铁素体不锈钢复合板焊接工艺实践
2014-07-01王东恒
王东恒
(大连昌丰重工集团有限公司,辽宁大连 116200)
铁素体不锈钢复合板焊接工艺实践
王东恒
(大连昌丰重工集团有限公司,辽宁大连 116200)
铁素体不锈钢复合板S11348/Q245R的焊接,不同于单一材料的焊接,两种材料焊接性有很大差异,通过舍弗勒焊缝组织图,选用并验证焊接材料,制定焊接工艺。
铁素体不锈钢复合板;舍弗勒焊缝组织图;过渡层;焊接工艺
在典型的不锈钢复合板容器中,复层经常采用的是以S30408为代表的奥氏体不锈钢。但对于铁素体不锈钢却鲜有见到。我公司在制造某加氢裂化装置项目中,罐式容器筒体为S11348/Q245R爆炸复合板材料。容器属于II类,介质为碱液、二硫化物。S11348作为覆层用来保证碱性环境下耐应力腐蚀性能,属于铁素体不锈钢。相比传统的奥氏体不锈钢(比如S30408)而言,S11348避免了奥氏体不锈钢在应力腐蚀方面的缺点,其次还廉价。
此项复合板焊接过程中存在两种困难。其一,S11348属于铁素体不锈钢,其复合后的焊接性不同于寻常的奥氏体不锈钢(比如S30408)。其二,复合层厚度很薄,为2mm。给焊接操作过程带来了困难。
为了满足焊接接头的力学性能和耐腐蚀性能,在焊接制造前进行了一系列焊接工艺准备。
1 焊接性分析
1.1 化学成分对比
由表1可知,S11348和Q245R化学成分相差很大,属于异种钢焊接。
1.2 焊接性比较
Q245R属于碳素钢,属于压力容器常用钢材,可焊性很好。S11348属于铁素体不锈钢。比奥氏体不锈钢有更大的晶间腐蚀倾向。
1.3 焊接时存在的问题
焊材选择如下:根据NB/T47015推荐,基层焊材选择J427焊条,过渡层选择A307焊条,覆层选用A137焊条。本厂焊材成分如表2
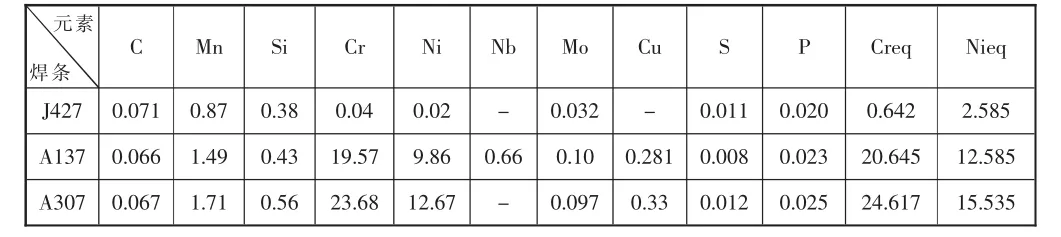
表2 焊材成分表
复合板焊接的难点在于过渡层的焊接。过渡层如果采用与基层相同的碳钢焊条(J427),熔合比取0.3-0.4,则会因为不锈钢层合金元素混入过渡层,根据舍弗勒焊缝组织图很容易得知焊缝落在为M马氏体区(O1点),极为不利。如果采用覆层焊材A137,则会由于碳钢对不锈钢的稀释作用,最终由舍弗勒焊缝组织图可知组织为M+(0~1%)F(O2点),同样对于力学性能是不利的。如果采用A307焊条,同样由舍弗勒图,结果为A+F(O3点),成分为A+0%~5%左右的铁素体,说明该方法非常令人满意,可以获得较为良好的力学性能和耐蚀性能。
