双向动平衡检测技术在汽车变矩器上的应用
2014-06-27任工昌王宏卫
任工昌, 王宏卫,2
(1.陕西科技大学 机电工程学院, 陕西 西安 710021; 2.陕西航天动力高科技股份有限公司, 陕西 西安 710077)
0 引言
动平衡是液力变矩器产品生产、制造过程中必须解决的一个基本共性问题,其优劣程度直接决定着产品的工作性能、使用寿命以及产品质量等.转子如果是不平衡的,附加动压力将通过轴承传达到机器上,引起整个机器的振动,产生噪音,加速轴承的磨损,降低机器的寿命,甚至使机器控制失灵,发生严重事故[1,2].
目前国内液力变矩器的动平衡测试技术主要采用单向动平衡测试技术,即通过固定内部元件,平衡主轴控制外部元件旋转进行变矩器的动平衡测试;由于忽略了内部元件的运动特性,测量准确度降低,在液力变矩器的平衡方法上与国际先进水平有一定的差距.
目前国外主导汽车厂家采用的是更接近工况的双主轴测量方法,它是通过一个主轴控制内部元件旋转,另一个主轴控制外部元件旋转进行变矩器的动平衡测试;该法满足了汽车传动系统对于液力变矩器更高的平衡要求.
为了达到国际先进水平,我们对平衡设备进行技术改造,进行大量试验以期掌握这种先进的差速平衡技术对于提升我国液力变矩器的质量有着重要的意义.
本文在反复实验的基础上,研究了双向动平衡检测技术,论证了差速平衡技术在液力变矩器动平衡检测上具有重要作用.
1 液力变矩器双向差速动平衡机的模型分析
1.1 液力变矩器的结构[3]
液力变矩器由可转动的泵轮和涡轮,以及固定不动的导轮三元件构成.各件用铝合金精密铸造或用钢板冲压焊接而成.泵轮与变矩器壳成一体.用螺栓固定在飞轮上,涡轮通过从动轴与传动系各件相连.所有工作轮在装配后,形成断面为循环圆的环状体,如图1所示.
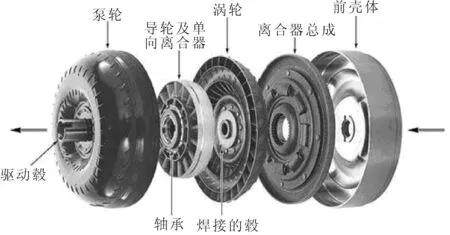
图1 汽车液力变矩器结构
1.2 双主轴测量方法的探究
通过控制工件内部元件的主轴只做相对外壳0 °和180 °旋转两个位置,测量方法相比单主轴测量法测量精度得到了提高,由于要进行两次动平衡测量,测量周期大大加长.
寻找一种既能提高动平衡的检测精度,又能缩短动平衡的检测周期的变矩器动平衡检测方法,成为改进变矩器动平衡检测过程的关键点.将动平衡测量技术、自动控制技术和数据采集分析技术相结合,采用双主轴差速的理论来实现变矩器动平衡测量技术的突破,达到更真实地符合轿车液力变矩器的实际工作状态.即:当变矩器定位于平衡测量工位后,上、下主轴将变矩器内部组件和外部组件夹紧并驱动至平衡测量转速(同时、同向、差速旋转),当变矩器旋转状态稳定后系统将测量工件的不平衡量.
1.3 动不平衡量的测量模型[4]
根据力的平移法则,一个任意的不平衡刚性转子,其不平衡量均可等效到两个与转轴垂直的校正面上,根据转子的工艺要求,其重量/加重校正面的选择千差万别,平衡机必须能在任意指定的两个校正面上准确地指示出不平衡量的大小和相位,这就是平衡机平面分离解的功能,如图2所示.
由图2可知,二校正面上的不平衡量F1、F2与测力传感器处力N1、N2的关系为:
(1)
其中,N1、N2为支撑反力,由测力传感器电压信号表达为:
N1=Esin(wt+φ1)
(2)
N2=Esin(wt+φ2)
(3)
设F1=m1r1ω2,F2=m2r2ω2,则二校正面上的不平衡量为:
(4)
由式(4)可知,二校正面上的不平衡量,只与校正面的位置尺寸和传感器的输出值有关,而与转子质量特性无关.因此,在对任意一转子进行平衡时,只需键入校正位置尺寸大小,就可进行平衡测量,从而实现了永久性定标.
