力臂零件自动编程及仿真加工
2014-07-01胡伟锋刘建光
胡伟锋, 刘建光
(华南理工大学广州学院机械工程学院,广州510800)
力臂零件自动编程及仿真加工
胡伟锋, 刘建光
(华南理工大学广州学院机械工程学院,广州510800)
零件的设计及编程是否合理,直接影响零件的使用效果及零件实际加工过程和零件质量,甚至影响整个产品的装配过程。根据力臂零件的使用要求,通过PowerMILL软件自动编程与仿真加工,对力臂零件编程的优化方法进行了分析,结果表明了PowerMILL软件在三维零件编程中能加快编程速度,保证加工安全,提高加工精度和生产效率。
力臂零件;加工工艺;自动编程;PowerMILL;刀具路径策略
0 引言
零件的合理设计以及合理工艺编程,能方便零件的实际加工和确保零件的加工质量。通常,一般简单的二维外形零件或者加工精度要求不高的零件,可采用手工编程在数控机床上来完成零件的加工。而对于外形较复杂或加工精度要求较高的零件,则可以自动编程方法来完成工件的加工程序,效率更快,程序更加稳定。本文根据力臂零件的使用要求,对零件进行分析,确定其加工工艺及编程方法;总结该零件在PowerMILL自动编程软件应用中的编程技巧及仿真加工效果。
1 力臂零件结构分析
力臂零件工程图如图1所示,从图样分析可知,此零件虽然不太复杂,但是零件一次装夹并不能完成所有加工面的加工,需要多次装夹才能加工完成整个零件的所有加工面;该零件包括有平面、曲面、孔、槽等加工,有些加工位置跟其它零件有相关的装配关系,这些位置有较高的精度要求,所以需要不同类别的刀具以及合理的加工方法才能完成。为了减少编程时间和保证零件的加工质量,运用PowerMILL软件自动编程方式来完成该零件的数控加工程序,同时为了提高加工效率以及保证加工质量和精度,减少换刀时间,根据我校现有设备,在立式数控加工中心机床设备上完成该零件的实际加工。

图1 力臂零件工程图
2 PowerMILL软件自动编程
PowerMILL软件提供丰富的加工策略,包括有2.5维、三维区域清除、钻孔以及精加工等刀具路径策略的设置,如图2所示。其中,2.5维刀具路径策略适合简单零件的自动编程,而三维刀具路径策略适合较复杂零件的自动编程。刀具路径策略的选用和设置要依据零件加工外形特点、加工要求等因素而定。

图2 刀具路径策略菜单
通过分析,同时根据现在所使用的设备,力臂零件需要在常用的平口钳夹具上通过3次装夹才能完成加工,为了保证零件的加工精度,在机床上加工时,工件每一次装夹都通过百分表校正。零件第一次装夹示意图如图3所示,该零件上有个φ4的小孔,该孔不仅有较高的尺寸要求,同时孔距也有要求,为了保证孔的位置,在加工该孔时,应在加工其它位置前完成。零件加工的自动编程刀具路径策略设置为:1)先用φ12的端铣刀用面铣削策略加工上表面,再用中心钻定好孔的位置,用φ3.8的钻头钻孔,最后用φ4的铰刀来完成孔的加工;2)采用φ12的端铣刀,用偏置区域清除模型完成零件的粗加工;3)用轮廓区域清除模型和平行平坦面,精加工零件的平面和侧面;4)采用φ4的端铣刀用偏置区域清除模型进行半精加工,完成φ12刀具未加工到的部分;5)用轮廓区域清除模型进行精加工;6)用R3的球头刀完成圆角的加工。
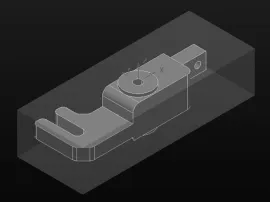
图3 第一次装夹示意图

图4 第三次装夹示意图
第一次装夹完成后,反面装夹完成零件底面的加工;加工的刀具路径策略设置为:1)使用φ12的端铣刀用偏置区域清除模型完成零件的粗加工;2)用轮廓区域清除模型和平行平坦面精加工零件的平面和侧面;3)使用R3的球头刀完成圆角的加工。
零件第三次装夹示意图如图4所示;加工的刀具路径策略设置为:1)使用φ12的端铣刀平行平坦面精加工两个螺丝孔小平坦面位置;2)使用中心钻定好孔的位置,再用钻头完成孔的加工;3)最后用φ3的铰刀来完成孔的加工。
运用PowerMILL软件完成每条刀具路径策略都要进行相应的参数设置,包括加工前设置,刀具路径策略的选用等;其中加工前的设置包括有坐标系的设定、毛坯设定、刀具设置等,刀具路径策略则需要对公差、加工余量、进刀量、退刀量等设置相应参数。PowerMILL软件设置刀具路径策略参数的过程是:1)装载模型到PowerMILL中,设置好坐标系及毛坯,如图4或图5所示;2)设置生产所需的刀具;3)如图2所示,在刀具路径策略菜单中选择所要的路径策略,例如选用三维区域清除中的偏置区域清除模型,在其参数设置页面设置相应的参数,如公差、余量等,如图5所示;4)设置好相应的参数后,点击应用生成刀路轨迹。设置完成后产生的刀路轨迹如图6所示。

图5 刀具路径策略参数设置页面

图6 刀路轨迹图
3 仿真加工
刀具路径设置完毕后,为了检验所产生的刀路轨迹是否合理,有没有过切或者加工不到位的现象,根据软件的功能特点,可以对零件进行仿真加工。仿真步骤如下:1)通过ViewMill工具栏进入PowerMILL软件的仿真界面,选择仿真图像以及确定好零件的仿真视图;2)选择需要仿真的刀具路径策略,就可以进行仿真了。零件第一次装夹加工部分的精加工仿真效果如图7所示。

图7 精加工效果
对零件进行刀具路径设置后,如仿真加工没问题,则说明此刀路的设置合理。便可以把刀具路径通过后处理方式转化为机床能识别的相应NC程序。
4 结语
采用PowerMILL软件能够方便地设置相应的加工参数,快速安全产生所需无过切的刀具路径轨迹,能迅速自动生成数控机床可识别的数控代码,缩短零件编程时间(特别是形状复杂零件的编程时间)和零件在数控机床上的实际加工时间,可更有效地保证加工的正确性和安全性,从而提高工作效率,降低生产成本,因此PowerMILL软件在实际加工中有着广泛的应用。
[1] 李名望.机床夹具设计实例教程[M].北京:化学工业出版社,2011.
[2] 杨书荣,周敏.深入浅出PowerMILL数控编程[M].北京:中国电力出版社,2008.
(编辑:启 迪)
TG 659
A
1002-2333(2014)04-0105-02
胡伟锋(1985—),男,助理工程师,从事数控技术及工程训练实习指导工作。
2014-01-06