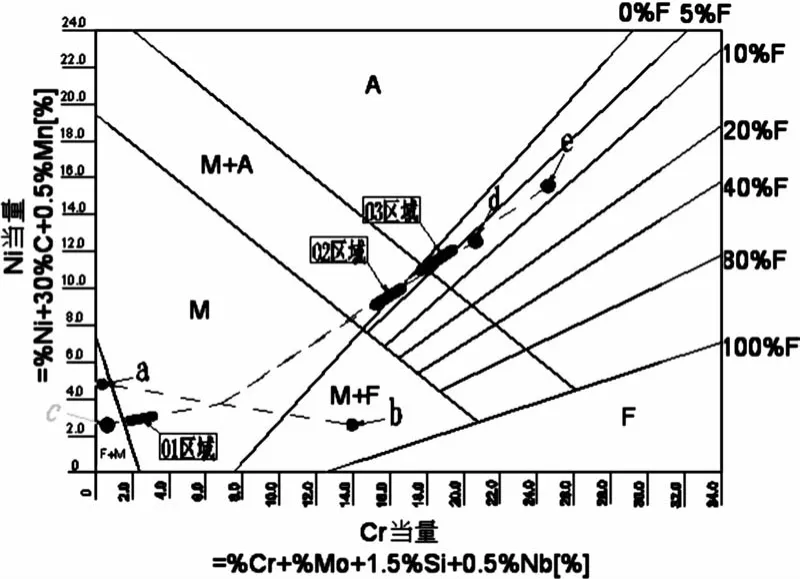
图1 舍弗勒焊缝组织图
注:a点为Q245R,b点为S11348,C点为J427,d点为A137,e点为A307位置,O1为用J427焊条所得到的组织区域,O2为A137焊条得到的组织区域,O3为A307焊条得到的组织区域。
1.4 焊接工艺评定
由于覆层不参与强度计算,由NB/T47014可采用基层评定加耐蚀堆焊评定共同支持。
基层评定:10mmQ245R板对接,焊材选用J427。
耐蚀堆焊评定:10mmQ245R上堆焊一层A307(φ3.2mm),然后再堆A137(φ3.2mm),做侧弯和化学成分分析。
后经外观、射线、渗透、力学性能和化学分析等,各项目均合格,证明焊接工艺的可行性。
2 焊接工艺
2.1 坡口选择
为了保证焊接基层时不会超过复合线,采用剥离的办法,两侧剥离3mm。剥离面低于复合线1.5mm。见图2。
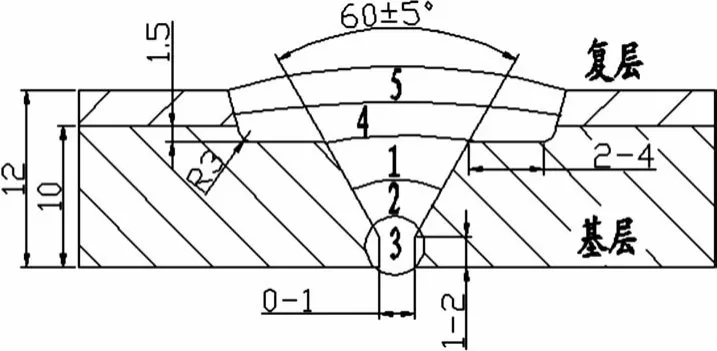
图2 Q245R+S11348复合板(10+2)坡口图
2.2 焊接工艺参数
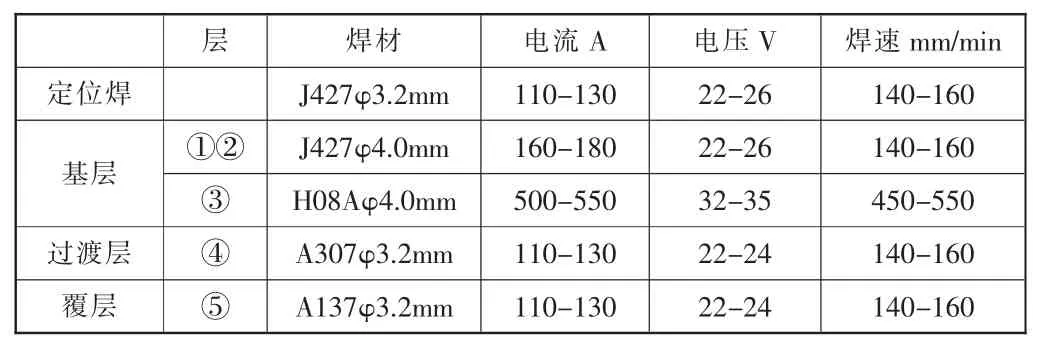
表3 复合板焊接工艺参数
2.3 焊接要点
(1)任何时刻禁止在覆层引弧。
(2)层间温度控制好,尤其是焊接过渡层④和覆层⑤之前,必须保证焊前温度不高于150℃。
(3)过渡层和覆层的线能量要小,采用不摆动、小电流、焊速适当,保证较小的熔合比。
(4)注意层间清理,填满弧坑,若发现气孔夹渣,应打磨干净,不允许用熔化的方法去除。
(5)在每节筒体纵缝两侧,过渡层预留30mm不焊,防止影响后面环缝的基层焊道;覆层留50mm不焊,防止影响后面环缝过渡层的焊接。
3 结论
本公司首次进行以铁素体为覆层的S11348/Q245R不锈钢复合板焊接,正式焊接之前经严格的焊接工艺评定,严格制定工艺,并时刻现场监督实施,制造过程未发现裂纹等焊接缺陷的产生,表明焊接不锈钢复合板焊接的关键问题是确定合适的焊接金属材料,制定合适的焊接工艺(层间温度、熔合比、防止过渡层混入基层、防止覆层混入过渡层)。本文最终证明采用这种工艺是可行的。
[1]李亚江.焊接冶金学—材料焊接性[M].机械工业出版.
TG457
A
1003-5168(2014)04-0127-02