1.4 测量原理
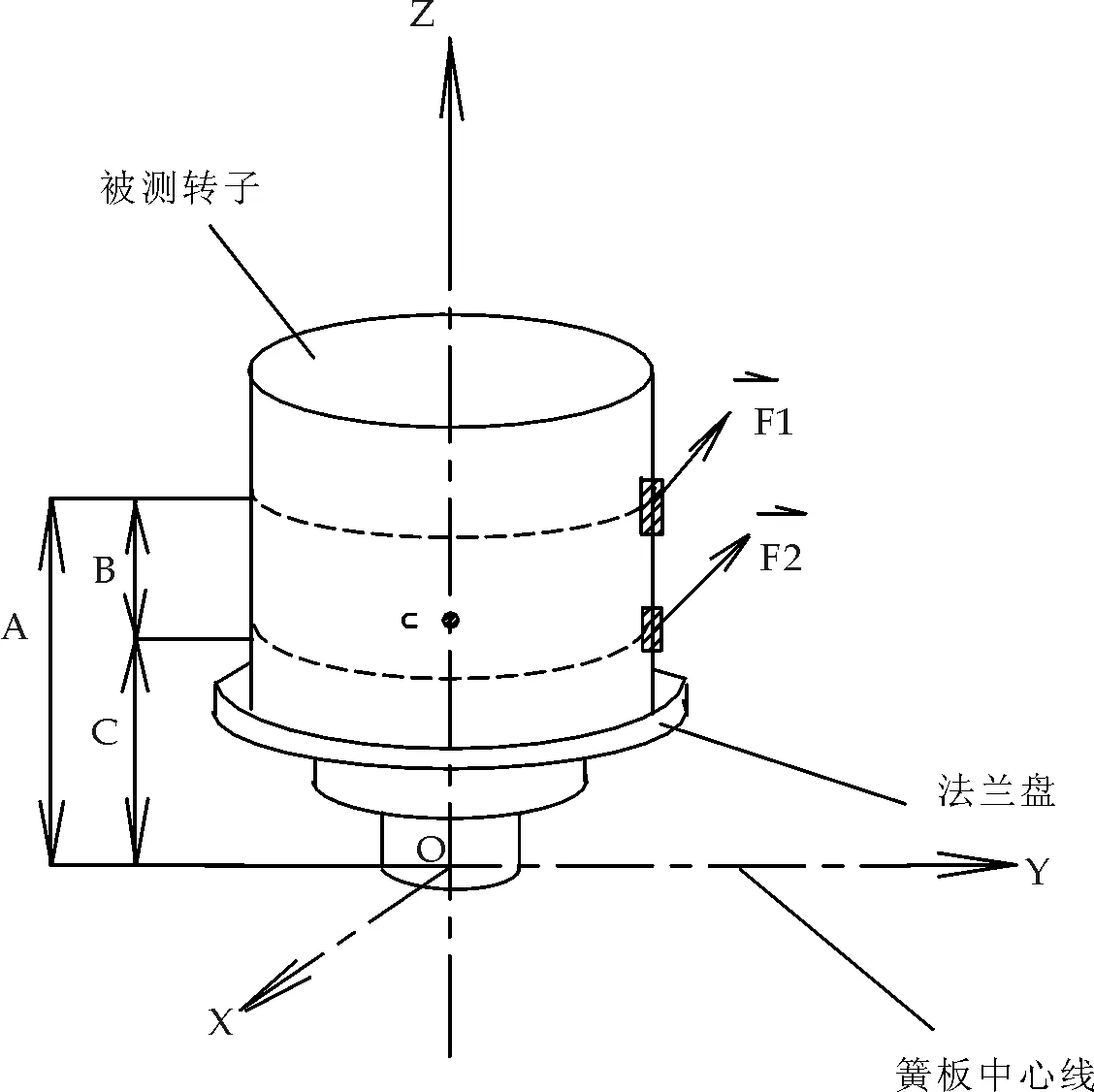
(a)被测转子
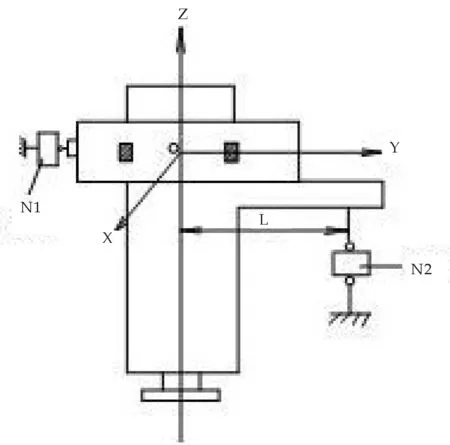
(b)被测转子所在系统图2 动不平衡量的测量模型
回转物体上的不平衡量所产生的离心力使得平衡机做有规则的振动,振动的物理量如位移、速度或加速度经相应的传感器(位移、速度或加速度传感器)转换成电量形式输出[5].假设传感器的输出信号为:
e(t)=E0+Esin(ωt+φ)+
(5)
测量系统的任务是要抑制直流分量、谐波分量、异频分量和各种噪声项,找出不平衡信号的基波幅值E和起始相角φ.
