磨料选择与船舶除锈质量及成本分析
2014-06-27,
,
(泰州口岸船舶有限公司,江苏 泰州 225321)
喷砂除锈是一种以磨料为介质的清理作业。经过100多年的发展,喷砂清理技术取得了很大的发展,特别是PSPC标准的实施,推动了各大船厂对船舶除锈的重视,磨料也由最初天然矿砂发展到如今的几百种。
1 典型磨料
常用钢结构表面除锈磨料根据其来源和材质可分为三大类:天然磨料、人造磨料及炉渣磨料。各类磨料常见品种见表1[1]。

表1 常见磨料品种
1.1 石英砂
石英砂硬度高,经久耐用,价格低廉,获取方便。在过去100多年来一直在全世界喷砂除锈行业广泛应用,甚至“喷砂”一词也由此而得名。但近20年来,石英砂几乎完全退出行业,因为它带来的负面影响很明显。除了对环境造成严重的粉尘污染以外,致命的矽肺与长期吸入矽尘有关,还会诱发肺癌。世界各国已经明令禁止使用石英砂,包括禁止用石英砂作磨料喷砂除锈作业。
1.2 炉渣磨料
炉渣磨料是工业性熔炼的废料,属于硅酸铝一类,含铁高还含有多种碱性金属。与石英砂相比,其含尘量和游离硅含量较低,对人体和环境影响较小,一段时期内是石英砂很好的代替品。但炉渣脆性很大,容易破碎,作为磨料仍然会产生很大的粉尘,而且除锈效率相对比较低。在PSPC新标准下的灰尘清洁要求远远不能保证,一定程度上会加大清洁表面的含盐份量。根据相关权威性报道和研究报告,炉渣中很有可能含有重金属和放射性元素,这类物质将在施工中对工人产生极大的身体伤害,目前除了少数露天除锈作业使用外,已经很少有船厂还在使用此类磨料。
1.3 钢砂
钢砂是众多品种的共同称谓:铸钢砂、钢丸砂、合金钢砂等,由于硬度相对适中、韧性强、颗粒均匀、颗粒的形状和大小可以根据需求选择,更为重要的是可连续反复使用,寿命较长,除锈效率高,重复使用的磨料的除锈效率和新磨料一样好。在现代室内喷砂作业中的优点更加突出。PSPC新涂层标准下又应运而生了一批高性能、高性价比的专用合金钢砂,它无论从材质、工艺、损耗及涂装效果等方面都更加适应新标准的要求,各大船舶企业为保证新标准的顺利实施都先后对钢板预处理和喷砂房用砂进行了更换。
2 磨料选择对船舶除锈质量及成本的影响
上述磨料中很大一部分材料已经退出历史舞台,钢砂成为现代船舶工业磨料的主角。在目前还在使用的铜矿砂的除锈清洁过程中,磨料消耗在清理成本中所占的比例在60%~70%之间。由于钢砂回收利用率高,其消耗在清理成本中所占比率在20%~30%之间,其经济性十分明显。按照PSPC标准中钢板表面二次处理后质量要求,就目前船舶企业广泛使用的钢砂和铜矿砂的除锈质量及成本做一个对比分析试验。
2.1 试验条件
①铜矿砂价格,400元/t。
②合金钢砂价格,5 000元/t。
③电价,1.5元/(kW·h)。
④人工费,100元/d。
⑤设备磨耗,200元/(台·d-1)。
⑥喷砂清洁要求,PSPC标准中压载舱部位二次除锈要求。
⑦其它试验条件及试验标准等同。
2.2 除锈清理试验结果的主要成本组成
说明:电耗、人工费、设备磨损假设试验时间内等同,只计算平均值,回收筛选工时费、场地清理费用、磨料运输费等其它费用等不计入成本。试验结果如下。
1)铜矿砂消耗量:60 kg/m2(平均可回收35%后的消耗量)。
2)合金钢砂消耗量:0.3 kg/m2(平均可回收99.8%后的消耗量)。
