具体内,设计符合六点定位原则,且定位误差能满足工件加工精度。从工件外面对刀进行台阶面的加工,一次完成5根工件,一组加工后松开平口钳无需取下夹具,直接更换工件便可以重复上述加工。在下道孔加工时使用这套工装同样既可以实现一次多工件的装夹加工,还可以根据不同机床设备进行夹具的尺寸调整,拓宽工装的使用范围。
3 结语
工装设计千变万化,满足定位和装夹要求是前提,该工装的制作应用实现了工件从单件到多件的加工,提高了生产效率,也降低了操作者的劳动强度。
[1] 朱达新,钱文广.设备底座活动垫片的制作与测量方法[J].机械工程师,2010(11):124-125.
[2] 范信江.两种简单实用的车削工装设计[J].机械工程师,2010(11):109-110.
(编辑:启 迪)
Planar Milling of the Cylindrical Workpiece
SHEN Genping,ZHU Daxin
(Jiangsu Province Secondary Vocational Schools,Jiangyin 214433,China)
When using a single clamping to mill large quantities of cylindrical step plane,the efficiency is low.The structure of a new special tooling is introduced.Applying the fixture to mill cylindrical workpieces can save time and cost.The method can also be applied to process hole.
clamp;step surface;clamping block;hole processing
TH 162
B
1002-2333(2014)04-0178-01
沈根平(1973—),男,高级讲师,焊接高级技师,从事机械专业方面的教学和焊接工艺与质量控制研究工作。
2014-01-26