设y(t)=Esin(ωt+φ)为待测的不平衡信号,运用三角公式可把公式写成:
y(t)=Ecosφsinωt+Esinφcosωt=
Resinωt+Imcosωt
(6)
式中:Re=Ecosφ为同相分量,即信号的实部;Im=Esinφ为正交分量,即信号的虚部.
所以只需测得以上两个分量就可以得到基波的幅值和相位[6,7].
2 双向差速动平衡机的系统设计
2.1 系统组成总体方案[8]
双向差速动平衡机的总体设计是一种单工位单面校正立式双向差速平衡机测量系统,动平衡测量与校正处在同一个工位,工作时回转工作台上部的夹具向下压紧工件,同时下部的夹具带动零件旋转.使用时操作工人主要负责工件转子的装卸、自动系统的启停以及系统参数的更改.
系统主要组成部分包括动平衡测试模块、嵌入式工控机软件系统、机床本体、PLC控制电箱等.图3是系统机械总装示意图.
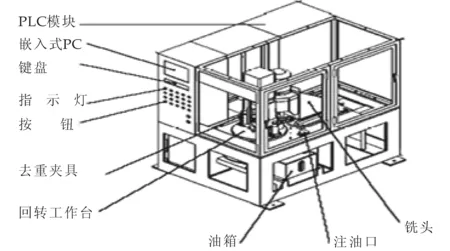
图3 系统总装示意图
2.2 动平衡测试模块[9]
动平衡测试模块是整个系统的关键部分,动平衡测试结果的准确性直接影响到最终的不平衡量减少率.为使测量结果准确,一个好的动平衡测试系统应该有良好的滤波性、抗干扰性和较大的动态范围、较宽的频率响应、较高的测量精度和长时间的工作稳定性等.
动平衡测量模块的功能可以作如下描述[10]:系统驱动主轴电机带动转子转动达到稳定的转速,此时动不平衡量由测振传感器测得,所得到的信号比较微弱,并且含有大量的干扰信号,因此需要从这些信号中提取与转子转动同频的有用信号的幅值和相位信息[11,12].具体操作包括信号放大,滤除无用的直流分量、各次谐波分量、异频分量和各种干扰噪声,从而取出有用的与测量转动同频率的基波分量,再经过A/D转换后,输入到单片机中进行计算,最后得到校正面上不平衡量的大小和相位,再由RS232串口通讯传至PC机进行显示和进一步处理.
测量模块包括以下几个部分:立式硬支撑的机械结构,用于测振的磁电式速度传感器和用于基准信号测量的电感式接近传感器和动平衡测试电路板.
传感器分布如图2所示.对支撑反力N1、N2的电压信号应用FFT快速傅里叶变换进行信号处理,以保证动平衡测量精度.测试信号中的直流分量、各次谐波分量对提取的精度无影响.
采样周期数越大,等效的噪声带宽越窄,抑制噪声的能力也越强,提取的精度更高.
2.3 机床本体
机床上有三套夹具,平衡夹紧夹具、校正加重夹紧夹具和回转台夹紧夹具.其中平衡夹紧夹具和回转台夹紧夹具可以根据工件类型不同而更换不同的夹具.图4是机床的夹具安装图.