3)材料:铜矿砂,400×60/1 000=24元/m2。
合金钢砂,5 000×0.3/1 000=1.5元/m2。
4)电耗:5.9元/m2。
5)人工费:1.5元/m2。
6)设备磨耗:2.1元/m2。
2.3 清理成本比较
铜矿砂:24+5.9+1.5+2.1=33.5元/m2。
合金钢砂: 1.5+5.9+1.5+2.1=11.0元/m2。
两种磨料单位面积成本比:33.5/11.0≈3倍。
2.4 清洁质量效率比较
清洁质量效率比较见表2。
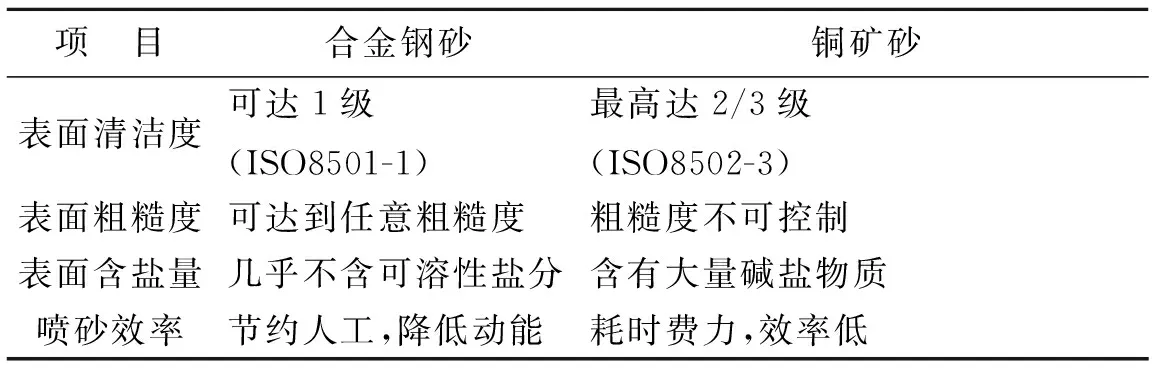
表2 清洁质量效率比较
2.5 结论
根据上面的分析实验,采用铜矿砂磨料清理的实际成本是合金钢砂磨料的3倍。如果考虑到PSPC新涂装标准对表面清洁质量的要求,铜矿砂作磨料的清洁表面的表面清洁度和粗糙度等都达不到规定要求,某些情况下也可能增加了清洁表面的盐分而达不到PSPC含可溶性盐小于等于50 mg/m2的要求[2]。而且铜矿砂废弃物较多,回收成本比购买相同数量的新磨料还要贵。如果将运输成本、喷砂效率等成本因数考虑在内,相关数据比表明,两种类型磨料的平均实际综合成本相比,铜矿砂磨料的清洁成本是合金钢砂的5倍还要多。
3 金属磨料消耗性对比试验
为应对PSPC标准实施,需要进行钢砂置换,现针对不同置换方式对3个砂房内的钢砂在钢砂、钢丸相同配比下,在同等条件下进行3种钢砂的实际消耗性试验,可以看出不同品质的钢砂磨料差距也很大。
3种钢砂分别为:轴承合金钢砂(甲钢砂);普通铸钢钢砂(乙钢砂);回炉处理钢砂(丙钢砂)。
将200kg试验用磨料放在一间专门设计的密闭试验室内进行试验,保证试验过程中磨料和试验生成物不会减少。喷砂机内磨料完全喷出,结束第一次试验。将试验室内的磨料和试验生成物全部收集起来再进行第二次试验。相同试验进行10次,将不同颗粒大小的磨料分离出来,试验结果见表3。

表3 消耗性试验
由表3可见,不同种类的磨料品质差异也很大,钢砂的消耗量比钢丸高出3倍左右。其实从各种金属磨料的状态分析,试验结果是很显然的。轴承合金钢砂组织状态为煅态,机械性能高,棱角形,耐磨性好;铸钢砂为铸态,带有球形面,密度低下;而回炉处理的钢砂,由于在破碎过程中挤压而在内部形成许多微裂纹,回炉钢砂内部实际含有杂质相对较多,都将使得它的机械性能大大降低而易破碎。对照PSPC标准规范要求,从清洁成本以及达到表面清洁效果看,应该选择钢丸。从粗糙度要求考虑,钢砂又优于钢丸。因此,在砂房配置钢砂过程中合理的钢砂、钢丸比更加重要。
4 结论
1)磨料的种类对喷砂清理成本和质量的影响很大,PSPC专用磨料的选择对该标准完成至关重要。
2)应该选择品质好的磨料,不能只看价格,只有好品质磨料才能从长远角度降低清洁成本。
3)提高喷砂清理效率、降低成本的有效方法有以下几点[3]。
① 选择合适、优性能的喷砂工具。
② 保证足够的压缩空气和通风除尘效果。
③ 选择机械性能好的合金钢砂。
④ 提高工人和管理人员的整体素质。
[1] 沈国良.磨料选择和钢结构喷丸清理成本分析[J].分析检测,2006,6(1):25-27.
[2] 杨清林,刘永安.钢丸粒度对铸件抛丸清理效率和表面粗糙度的影响[J].试验研究,2002,31(6):10-14.
[3] 曾兆民.实用金属防锈[M].上海:新时代出版社,1997.