伺服泵控系统在折弯机上的应用
2014-07-01张志兵卞正其徐朝忠
张志兵,卞正其,徐朝忠
(扬力集团 江苏扬力数控机床有限公司,江苏 扬州225009)
0 前言
随着全社会环保意识的加强,节能减排日益受到重视,一种采用电液伺服混合驱动泵控技术的新型数控折弯机应运而生。目前采用电液伺服混合驱动泵控技术的液压控制系统主要有南京埃尔法电液技术有限公司的DSVP1000 电液伺服混合驱动泵控系统和无锡贺尔碧格的CHD 系列紧凑型混合驱动泵控系统和ePrAX 型电伺服驱动系统。本文主要介绍一下DSVP1000 电液伺服混合驱动泵控系统在数控折弯机上的应用。
1 控制原理
DSVP1000 液压系统电机泵组由3kW 伺服电机+06cc/r 双向泵或5kW 伺服电机+08cc/r 双向泵组成。每一个混合动力驱动轴都有一个驱动电机和相应的一个小油箱,每个液压驱动轴都配有一个压力平衡块,它控制着在折弯机液压缸上仅产生负载所需要的压力。而机床的饶度凸起补偿系统可以采用WILA 结构形式的机械补偿系统或伺服电机驱动油泵的液压补偿系统。滑块在快下阶段、工进阶段、快回阶段的速度可以通过系统内部各个阶段的参数设定来控制伺服电机在不同阶段的转速,使滑块在不同阶段获得不同的速度,通过控制油缸上面的电磁阀控制Y1 侧和Y2 侧油缸,取代原来控制Y1 侧和Y2 侧油缸上面的比例伺服阀来控制油缸的上下动作。另外数控系统根据程序自动计算出压力来控制伺服电机的转矩,从而使油缸根据数控系统的计算数值产生不同的压力,通过对驱动器进行参数设定使双向泵产生最大31.5MPa的压力。
2 液压原理
DSVP1000 伺服泵控系统液压原理如图1 所示,数控系统分别控制左侧油缸和右侧油缸上面的Y1、Y2、Y3 共3 个电磁阀的动作时序以及控制双向泵的伺服电机的正负指令模拟量电压数值的大小,控制液压油的流量和流向,从而让折弯机滑块产生停止、快下、工进、保压、卸荷、回程等不同阶段的动作。

图1 DSVP1000 伺服泵控系统液压原理图
而在电气设计过程当中,必须考虑将伺服混合驱动泵控液压系统中每个伺服驱动器报警控制信号进行串联,当其中一台伺服驱动器出现报警时,机床必须停止,这样才能保证机床的安全性。
3 能耗对比
下面以1000kN 的数控折弯机分别采用比例伺服阀控系统和电液伺服混合驱动泵控系统在能耗、噪声、用油量等方面做一下对比,具体数据如表1 所示。
基于以上数据,可以用如图2 所示的图表来表示,对比一下采用比例伺服阀控系统的数控折弯机和采用电液伺服混合驱动泵控系统的数控折弯机的节能效果。
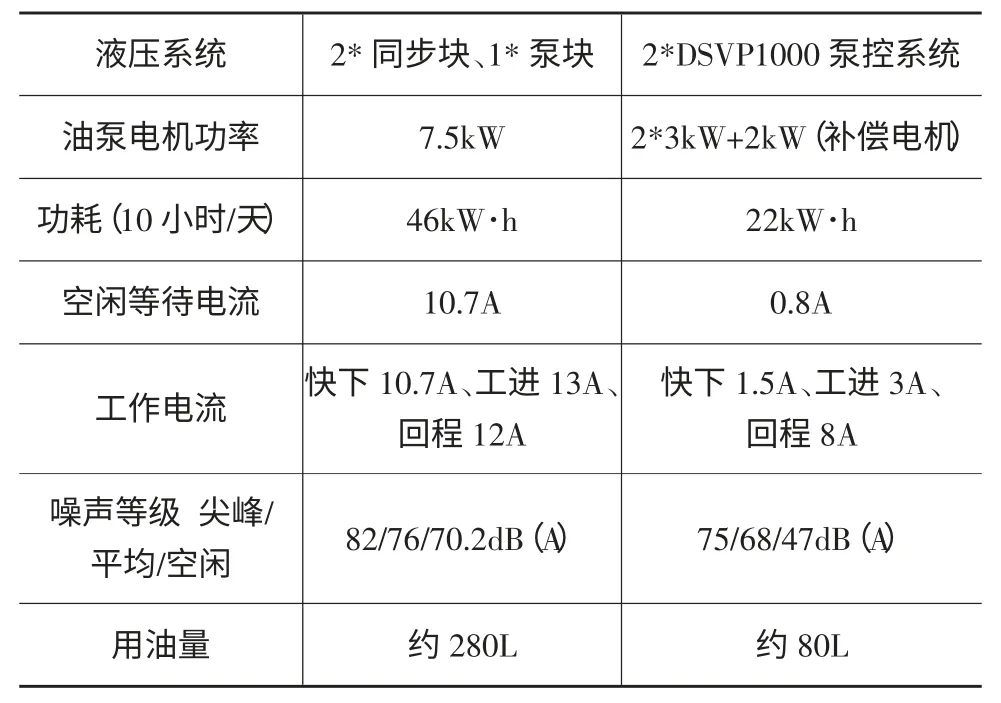
表1 数控折弯机两种机型能耗和噪声数据对比

图2 两种数控折弯机机型能耗示意图
如表1 所示数据都是在同一环境下测得,噪声等级所测得数据可能与实际有误差,因为车间环境难免有其他噪声。从以上数据表明,无论从消耗功率还是噪声,以及使用的液压油容量方面,采用电液伺服混合驱动泵控液压系统的数控折弯机都比采用比例伺服阀控制液压系统的数控折弯机更节能,更环保,尤其在机床处于空闲工作状态时节能效果更加明显。虽然采用电液伺服混合驱动泵控系统折弯机的前期采购成本比现在普遍采用比例伺服阀控系统的折弯机偏高一些,但是电液伺服混合驱动泵控系统折弯机在电源消耗以及液压油消耗方面,长期下来能给用户节省不小的费用。在操作方面,同采用比例伺服阀控制的数控折弯机一样,简单易懂。2013年北京国际机床展上,江苏扬力数控机床有限公司展示的YHB1032 型折弯机反映良好,并被用户当场订购。目前产品已进入批量生产阶段。随着国家越来越注重节能减排,相信节能、环保的新产品会更加受到用户认可和市场欢迎。
[1]李振光.泵控电液混合驱动系统在板料折弯机上的应用[J].锻压装备与制造技术,2013,48(1).
[2]张李超.基于WDM 驱动程序的可配置性液压数控折弯机控制系统的研发[J].锻压装备与制造技术,2013,48(3).
[3]李 堑.折弯机机械补偿机构疲劳寿命的估算[J].锻压装备与制造技术,2013,48(6).