下定位夹具可以松开和加紧工件,从而防止动平衡测量的过程中工件相对于主轴滑动.进行动平衡测量时,上定位夹具向下插入变矩器内部,回转台锁紧气缸松开,下定位夹具向下拉紧工件,并同工件一起转动.测量结束以后进行动平衡校正时,加重夹紧气缸向上运动夹紧工件,回转台锁紧气缸顶紧,同时进行加重补偿,这样就可以防止因校正过程较大的振动和推力使得变矩器发生位移而影响动平衡测量的结果[13].
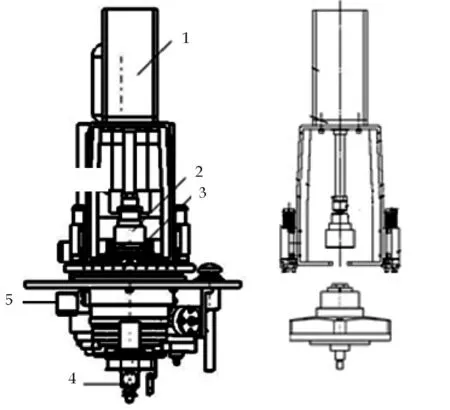
1.上夹紧气缸 2.上定位夹具 3.工件 4.下定位夹具 5.校正加重夹紧夹具图4 夹具安装图
2.4 平衡测量系统技术参数
采用杂波消除电路,数字跟踪波器,FFT采用CPU对模拟输出量进行傅立叶解析,只取出振动波形的一次成分.取n次数据平均化电路去掉采进的最大、最小值,对余下数据进行均化后,进行稳定的演算,反复按国际标准对新机进行检验,得到的技术参数如表1所示.

表1 平衡测量系统性能指标
测量系统是一个多任务系统,不同的测量和计算任务能够同时并行处理,能处理外部组件不平衡,同时也能测量出内部组件的不平衡量[14,15];测量值数字化处理以进行高精度测量;并对平衡工件修正前、后的不平衡量进行SPC过程能力分析计算;测量系统中可以显示振动量的实际值.
注:“最小可达剩余不平衡量”是动平衡机的通用精度指标,单位为μm亦为g·mm/kg.而被平衡工件上的不平衡量的单位为g·mm.在固定校正半径上,工件的不平衡量直接用g表达.
3 试验结果及讨论
3.1 动平衡实际测量结果比较
