基于FANUC-0i数控车床系统的曲线牙型螺纹加工技术
2014-07-01石显奎赵燕伟
石显奎, 赵燕伟,2
(1.浙江工业大学特种装备制造与先进加工技术教育部/浙江省重点实验室,杭州310014;2.广东省创新方法与决策管理系统重点实验室,广州510000)
基于FANUC-0i数控车床系统的曲线牙型螺纹加工技术
石显奎1, 赵燕伟1,2
(1.浙江工业大学特种装备制造与先进加工技术教育部/浙江省重点实验室,杭州310014;2.广东省创新方法与决策管理系统重点实验室,广州510000)
随着数控技术的发展,在一些机械零件上使用的螺纹牙型要求也越来越多,对于常用的三角牙型螺纹、梯形螺纹都有比较成熟的加工技术,但是一些特殊的曲线牙型螺纹由于牙型复杂,面积较大,采用成型刀加工时易出现振动,同时零件精度不能满足使用要求。文中针对常见的非标二次曲线螺纹的加工基于FANUC-0i数控车床进行技术分析。
螺纹;二次曲线螺纹;椭圆曲线螺纹;数控;宏程序
0 引言
随着现代制造技术的不断发展,机械零件精度不断提高,对于一些非常规螺纹零件的使用也越来越广,在各种机械中,螺纹零件有的用于连接、紧固,有的用于传递动力,改变运动等,由于用途不同,它们的牙型和加工方法也不尽相同,按剖面分常见的有:三角螺纹、梯形螺纹、锯齿螺纹和矩形螺纹。这些都可以采用成型刀具来完成加工。但是对于一些非标准牙型螺纹,这种加工方法不能达到理想加工精度。本文主要阐述了在FANUC系统车床上采用宏程序来实现曲面螺纹的加工方法。
1 曲线螺纹的加工
1.1 曲线螺纹
1)普通螺纹。
三角形螺纹:又称普通螺纹,截面为三角形,主要包括英制螺纹、米制锥螺纹、特种细牙螺纹、过渡配合螺纹、过盈配合螺纹、短牙螺纹、MJ螺纹、小螺纹、60°圆锥管螺纹、牙型角为60°。
矩形螺纹:螺纹截面为矩形,效率高,主要用于传动,其截面呈现为矩形,但因不易磨制,且内外螺纹旋合定心较难,通常用梯形螺纹代替。
梯形螺纹:截面为等腰梯形,牙型角为30°,与矩形螺纹相比,传动效率略低,但工艺性好,牙根强度高,对中性好。
锯齿形螺纹:锯齿形螺纹牙的工作边接近矩形直边,多用于承受单向轴向力,其牙型有(3°/30°)、(7°/45°)、(3°/ 45°)、(7°/45°)等。
圆弧螺纹:其截面为半圆形,主要用于传动,多用在滚动丝杠上,与矩形螺纹相比,工艺性好,螺纹效率更高,对中性好,目前很多地方都取代了矩形螺纹和梯形螺纹,但因其配件加工复杂,成本较高,所以对传动要求不高的地方应用很少。
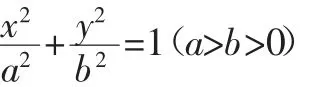
2)二次曲线螺纹。曲线螺纹截面为二次曲线,因其剖面较复杂,成型刀制作困难,加工难度大,精度很难保证,适用于某些特殊常合。常见的二次曲线螺纹有:

1.2 曲线螺纹加工
1.2.1 普通螺纹加工
普通螺纹加工方法很多,加工中需要多次进刀,所以程序较长,而且在编写中容易出错,在数控车床的数控系统中均设有G33、G32、G76、和G92螺纹加工指令。单行程螺纹切削用G32指令,简单螺纹切削循环用G92指令,螺纹切削复合循环用G76指令。数控车床上加工普通三角螺纹笔者习惯用G92指令,加工梯形螺纹时多采用G32指令。
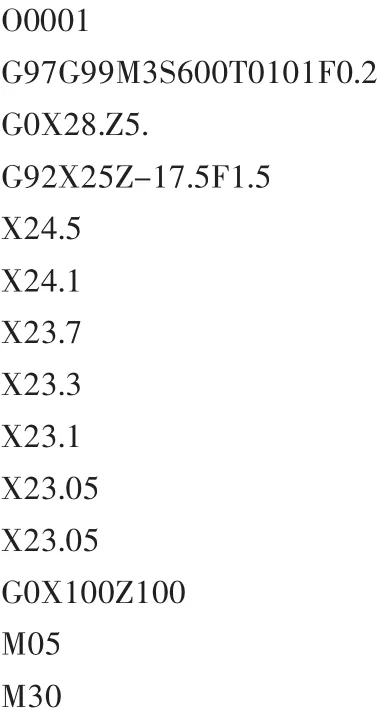
如图1所示,三角螺纹加工程序为:

图1
Tr40×7梯形螺纹程序为:

1.2.2 曲线螺纹加工
其它方程转换同理,在此省略。
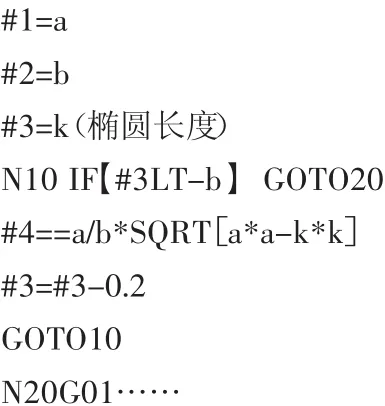
根据数控车床坐标系与数控车编程要求,在数控加工中将要确定变量,在此设定以Z轴为变量,从而确定X轴坐标:X=a/b*SQRT[a*a-z*z],在此表达式中,设置椭圆螺纹加工刀具轨迹:
2)确定曲线螺纹加工程序。在FANUC系统中,螺纹加工指令有G32、G92、G76等,编程过程中,可以根据自己的习惯合理选择,但是加工中要注意每一次的退刀位置,否则会出现撞刀,仍用G32来编写,以下则以此为例。
螺纹加工指令为:G32X__Z__F__;其中:X Z为螺纹终点坐标;F螺纹导程(单线螺纹为螺距)。
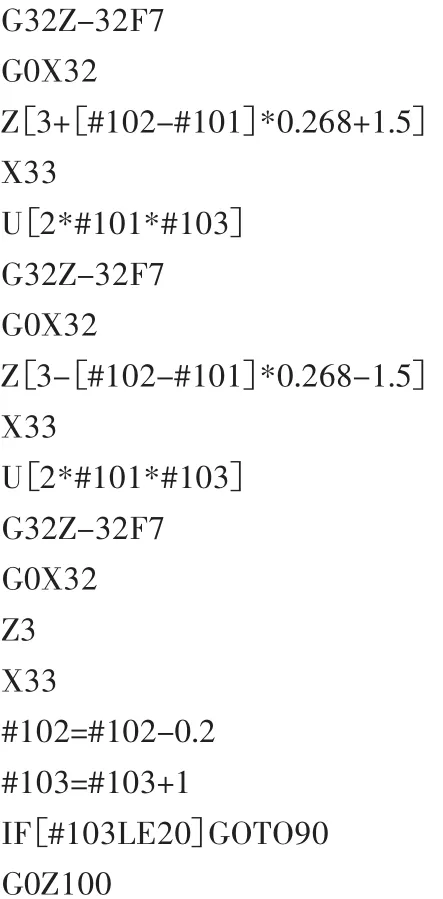
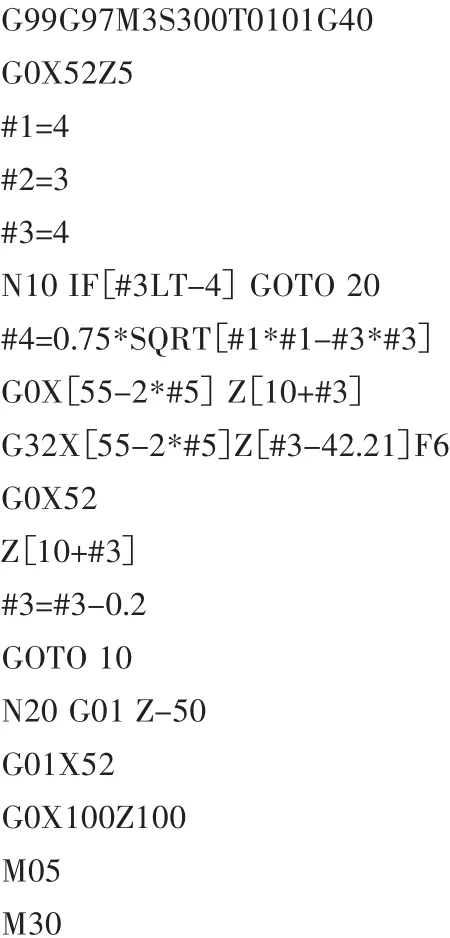
在加工图2所示的椭圆螺纹中,可将螺纹分解为由无数个沿椭圆轨迹切削而成的普通螺纹,其主程序为:

只要确定了X、Z这二个变量值,则螺纹程序就迎刃而解。双曲线、抛物线等二次曲线螺纹也可用同样的方法加工。
2 曲线螺纹生产加工
在实际加工中,各种二次曲线螺纹的加工方法都类似,在此以椭圆曲线螺纹为例进行分析(如图2)。
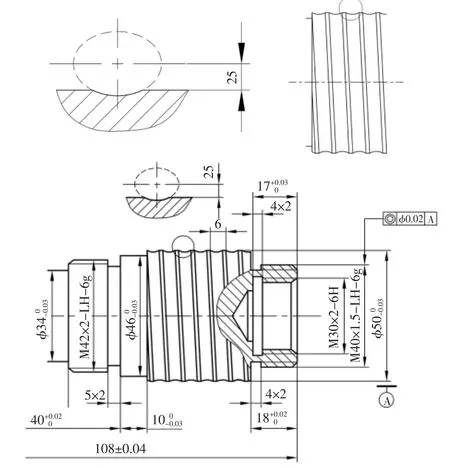
图2
2)螺纹加工分析。以Z轴为变量确定X:

3)程序编写如下:
4)加工完成工件。工件加工成品如图3所示,经检测螺纹表面粗糙度、表面精度等都达到要求,加工过程中刀具无振动,切削状态良好,加工效率高,完全能达到精度要求。
3 结语
本文通过常用螺纹及二次曲线螺纹的加工工艺及程序分析,总结出一套适于FANUC车床系统二次曲线螺纹加工方法,并在生产中得到运用,这种方法能实现大剖切面曲线螺纹的加工,比采用传统成型刀具加工提高了零件加工质量和生产效率,进一步提高了零件加工精度。但是这种加工方法有一定的局限性。螺纹的加工方法很多,加工过程中还需要考虑工件形状、材料、螺纹牙型、生产方式等因素。本文所介绍的加工方法只是作者生产实践中的经验。

图3
[1] 邓中亮.非圆零件车削加工技术[M].北京:人民邮电出版社,1998.
[2] 方沂.数控机床编程与操作[M].北京:国防工业出版社,2003.
[3] 浙江凯达机床厂数控车床操作和使用说明书[M].
[4] 刘雄伟.数控机床操作与编程培训教程[M].北京:机械工业出版社,2001.
[5] 冯志刚.数控宏程序编程方法、技巧与实例[M].北京:机械工业出版社,2011.
(编辑黄 荻)
TG 659
A
1002-2333(2014)05-0081-03
石显奎(1981-),男,浙江工业大学研究生,主要从事数控加工技术研究;赵燕伟(1959-),女,教授,博士生导师,主要从事现代集成制造技术研究。
2014-03-05
广东省创新方法与决策管理系统重点实验室开放基金项目(2011A060901001-07A)
