新型钢筋直螺纹加工工艺及连接接头试验研究
2014-06-30赵红学高志红侯爱山
赵红学,高志红,侯爱山
ZHAO Hong-xue, GAO Zhi-hong, HOU Ai-shan
(1.中国建筑科学研究院 建筑机械化研究分院,河北 廊坊 065000;2.舟山市7412工厂,浙江 舟山 316041)
钢筋机械连接技术经过20多年的发展和广泛应用,越来越受到广大施工企业的认可和青睐,特别是钢筋滚轧直螺纹连接技术的不断完善和优越的性价比,应用范围越来越广,市场占有率不断提高。钢筋直螺纹连接技术目前市场上主要有剥肋滚轧直螺纹连接技术、直接滚轧直螺纹连接技术、镦粗直螺纹连接技术等形式,本文介绍一种全新的钢筋滚轧直螺纹连接技术。
其工艺原理是:采用锥体拔模倒推工艺,将钢筋推入锥体拔模内(缩颈),挤压成为圆柱形柱体,然后再滚压直螺纹。锥体拔模倒推工艺原理图如图1所示。

图1 锥体拔模倒推(缩颈)工艺图
该工艺通过锥体拔模倒推过程和滚轧螺纹过程对钢筋基体金属材料和螺纹螺牙进行强化,利用金属材料冷作硬化可提高材料性能的特性提高螺纹连接的强度。
为了验证螺纹加工工艺对材料及接头抗拉性能的影响,通过硬度对比试验、材料强度对比试验和接头性能试验进行了分析。
1 硬度对比试验研究
以直径∅25mm、500MPa月牙肋抗震钢筋为研究对象,对钢筋母材、剥肋滚轧螺纹、缩颈及缩颈滚轧螺纹后局部样品进行硬度对比,分析其变化。试验过程如下:在同一根钢筋上选取四组试件,其中一组母材,另三组分别进行剥肋滚轧、缩颈强化和缩颈滚轧螺纹。钢筋母材加工前的横肋为∅27.5mm、纵肋为∅25.1mm、内径∅24.2mm;缩径尺寸为∅23.7mm,滚轧螺纹尺寸为M25.6×3。分别检测试件中心点和离中心点8mm距离的硬度值,检测结果见表1。

表1 钢筋试件硬度值
通过上述试验数据表明直径∅25mm钢筋经过倒推强化处理再滚压成型的螺纹加工工艺可使钢筋提高布氏硬度值11%~14%,比剥肋滚压成型螺纹钢筋布氏硬度值提高8%。
2 力学性能对比试验
试验的目的是对比分析钢筋母材与剥肋滚轧、倒推强化及强化后滚轧螺纹后材料性能的变化。试验过程是:在同一根∅25mm HRB400钢筋上截取4组钢筋试件,其中1组为母材,另外3组分别进行剥肋滚轧、缩颈及缩颈滚轧螺纹。按GB/T 228要求制成矩形横截面非比例试样,试样宽度为12.5mm、厚度为5mm、原始标距为50mm、原始横截面积62.5mm2,对标准试件进行抗拉试验,试验结果见表2。
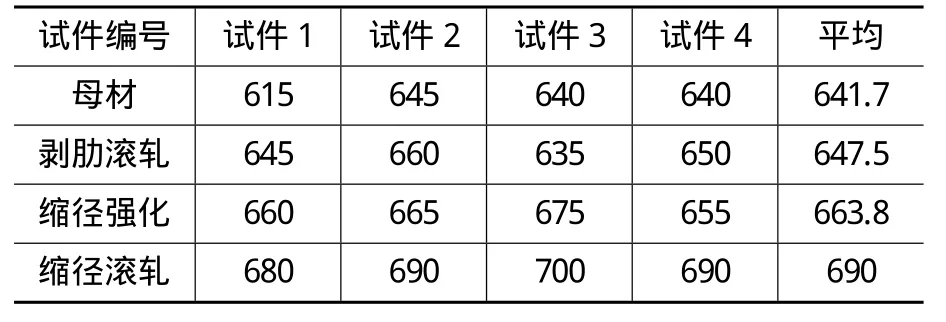
表2 抗拉强度对比表 (MPa)

表3 钢筋接头拉伸试验记录表(部分接头试验数据) (mm)
通过试验数据表明:直径∅25mm HRB400钢筋,经过倒推强化处理再滚轧成螺纹钢筋的加工方法,可大大提高其抗拉强度,抗拉强度由641.7MPa提高到690MPa,抗拉强度提高了7.5%,比剥肋滚轧螺纹抗拉强度提高了6.5%。
3 钢筋接头性能
加工螺纹的目的对钢筋进行连接,因此本加工工艺对接头力学性能的影响尤为重要。通过接头的试验分析其连接的性能。
为了验证接头的连接强度及可靠性,我们从极限破坏的角度,首先选取加长缩颈和加长螺纹对接头的力学性能进行试验研究,目的是验证缩颈后的钢筋是否与钢筋母材等强以及滚轧长丝螺纹是否与钢筋母材等强。
试验采用了最常见的直径25mm和32mm两种规格钢筋,缩颈长度、螺纹长度及试验结果等参数见表3(表3为部分试件试验数据)。
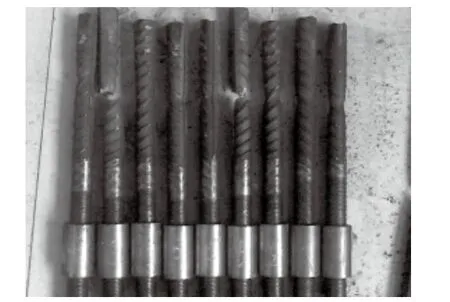
图2 钢筋接头试件(断于长螺纹及缩颈段外的母材)
通过试验及样品图片可以看出,接头全部断于长螺纹及缩颈段之外,表明以下两点。
1)钢筋缩颈后尽管外径尺寸比钢筋母材尺寸小,但由于缩颈工艺强化提高了其抗拉强度,缩颈后的整体强度仍高于钢筋母材强度。
2)长螺纹的抗拉强度比钢筋母材的强度高,可用于钢筋等强度连接。
通过上述试验表明,缩颈滚轧工艺加工螺纹在加工过程中强化了材料,硬度及抗拉强度均有所提高,通过接头试验表明,采用该工艺加工的钢筋连接接头抗拉强度高,其缩颈部分、长螺纹部分均可达到与母材等强,比剥肋滚滚抗强度大约可提高6.5%左右,是一项高性能的钢筋直螺纹连接技术,对接头质量要求高的场合可发挥其重要作用。同时采用本工艺加工螺纹的设备损耗小,可靠性高,为钢筋螺纹自动化加工提供了很好的加工工艺,对促进我国建筑钢筋商品化具有重要的推动作用,是钢筋连接发展的重要趋势。 O