分别采用三种动平衡方法对某一型号产品进行检测,得到的测试结果见表2.检测数据表明,单主轴测量法校正后的不平衡量一次减少合格率较低,主要是测量方法的局限性导致的,采用双主轴对角测量法合格率达到80%.而双向差速测量法通过校正后,可以使得不平衡量一次减少合格率稳定性达到100%,效果最好.
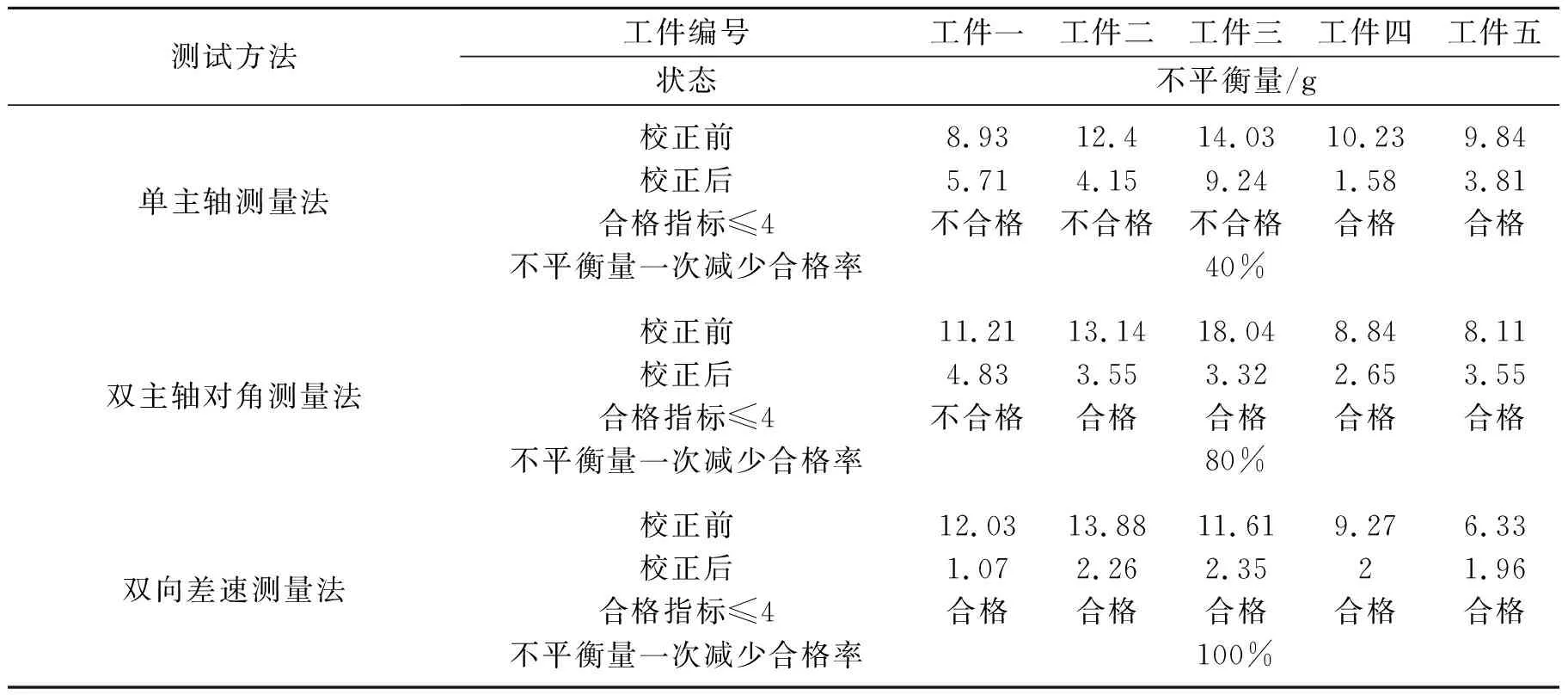
表2 三种测试方式试验结果
3.2 实车检测[16]
将采用双向差速测量法检测的产品装配到用户的车辆上进行3万公里的实车检测,试验证明整车传动系统的震动和零件磨损情况得到较大的改善,因此,双向差速测量法是提高汽车变矩器动平衡精度非常有效的方法.
3.3 试验分析
在试验产品均合格的情况下,如“3.2实车检测”所述双向差速测量法比传统平衡方式有明显的改善,并且,从表1得出,新平衡机的精度指标应远远满足产品的平衡校正要求;但从表2中可以得出,前两种模式一次校正合格率很低,需要进行反复多次平衡校正.
这些问题刚好说明液力变矩器不同于一般刚性转子,其存在外部组件与内部组件不同轴、独立运行且由液体传递力矩;当对其平衡校正时,内部组件的状态、相关位置、对外部组件冲击、摩擦接触面的润滑状态及润滑液的多少均有关系;这些问题需要相关课题进行大量研究,本文只对前叙三种模式进行分析.
为此我们进行了大量的实验,其中最有说服力的实验是,用同一个平衡校正好的变矩器,在三种模式下进行长时间运行测试,记录下其不平衡量的大小随时间的变化,如图5~图7所示.
设平衡主轴转速: 800 r/min、付轴转速: 400 r/min.记录时间段为:运行稳定后40 s(平衡测量时间8 s).
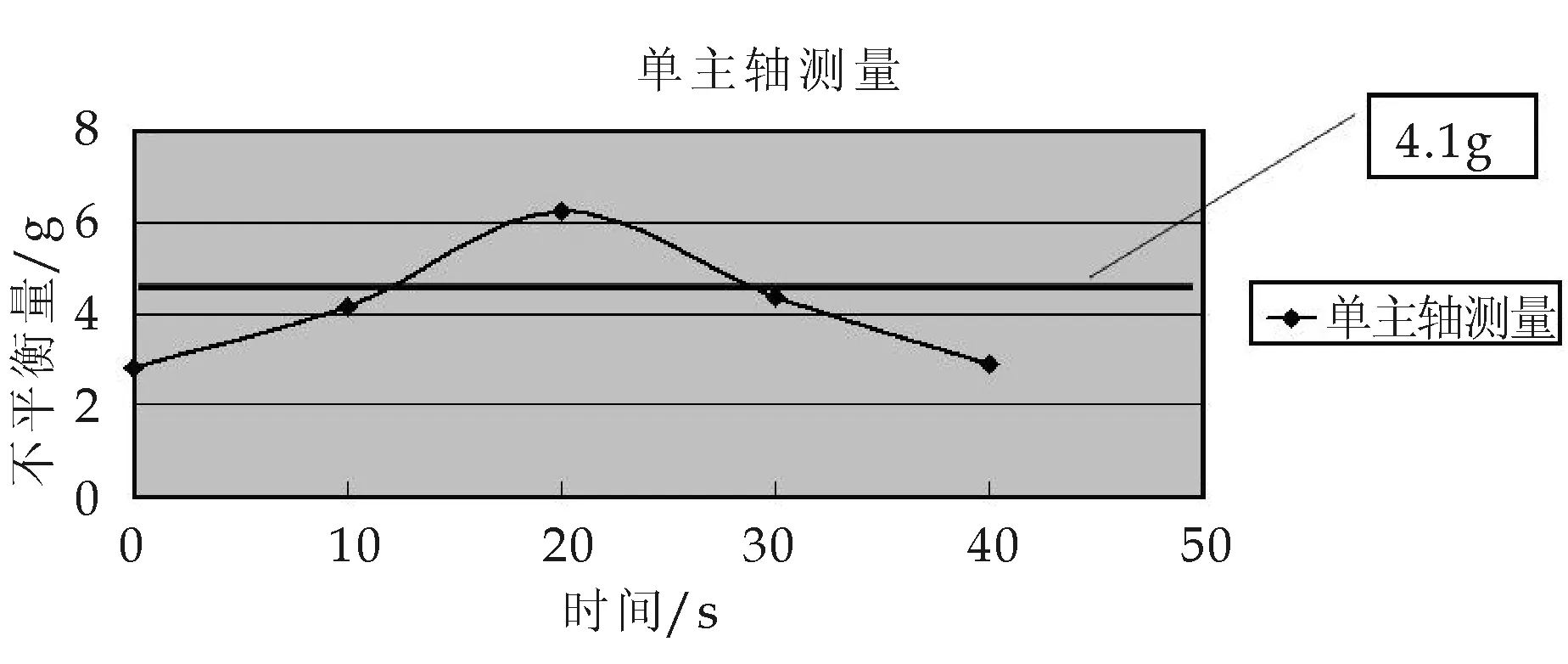
图5 单主轴测量不平衡量曲线
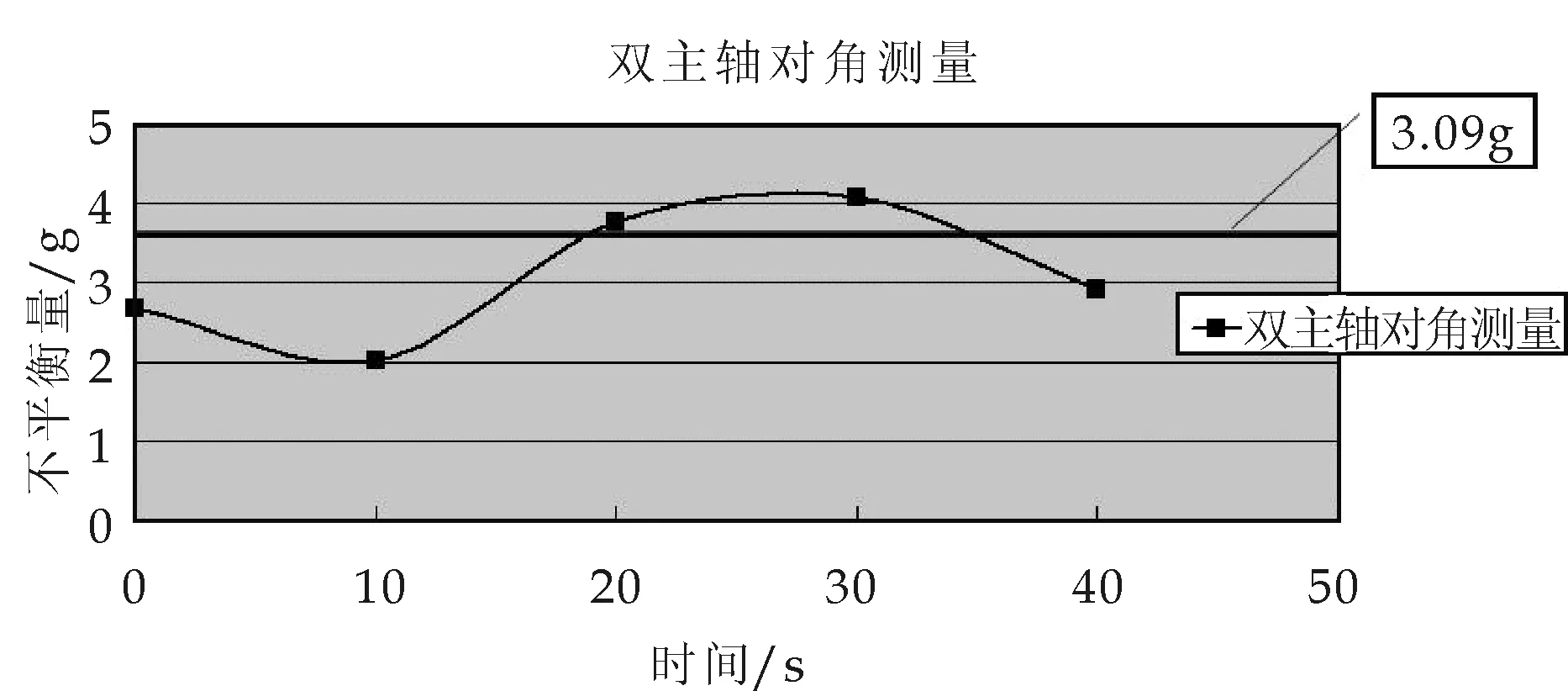
图6 双主轴对角测量不平衡量曲线
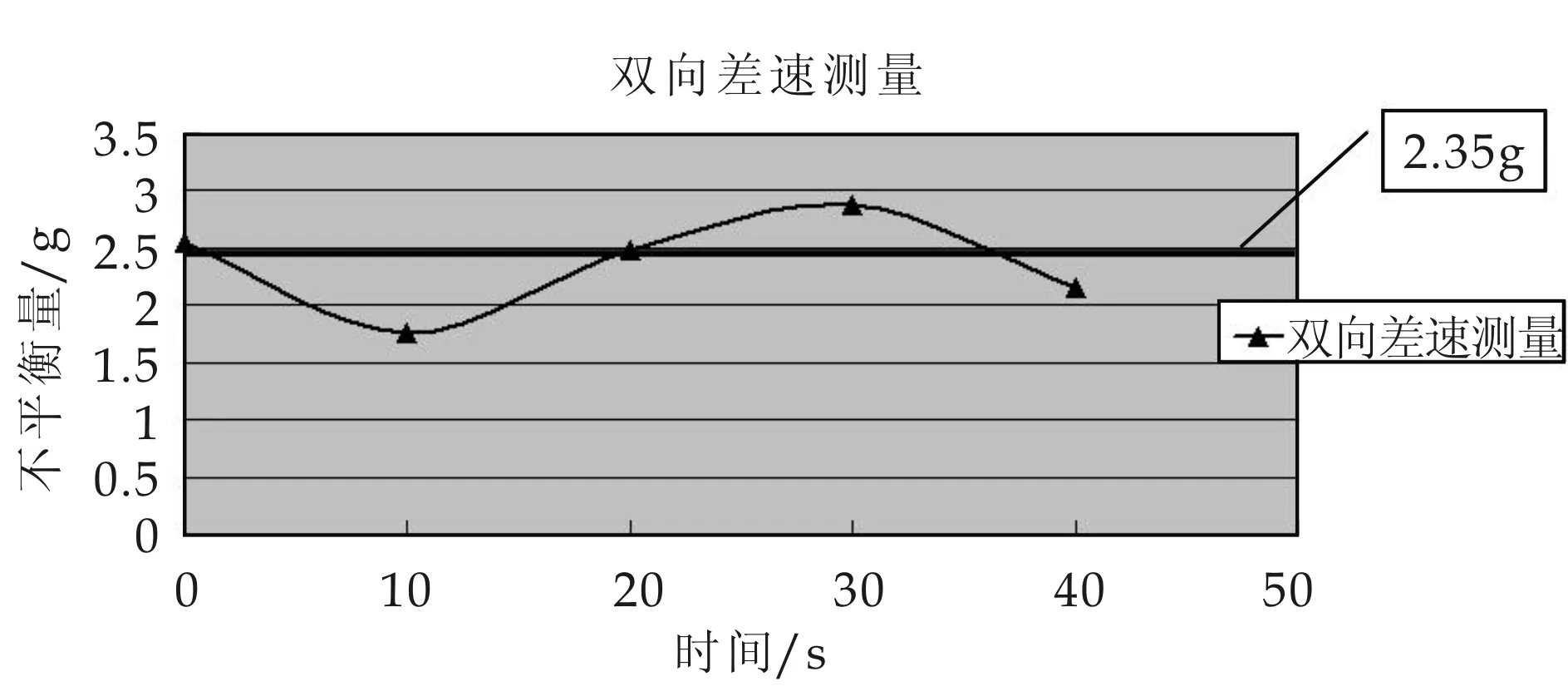
图7 双向差速测量不平衡量曲线
由图5可知:单主轴测量下,不平衡量平均值为4.1 g,最大值为6.22 g, 偏离平均线2.12 g;说明测量结果不稳定、不精确、平衡效率低,合格产品中一定大量存在误检.由图6可知:与单主轴测量效果相似,仅好一点.由图7可知:双向差速测量下,不平衡量平均值为2.35 g,最大值为2.77 g,偏离平均线0.42 g;说明测量结果稳定可靠.该方法更接近产品实际工况,可以提高国产变速箱的产品质量和寿命.综上所述可以解释实车检测的结果,以及表2的记录值含义.
4 结论
分析及实验结果表明,对平衡设备进行技术改造,采用双向差速测量法动平衡技术,对于提升我国液力变矩器的质量有着重要的意义,并填补了国内空白.
[1]李顶根.新型立式动平衡机的研制与工件动不平衡量的测量[D].武汉:华中科技大学,2004.
[2]伶德纯,黄文振.转子动平衡技术(下)[J].机电一体化,2002,8(3):77-80.
[3]朱经昌,魏宦官,郑幕桥.车辆液力传动[M].北京:国防工业出版社,2004.
[4]赵鼎鼎.高精度、高效率硬支承平衡机测量系统若干关键技术研究[D].上海:上海交通大学,2013.
[5]宾光富,姚剑飞,江志农,等.基于有限元模型的转子动平衡影响系数求解法[J].振动.测试与诊断,2013,34(6):998-1 002,1 094.
[6]齐 伟,赵鼎鼎,蔡 萍.基于MUSIC算法的动不平衡信号提取方法研究[J].仪器仪表学报,2012,33(6):1 240-1 246.
[7]贾耀曾,崔凤奎.谐波小波在动不平衡信号提取中的应用[J].噪声与振动控制,2009,29(1):65-68.
[8]刘 健,潘双夏,杨克已,等.全自动动平衡机关键技术研究[J].浙江大学学报(工学版),2006,40(5):777-782.
[9]马文星.液力传动理论与设计[M].北京:化学工业出版社,2004.
[10]Tom Birch,Chuck Rockwood.汽车自动变速器与驱动桥[M].北京:中国劳动社会保障出版社,2008.
[11]徐向阳,刘艳芳,姬芬竹,等.自动变速器技术[M].北京:人民交通出版社,2011.
[12]刘 健,潘双夏,杨克己,等.两工位全自动动平衡机气动系统设计[J].液压与气动,2004,28(9):43-46.
[13]徐锡林.浅述我国平衡机的发展方向[J].试验技术与试验机,2003,43(1):6,22.
[14]安胜利,杨黎明.转子现场动平衡技术[M].北京:国防工业出版社,2007
[15]钟沈江.硬支撑动平衡机微机化测量系统的研究[M].杭州:浙江大学出版社,2003.
[16]杨国安.转子动平衡实用技术[M].北京:中国石化出版社,2012.
